
一种自动化激光焊接装置及方法.pdf

一条****发啊


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动化激光焊接装置及方法.pdf
一种自动化激光焊接装置,包括蝶形工艺螺杆一、夹紧机构、蝶形工艺螺杆二、激光焊头、背面气体保护型腔、蝶形工艺螺杆三、可压缩密封垫、焊接台面、卡槽、工艺销子、延迟保护气体喷头、侧吹保护气体喷头、进气管、激光焊接机头,卡槽位于焊接台面两侧并与焊接台面固定为一个整体,夹紧机构与卡槽均留有与工艺销子装配定位的孔并通过工艺销子便可将夹紧机构与卡槽连接于焊接台面侧面上,蝶形工艺螺杆一与蝶形工艺螺杆二安装在夹紧机构上并通过与夹紧机构上的螺纹孔拧紧实现紧固待焊零件一和待焊零件二。该自动化激光焊接装置能够有效避免零件在批量化
一种激光焊接装置及焊接方法.pdf
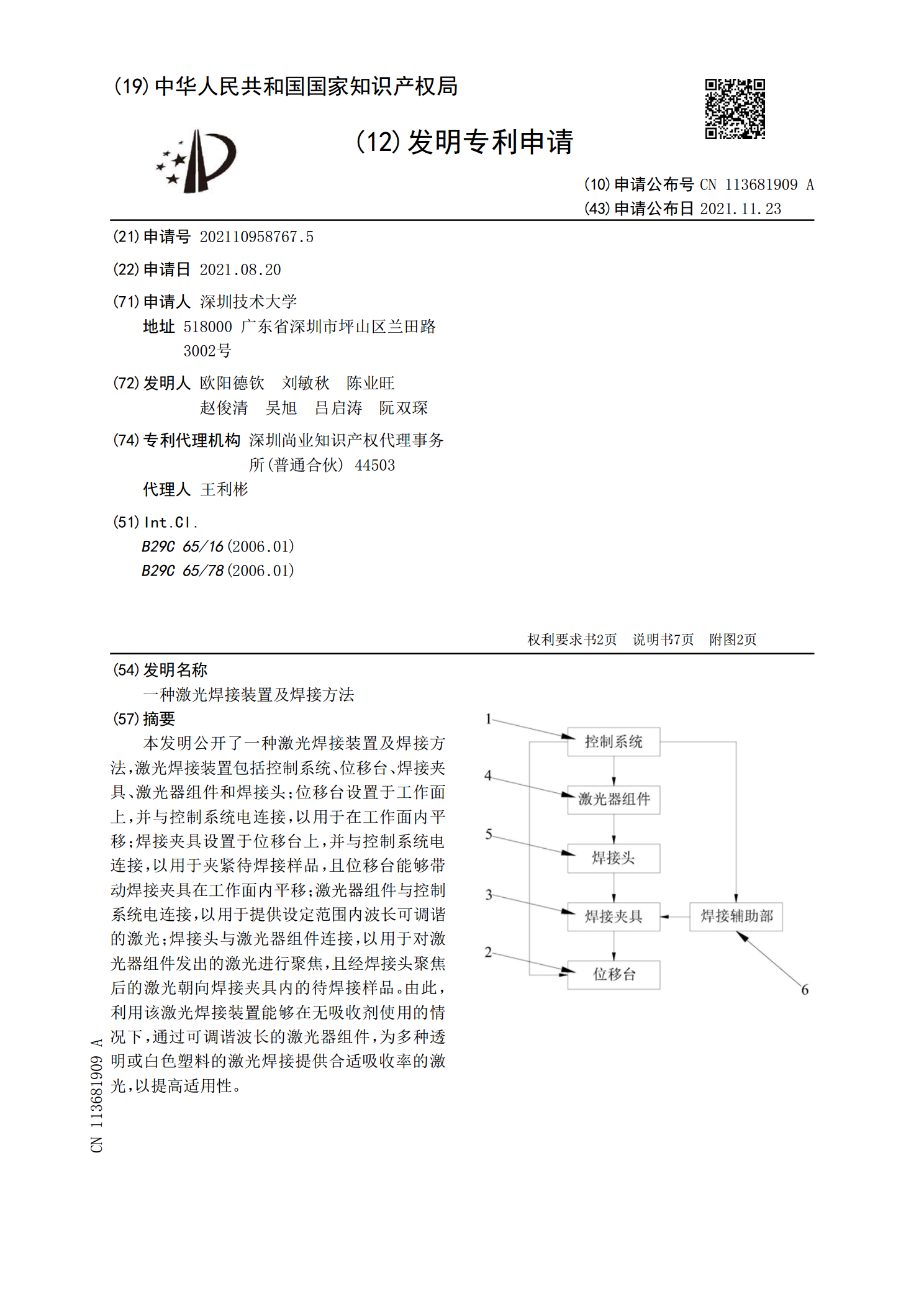
本发明公开了一种激光焊接装置及焊接方法,激光焊接装置包括控制系统、位移台、焊接夹具、激光器组件和焊接头;位移台设置于工作面上,并与控制系统电连接,以用于在工作面内平移;焊接夹具设置于位移台