
冲压模用定位板及其位置调整方法.pdf

是你****噩呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冲压模用定位板及其位置调整方法.pdf
本发明公开了冲压模用定位板及其位置调整方法,该冲压模用定位板,包括设在冲压模座上的安装板,还包括设在冲压模座上和所述安装板相连接的支撑架;该冲压模用定位板位置调整方法,冲压模用定位板上的安装板和支撑架的特定连接方式来实现;本发明定位板位置调整失效率低,操作容易;且不需要再另外在模座在加工销钉孔,不影响冲压模外观。
一种冲压模用定位板及其位置调整方法.pdf
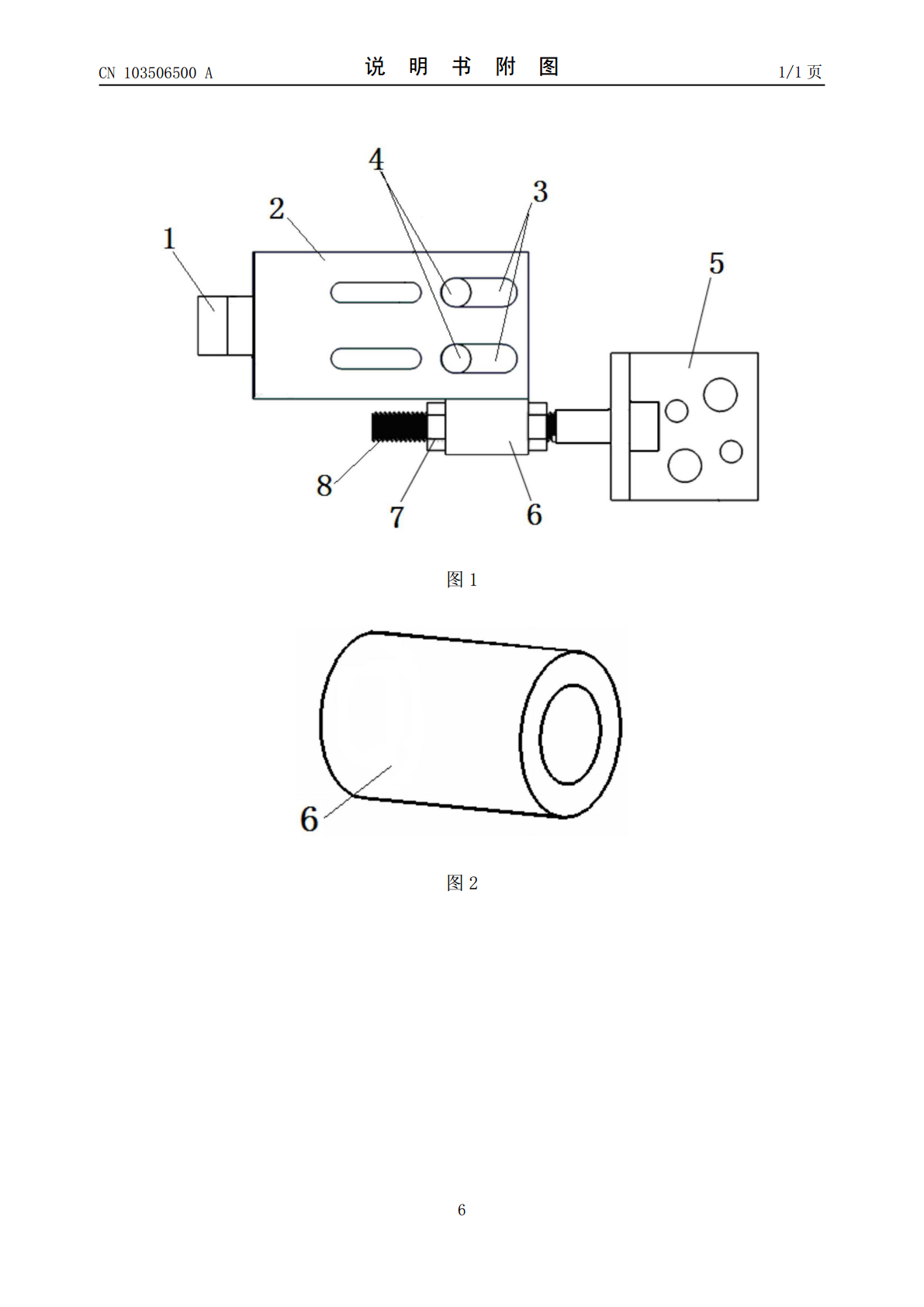
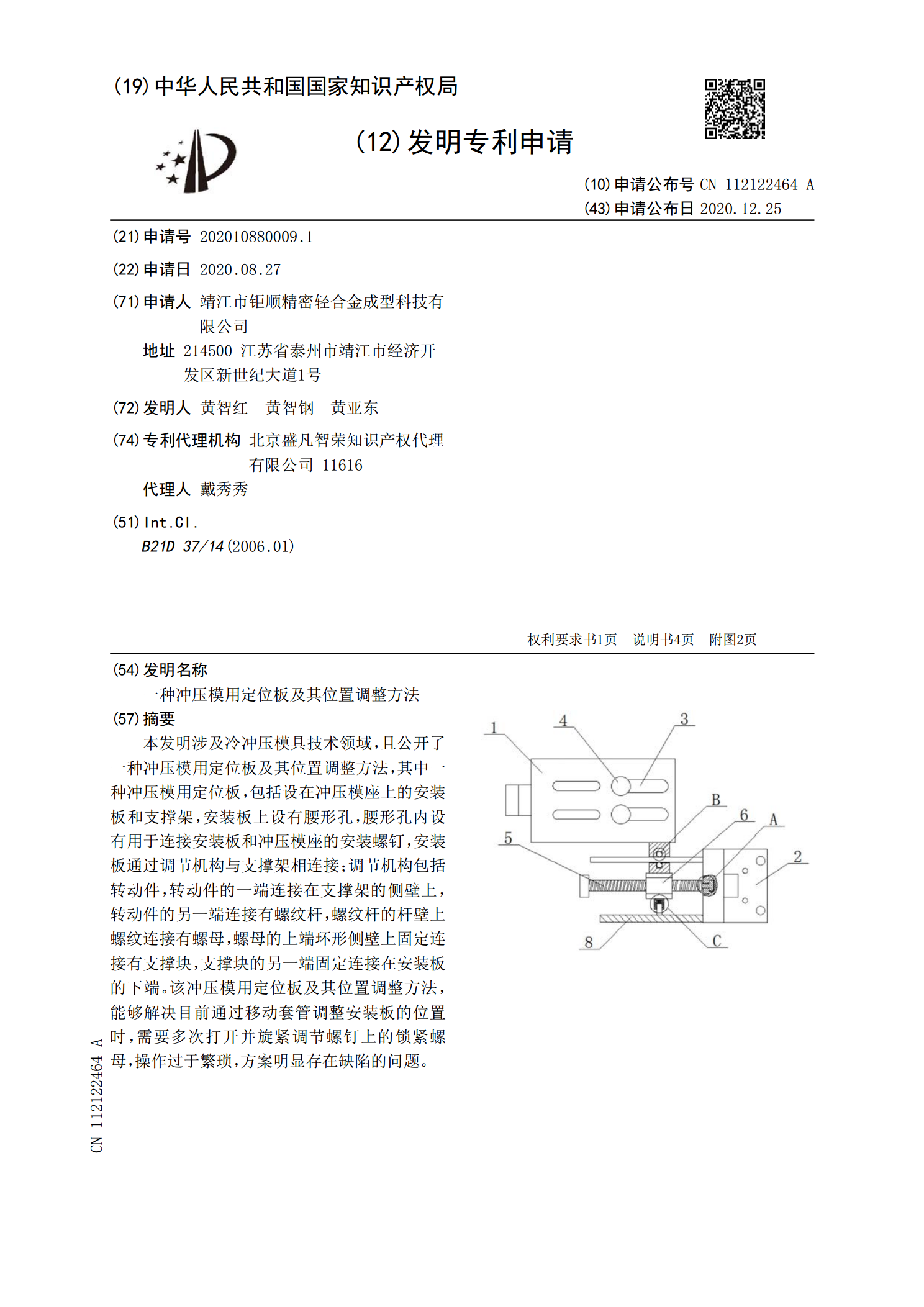
