
激光拼焊板焊缝防冲压开裂的焊接方法.pdf

邻家****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
激光拼焊板焊缝防冲压开裂的焊接方法.pdf
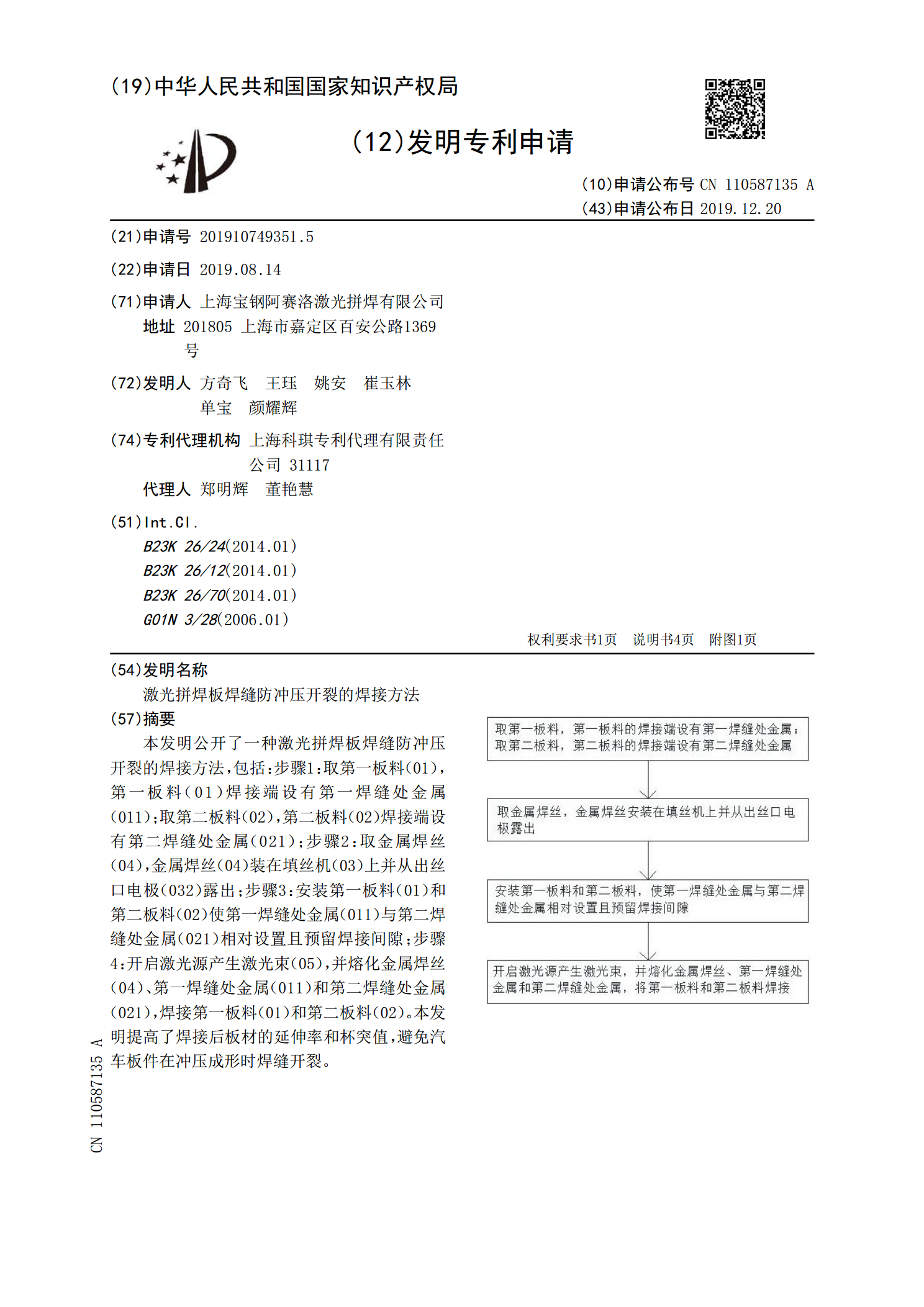
本发明公开了一种激光拼焊板焊缝防冲压开裂的焊接方法,包括:步骤1:取第一板料(01),第一板料(01)焊接端设有第一焊缝处金属(011);取第二板料(02),第二板料(02)焊接端设有第二焊缝处金属(021);步骤2:取金属焊丝(04),金属焊丝(04)装在填丝机(03)上并从出丝口电极(032)露出;步骤3:安装第一板料(01)和第二板料(02)使第一焊缝处金属(011)与第二焊缝处金属(021)相对设置且预留焊接间隙;步骤4:开启激光源产生激光束(05),并熔化金属焊丝(04)、第一焊缝处金属(011