上,并与控制系统电连接,以用于夹紧待焊接样品,且位移台能够带动焊接夹具在工作面内平移;激光器组件与控制系统电连接,以用于提供设定范围内波长可调谐的激光;焊接头与激光器组件连接,以用于对激光器组件发出的激光进行聚焦,且经焊接头聚焦后的激光朝向焊接夹具内的待焊接样品。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可
具有CCD检测的自动化激光焊接装置及焊接方法.pdf
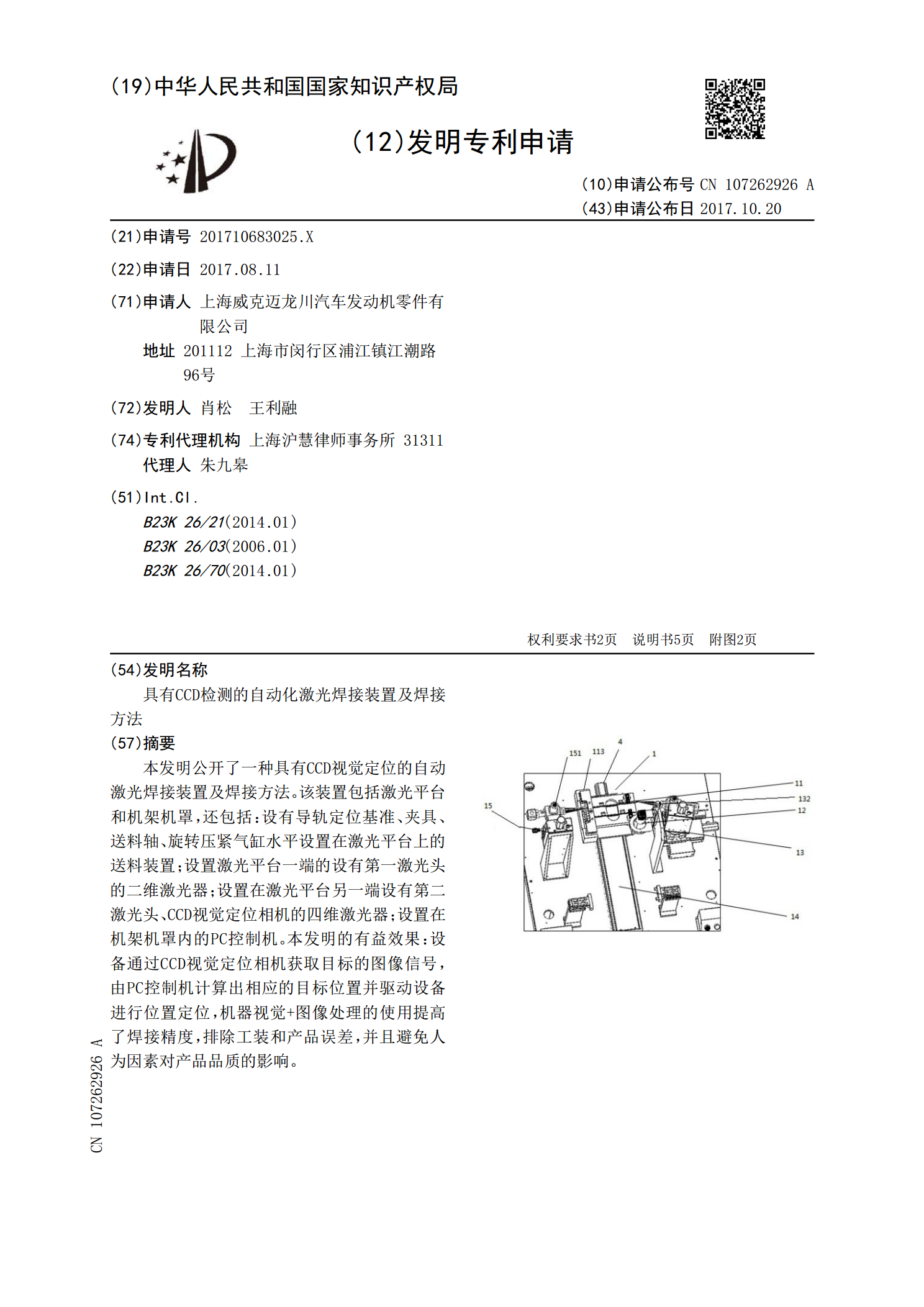
本发明公开了一种具有CCD视觉定位的自动激光焊接装置及焊接方法。该装置包括激光平台和机架机罩,还包括:设有导轨定位基准、夹具、送料轴、旋转压紧气缸水平设置在激光平台上的送料装置;设置激光平台一端的设有第一激光头的二维激光器;设置在激光平台另一端设有第二激光头、CCD视觉定位相机的四维激光器;设置在机架机罩内的PC控制机。本发明的有益效果:设备通过CCD视觉定位相机获取目标的图像信号,由PC控制机计算出相应的目标位置并驱动设备进行位置定位,机器视觉+图像处理的使用提高了焊接精度,排除工装和产品误差,并且避免

