
一种电磁阀减震垫全自动装配装置及全自动装配方法.pdf

一条****丹淑


1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电磁阀减震垫全自动装配装置及全自动装配方法.pdf
本发明公开一种电磁阀减震垫全自动装配装置,其特征在于,包括:设备中心轴,设备台和设备转盘,所述设备转盘与所述设备中心轴连接、并在所述设备中心轴带动下转动,所述设备台围绕在所述设备转盘周围;在所述设备台上设有若干固定工位,所述固定工位包括:动铁芯来料工位、减震垫来料装配工位、减震垫打入深度检测工位、合格品出料工位、不合格品出料工位和动铁芯残留检测工位,在所述设备转盘上设有与各所述固定工位对应的变动工位,各所述变动工位上都有用于固定动铁芯的夹具和用于动铁芯出料的气缸。本发明还公开一种电磁阀减震垫全自动装配方法

一种全自动螺丝装配装置.pdf
本发明公开了一种全自动螺丝装配装置,包括传送装置、支撑架、液压推动装置和螺丝装配装置,所述传送装置上侧设有所述支撑架,所述支撑架内侧连接所述液压推动装置,所述液压推动装置下侧连接所述螺丝装配装置,所述螺丝装配装置由存料管、输料管、分装机构和多端口螺丝装配器组成,所述存料管通过所述输料管连接所述分装机构,所述分装机构连接底部所述多端口螺丝装配器,通过螺丝丝装配装置内部的存料管可以达到存料的目的,然后通过输料管输送到分装机构,分装机构内部的分支管将螺丝分别传送到多端口螺丝装配器上,电机带动底部的旋转盘转动,最

一种装配用全自动夹持装置.pdf
本发明公开一种装配用全自动夹持装置,包括机械臂、缸套夹持气缸、轴承套夹持气缸及推进气缸,所述推进气缸安装在机械臂末端,所述推进气缸一侧安装有缸套夹持气缸,所述机械臂末端与推进气缸垂直的安装有轴承套夹持气缸,所述缸套夹持气缸上安装有缸套夹具及第一工件感应装置,所述轴承套安装气缸上安装有轴承套夹具及第二工件感应装置。整个操作过程为全自动化操作,节省人力,杜绝了安全隐患,生产效率高。更换装配部件时只需要更换夹具,通用性强。

全自动装配继电器装置.pdf
本发明公开了一种全自动装配继电器装置,包括机箱6,机箱6上设有用于容置基座10的进料筒11,机箱6在进料筒11下方设有供基座10滑动的导料筒12;导料筒12上设有用于容置壳体13的方筒14,导料筒12上朝向进料筒11一侧设有用于基座10定位的延伸板15,延伸板15位于进料筒11下方,机箱6在导料筒12和方筒14下方设有挡板16,延伸板15通过第一导向组件滑动连接有用于推动进料筒11内基座10逐一滑动至导料筒12的落料板17;机箱6上转动连接有第一齿轮8,机箱6上设有用于驱动第一齿轮8转动的动力装置。提供一
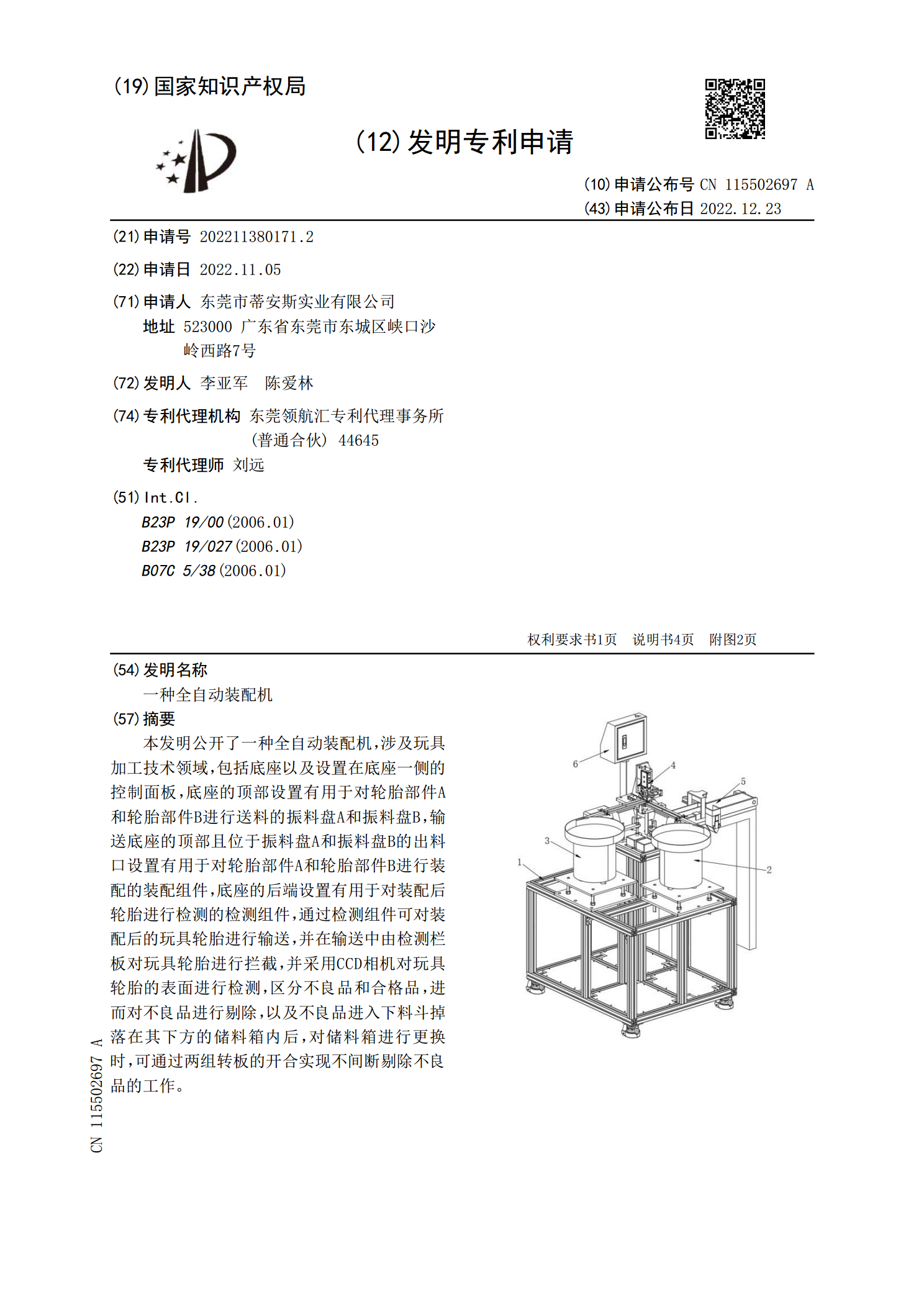
一种全自动装配机.pdf
本发明公开了一种全自动装配机,涉及玩具加工技术领域,包括底座以及设置在底座一侧的控制面板,底座的顶部设置有用于对轮胎部件A和轮胎部件B进行送料的振料盘A和振料盘B,输送底座的顶部且位于振料盘A和振料盘B的出料口设置有用于对轮胎部件A和轮胎部件B进行装配的装配组件,底座的后端设置有用于对装配后轮胎进行检测的检测组件,通过检测组件可对装配后的玩具轮胎进行输送,并在输送中由检测栏板对玩具轮胎进行拦截,并采用CCD相机对玩具轮胎的表面进行检测,区分不良品和合格品,进而对不良品进行剔除,以及不良品进入下料斗掉落在其