
一种低成本铜铬复合触头制备方法.pdf

一吃****新冬

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种低成本铜铬复合触头制备方法.pdf
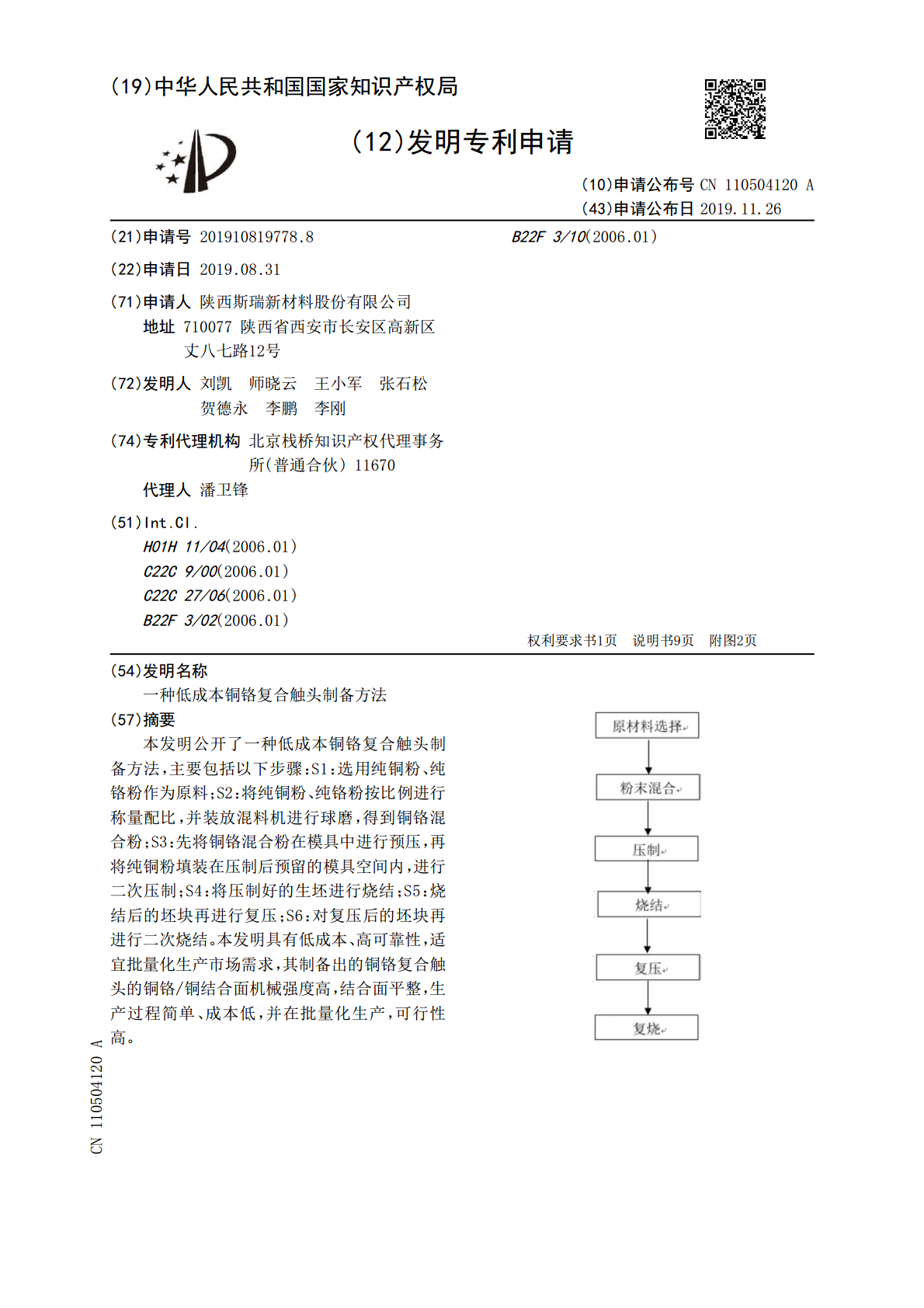
本发明公开了一种低成本铜铬复合触头制备方法,主要包括以下步骤:S1:选用纯铜粉、纯铬粉作为原料;S2:将纯铜粉、纯铬粉按比例进行称量配比,并装放混料机进行球磨,得到铜铬混合粉;S3:先将铜铬混合粉在模具中进行预压,再将纯铜粉填装在压制后预留的模具空间内,进行二次压制;S4:将压制好的生坯进行烧结;S5:烧结后的坯块再进行复压;S6:对复压后的坯块再进行二次烧结。本发明具有低成本、高可靠性,适宜批量化生产市场需求,其制备出的铜铬复合触头的铜铬/铜结合面机械强度高,结合面平整,生产过程简单、成本低,并在批量化