激光拼焊板焊缝建模与冲压成形基础研究的开题报告.docx
激光拼焊板焊缝建模与冲压成形基础研究的开题报告开题报告题目:激光拼焊板焊缝建模与冲压成形基础研究一、研究背景现代汽车发展越来越快,对汽车零部件的要求越来越严格,特别是车身零部件的强度和耐久性等性能要求。而激光拼焊技术是一种先进的汽车零部件连接方法,可以大大提高汽车零部件的强度和耐久性,同时也可以减少热影响区和变形,保证汽车零部件的精度和美观度。为了更好地利用激光拼焊技术,也需要对激光拼焊板焊缝的建模和冲压成形进行研究,这是本研究的出发点和研究背景。二、研究目的本研究旨在对激光拼焊板焊缝建模和冲压成形进行基
激光拼焊板拉深成形过程焊缝移动快速预测方法.pdf
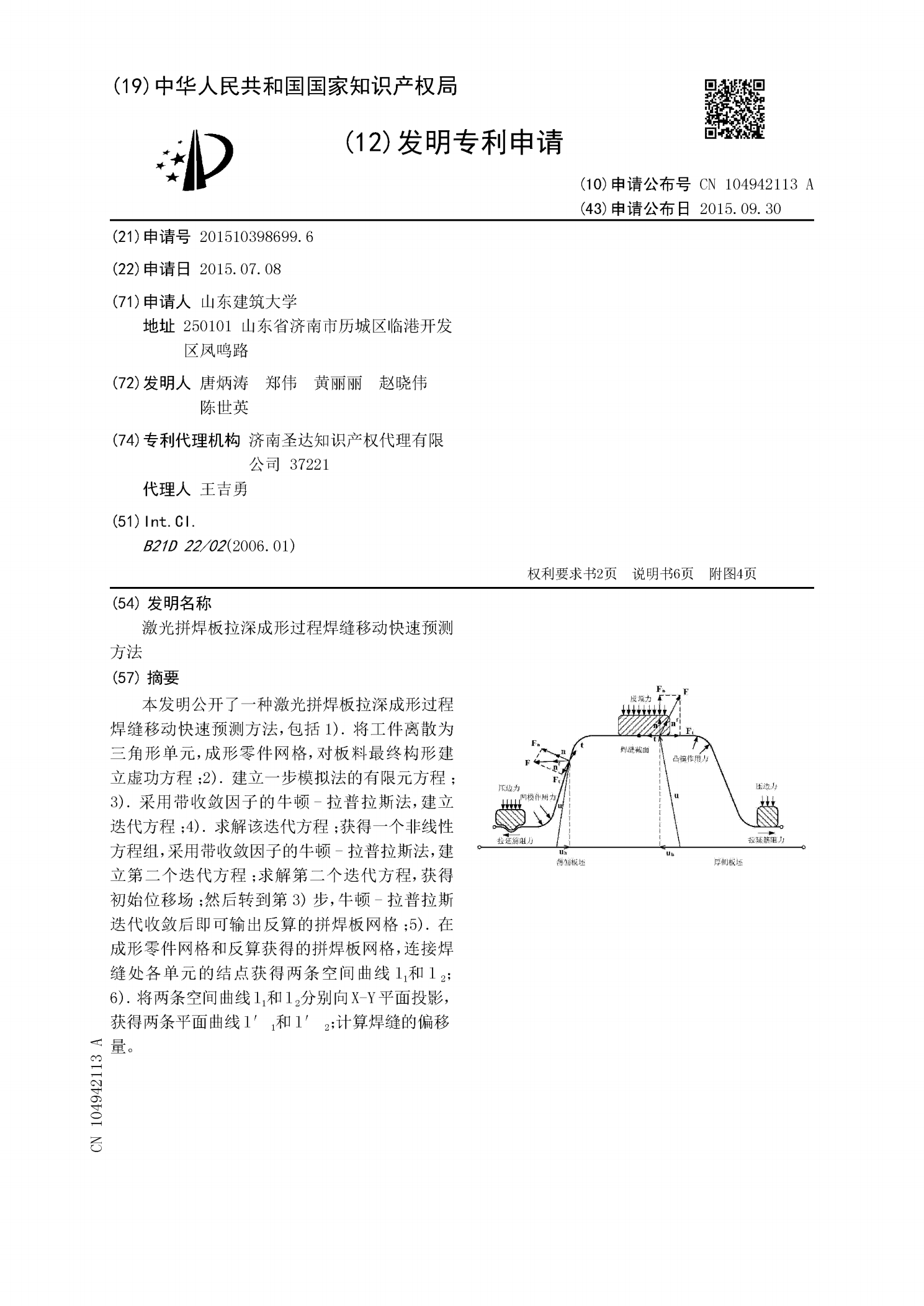
