
离合器板保持用筒状部件及其冲压成型方法.pdf

俊英****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

离合器板保持用筒状部件及其冲压成型方法.pdf
目的在于能延长离合器油的滞留时间,能实现离合器板的高效冷却。在外周通过一块钢板冲压成型供离合器板卡合的离合器毂(42),在内周面上,以在圆周方向上隔开间隔的方式形成有多个分别沿轴向延伸的离合器板的冷却用的油槽(74‑4)。在各油槽(74‑4)的端部形成有朝半径内侧延伸设置的作为冲压成型部的阻挡件(76)。阻挡件(76)的冲压成型是通过冲头(82)冲压离合器毂(42)的前面侧,同时将内冲压件(84)配置于背面侧而进行的。阻挡件(76)均由成型模具所形成的成型面即直立的前表面(76‑1)和背面(76‑2)构成

电磁离合器、环保持部件及其制造方法.pdf
本发明提供一种电磁离合器、环保持部件及其制造方法。容易实现电磁离合器的旋转轴芯方向的紧凑化的电磁离合器具备:驱动齿轮,其通过电动机旋转驱动;转子,其设置成能够绕与驱动齿轮相同的旋转轴芯旋转,且在沿旋转轴芯的一端侧具备电磁线圈;电枢,其以能够与驱动齿轮一体旋转的方式设置在驱动齿轮和转子之间,当对电磁线圈通电时该电枢被吸附于转子;离合器壳体,其在内部具备驱动齿轮、转子和电枢;半径不同的一对集电环,其以与旋转轴芯同轴芯状设置在位于转子的与电枢相反侧的位置的离合器壳体侧的部位以及离合器壳体的转子侧的部位中的任一方

板状成型部件以及制造板状成型部件的方法.pdf
本发明涉及板状成型部件,通过由可硬化的一体式的且材料单一的钢合金热成型和压制硬化来制造,其中所述板状成型部件1具有大于1200MPa、尤其大于1350MPa的拉伸强度并且在0.5至1.5mm的壁厚度下具有大于60°的弯曲角度或在1.5至2.5mm的壁厚度下具有大于45°的弯曲角度,其特征在于,在所述板状成型部件中形成有多个彼此重叠的马氏体层,其中分别在所述板状成型部件处位于外部的马氏体层具有比位于其下方的马氏体层更高的韧性。
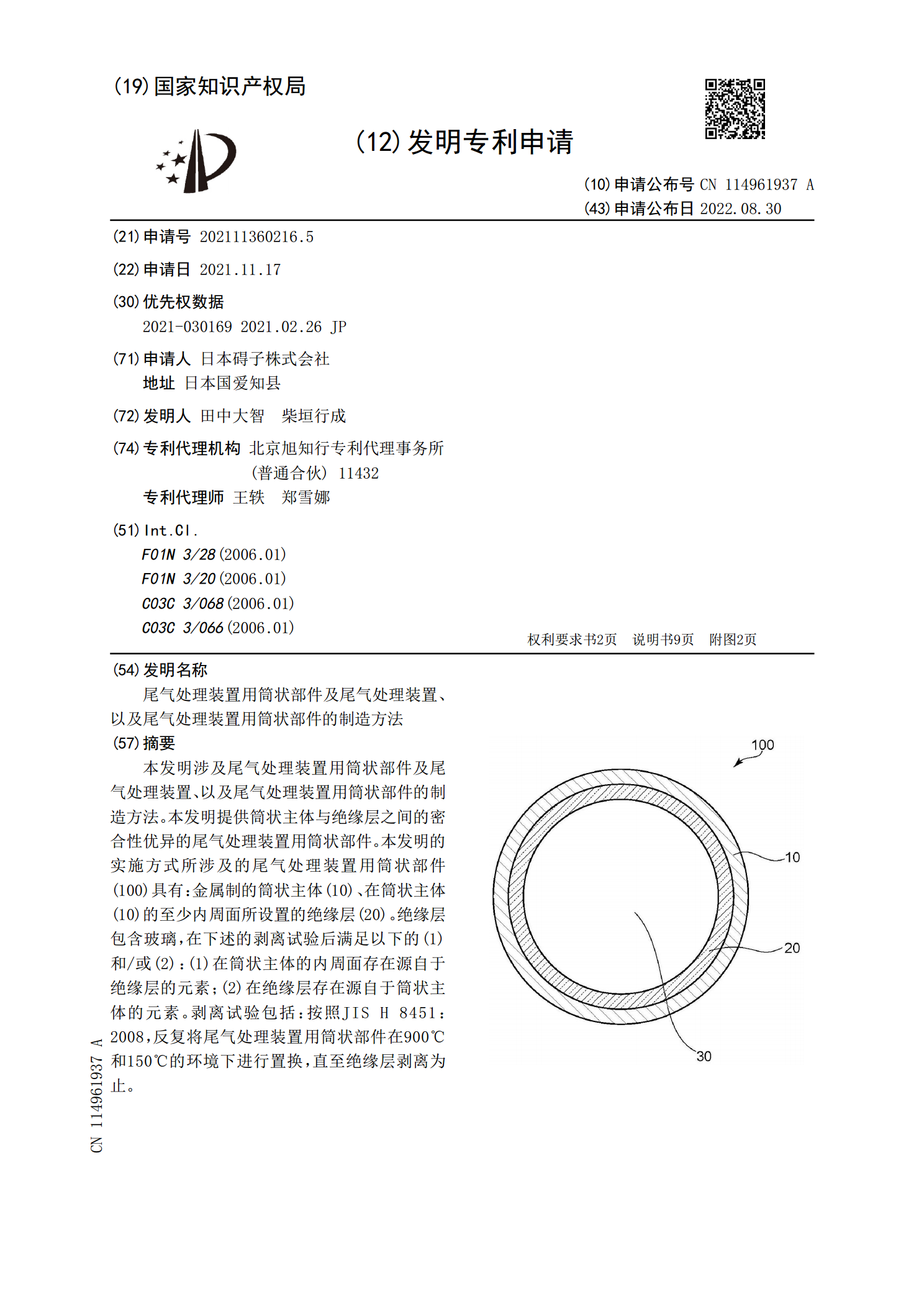
尾气处理装置用筒状部件及尾气处理装置、以及尾气处理装置用筒状部件的制造方法.pdf
本发明涉及尾气处理装置用筒状部件及尾气处理装置、以及尾气处理装置用筒状部件的制造方法。本发明提供筒状主体与绝缘层之间的密合性优异的尾气处理装置用筒状部件。本发明的实施方式所涉及的尾气处理装置用筒状部件(100)具有:金属制的筒状主体(10)、在筒状主体(10)的至少内周面所设置的绝缘层(20)。绝缘层包含玻璃,在下述的剥离试验后满足以下的(1)和/或(2):(1)在筒状主体的内周面存在源自于绝缘层的元素;(2)在绝缘层存在源自于筒状主体的元素。剥离试验包括:按照JISH8451:2008,反复将尾气处理装

冲压模用定位板及其位置调整方法.pdf
本发明公开了冲压模用定位板及其位置调整方法,该冲压模用定位板,包括设在冲压模座上的安装板,还包括设在冲压模座上和所述安装板相连接的支撑架;该冲压模用定位板位置调整方法,冲压模用定位板上的安装板和支撑架的特定连接方式来实现;本发明定位板位置调整失效率低,操作容易;且不需要再另外在模座在加工销钉孔,不影响冲压模外观。