一种铜铬触头材料的制备方法.pdf
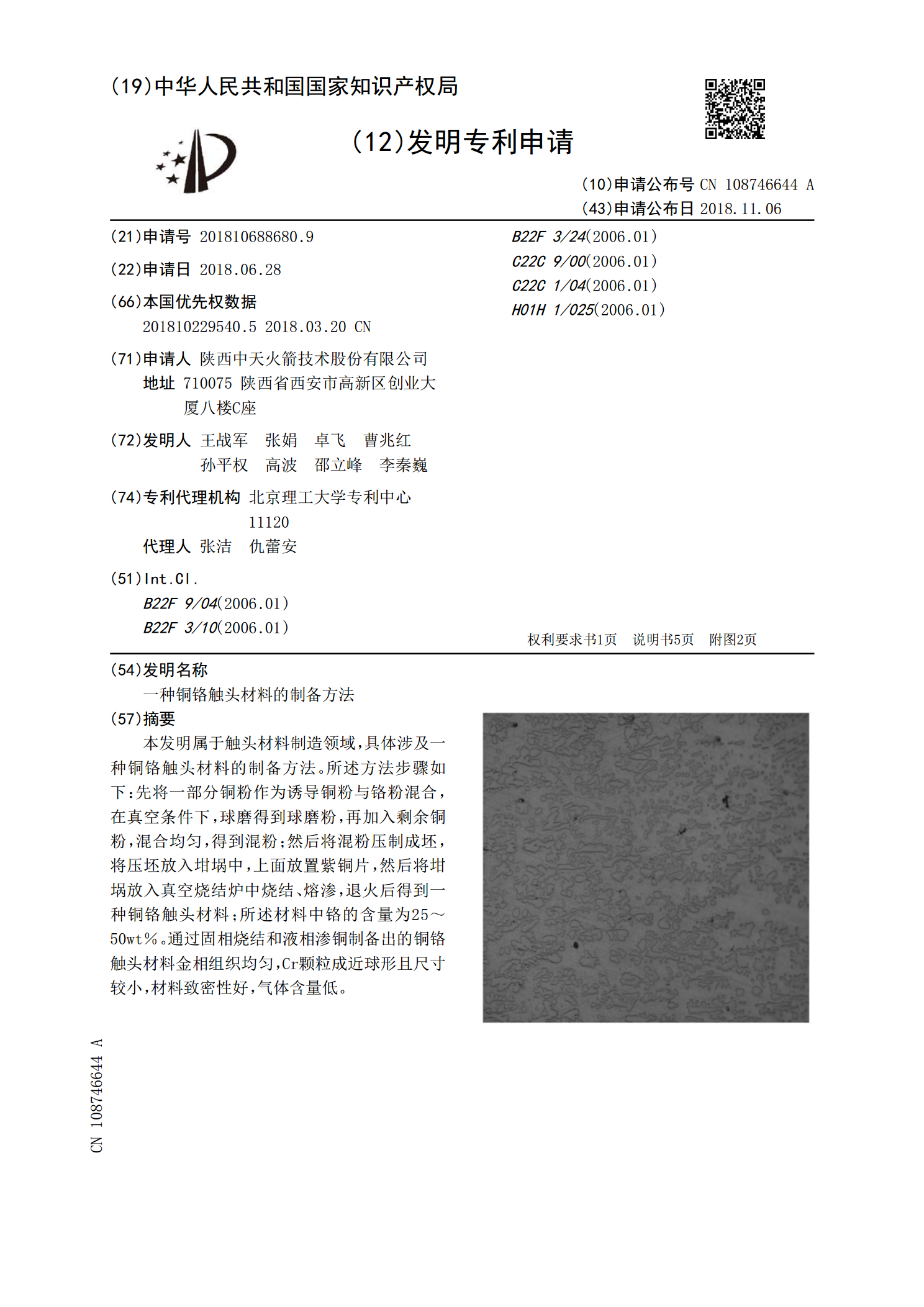
本发明属于触头材料制造领域,具体涉及一种铜铬触头材料的制备方法。所述方法步骤如下:先将一部分铜粉作为诱导铜粉与铬粉混合,在真空条件下,球磨得到球磨粉,再加入剩余铜粉,混合均匀,得到混粉;然后将混粉压制成坯,将压坯放入坩埚中,上面放置紫铜片,然后将坩埚放入真空烧结炉中烧结、熔渗,退火后得到一种铜铬触头材料;所述材料中铬的含量为25~50wt%。通过固相烧结和液相渗铜制备出的铜铬触头材料金相组织均匀,Cr颗粒成近球形且尺寸较小,材料致密性好,气体含量低。
一种挤压铜铬触头材料的制备方法.pdf
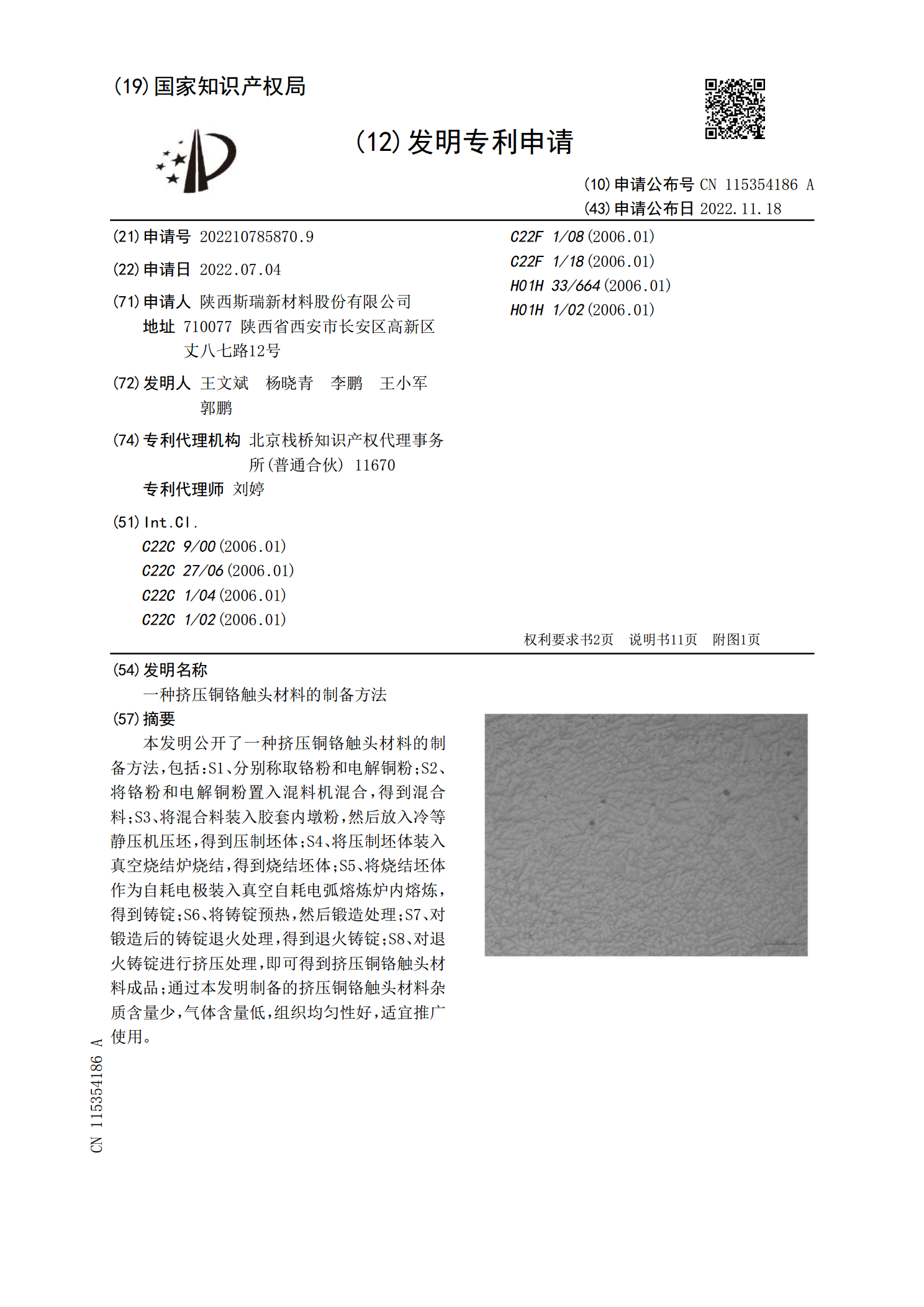