本发明公开了一种激光拼焊板拉深成形过程焊缝移动快速预测方法,包括1).将工件离散为三角形单元,成形零件网格,对板料最终构形建立虚功方程;2).建立一步模拟法的有限元方程;3).采用带收敛因子的牛顿-拉普拉斯法,建立迭代方程;4).求解该迭代方程;获得一个非线性方程组,采用带收敛因子的牛顿-拉普拉斯法,建立第二个迭代方程;求解第二个迭代方程,获得初始位移场;然后转到第3)步,牛顿-拉普拉斯迭代收敛后即可输出反算的拼焊板网格;5).在成形零件网格和反算获得的拼焊板网格,连接焊缝处各单元的结点获得两条空间曲线l

激光拼焊焊缝控制装置.pdf
本发明涉及激光拼焊领域,尤其涉及一种激光拼焊焊缝控制装置,包括激光焊接头,其特征在于:还包括位于待拼焊工件端部中央的碾压滚轮、与碾压滚轮连接的电机或磁力部、设置于拼焊焊缝的传感器,传感器检测拼焊焊缝大小并将焊缝大小信号传递至控制器,由控制器驱动电机或磁力部动作。本发明激光焊接头在拼焊焊缝间进行拼焊,拼焊过程中焊缝变大,传感器检测到后将信号传递给控制器,控制器控制电机带动滚轮运动或者控制磁力部通磁以通过磁力促使碾压滚轮运动。进而用中央的碾压滚轮将比较厚的待拼焊工件边缘通过碾压使边缘延展,减少拼焊焊缝,提高焊
一种防焊缝开裂的焊接方法.pdf
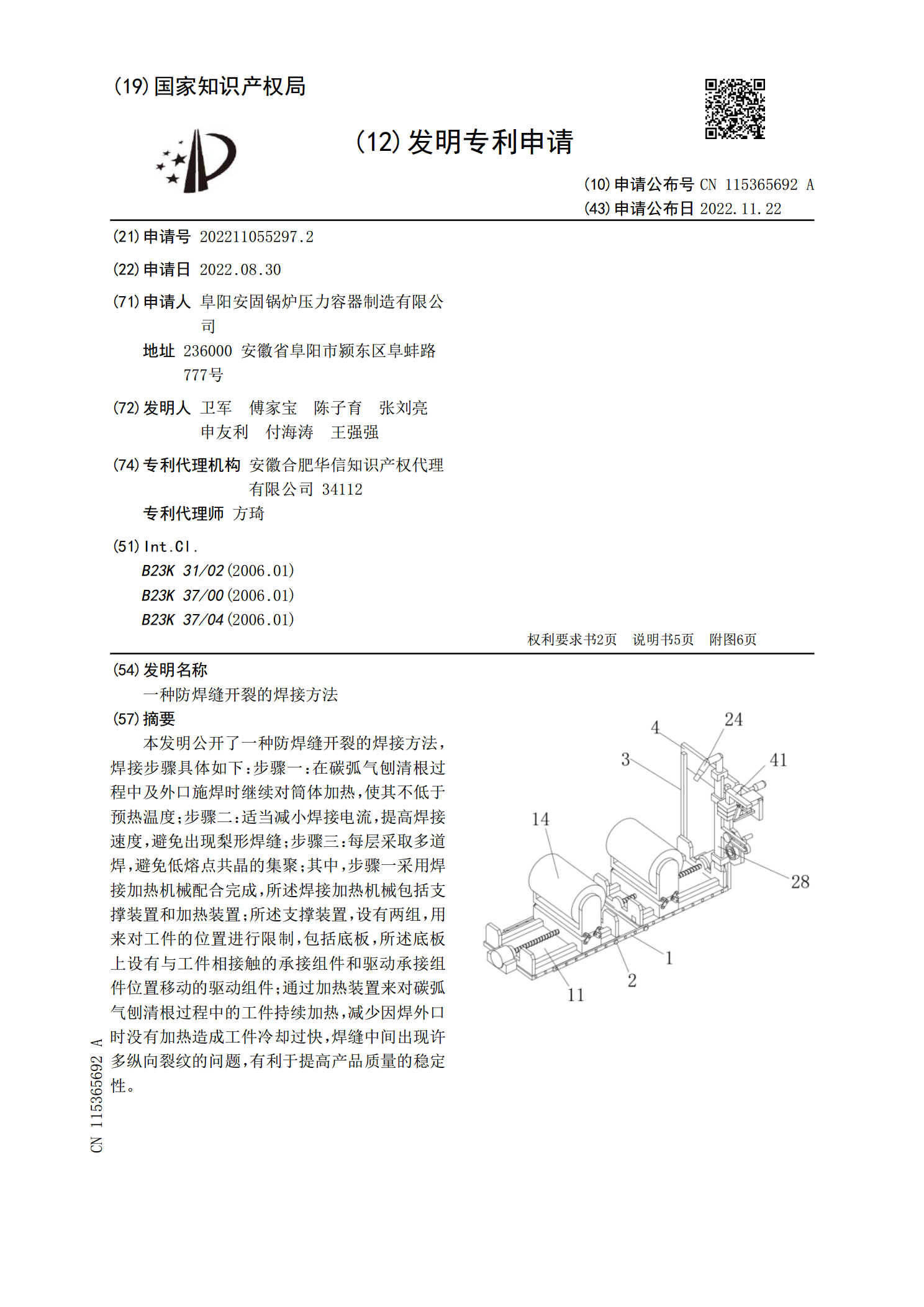
本发明公开了一种防焊缝开裂的焊接方法,焊接步骤具体如下:步骤一:在碳弧气刨清根过程中及外口施焊时继续对筒体加热,使其不低于预热温度;步骤二:适当减小焊接电流,提高焊接速度,避免出现梨形焊缝;步骤三:每层采取多道焊,避免低熔点共晶的集聚;其中,步骤一采用焊接加热机械配合完成,所述焊接加热机械包括支撑装置和加热装置;所述支撑装置,设有两组,用来对工件的位置进行限制,包括底板,所述底板上设有与工件相接触的承接组件和驱动承接组件位置移动的驱动组件;通过加热装置来对碳弧气刨清根过程中的工件持续加热,减少因焊外口时没