一种激光焊接方法及装置.pdf
本发明公开了一种激光焊接方法及装置,方法包括:控制器获取待焊工件上多个待焊焊道的位置信息和焊接方向信息;所述控制器获取用于分别关联所述多个待焊焊道的关联焊接参数,所述多个关联焊接参数至少包括激光功率参数和填丝参数中的一种或多种;所述控制器将所述关联焊接参数分别与其所对应的所述待焊焊道进行关联,使每个所述待焊焊道均关联有对应的关联焊接参数;所述控制器根据多个所述待焊焊道的位置信息、焊接方向信息和关联焊接参数控制激光焊接手依次对多个所述待焊焊道进行激光焊接。本发明实施例的激光焊接方法及装置能够适应复杂的待焊接

激光焊接装置及焊接方法.pdf
一种激光焊接装置,由于焊接头的聚集镜片为长焦镜片,故在焊接时,焊接头可置于离焊接熔池较远的位置,从而可减小熔池热辐射对于焊接头中光学器件的影响,避免聚集镜片产生焦点漂移。此外,侧吹保护结构的第一吹气口在焊接时向焊接熔池喷射保护气体,可将熔池上方的等离子体吹散,从而可减少等离子体火焰的高度,减小了等离子体对激光束的屏蔽作用,进而避免产生驼峰。综上所述,上述激光焊接装置可有效提高厚板焊接过程中的焊接稳定性。此外,本发明还提供一种焊接方法。