本发明公开了一种挤压铜铬触头材料的制备方法,包括:S1、分别称取铬粉和电解铜粉;S2、将铬粉和电解铜粉置入混料机混合,得到混合料;S3、将混合料装入胶套内墩粉,然后放入冷等静压机压坯,得到压制坯体;S4、将压制坯体装入真空烧结炉烧结,得到烧结坯体;S5、将烧结坯体作为自耗电极装入真空自耗电弧熔炼炉内熔炼,得到铸锭;S6、将铸锭预热,然后锻造处理;S7、对锻造后的铸锭退火处理,得到退火铸锭;S8、对退火铸锭进行挤压处理,即可得到挤压铜铬触头材料成品;通过本发明制备的挤压铜铬触头材料杂质含量少,气体含量低,组

一种快速生产铜铬触头材料的制备方法.pdf
本发明公开了一种快速生产铜铬触头材料的制备方法,它包括以下具体步骤:1)混粉:向铬粉、铜粉的混合粉中加入粘结剂混合均匀;2)过筛分散:将经过步骤1处理的混合粉通过筛网过筛后置于容器中分散晾晒;3)预烧结:将步骤2得到的混合粉倒入石墨模具,在1~3.8吨/cm2的压力下进行模压;4)二次烧结:将步骤3)得到的多孔烧结产物继续置于放电等离子烧结炉内抽真空并加压;5)热后处理:在真空或惰性气体保护中进行保温。本发明将铬粉和铜粉混合后直接进行烧结,从而得到铜铬触头材料,相比现有技术中在混粉后通过冷等静压、真空包套

一种利用铜铬边料制备铜铬触头自耗电极的方法.pdf
本发明公开了一种利用铜铬边料制备铜铬触头自耗电极的方法,包括以下步骤:收集铜铬边料,经破碎,清洗,干燥后进行冷压、热压,所得镦实坯按底面与底面接触的方式进行堆叠得到柱体形状的电极坯,用氧化铝纸按特定方式进行包裹后装入石墨舟,并在包裹后的电极坯与石墨舟的间隙填充氧化铝粉末;然后将石墨舟置于底部升降真空炉中的加热区于真空条件下保温烧结,烧结完成后维持炉温不变,启动升降机构将石墨舟缓慢垂直下降进入冷却区,当石墨舟全部离开加热区后停止加热;冷却后取出电极,经清理和修整,即得。本发明所述方法成本低,所得产品致密度高