本发明涉及冷冲压模具技术领域,且公开了一种冲压模用定位板及其位置调整方法,其中一种冲压模用定位板,包括设在冲压模座上的安装板和支撑架,安装板上设有腰形孔,腰形孔内设有用于连接安装板和冲压模座的安装螺钉,安装板通过调节机构与支撑架相连接;调节机构包括转动件,转动件的一端连接在支撑架的侧壁上,转动件的另一端连接有螺纹杆,螺纹杆的杆壁上螺纹连接有螺母,螺母的上端环形侧壁上固定连接有支撑块,支撑块的另一端固定连接在安装板的下端。该冲压模用定位板及其位置调整方法,能够解决目前通过移动套管调整安装板的位置时,需要多次
冲压模具的定位机构及其方法.pdf
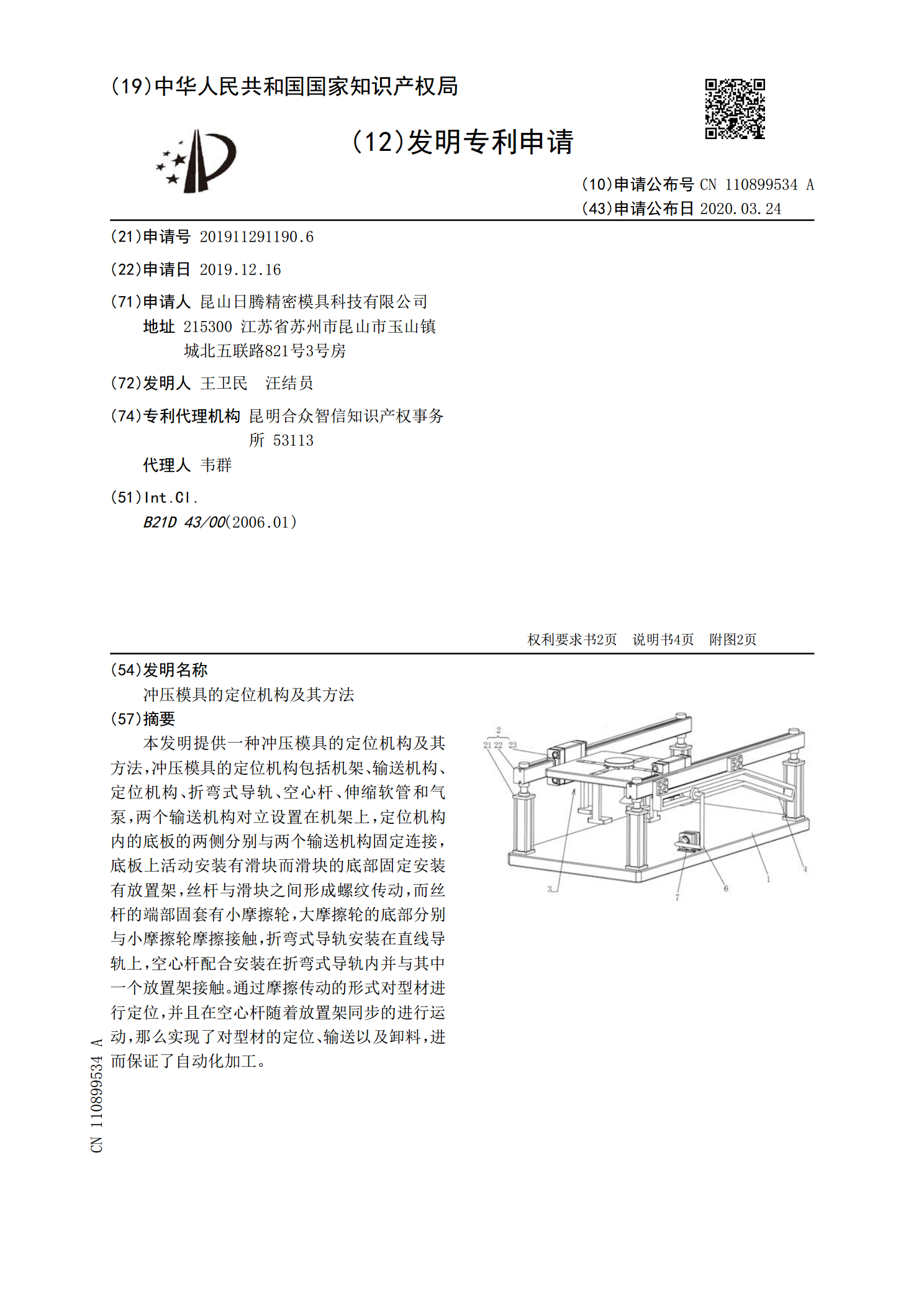
本发明提供一种冲压模具的定位机构及其方法,冲压模具的定位机构包括机架、输送机构、定位机构、折弯式导轨、空心杆、伸缩软管和气泵,两个输送机构对立设置在机架上,定位机构内的底板的两侧分别与两个输送机构固定连接,底板上活动安装有滑块而滑块的底部固定安装有放置架,丝杆与滑块之间形成螺纹传动,而丝杆的端部固套有小摩擦轮,大摩擦轮的底部分别与小摩擦轮摩擦接触,折弯式导轨安装在直线导轨上,空心杆配合安装在折弯式导轨内并与其中一个放置架接触。通过摩擦传动的形式对型材进行定位,并且在空心杆随着放置架同步的进行运动,那么实现

离合器板保持用筒状部件及其冲压成型方法.pdf
目的在于能延长离合器油的滞留时间,能实现离合器板的高效冷却。在外周通过一块钢板冲压成型供离合器板卡合的离合器毂(42),在内周面上,以在圆周方向上隔开间隔的方式形成有多个分别沿轴向延伸的离合器板的冷却用的油槽(74‑4)。在各油槽(74‑4)的端部形成有朝半径内侧延伸设置的作为冲压成型部的阻挡件(76)。阻挡件(76)的冲压成型是通过冲头(82)冲压离合器毂(42)的前面侧,同时将内冲压件(84)配置于背面侧而进行的。阻挡件(76)均由成型模具所形成的成型面即直立的前表面(76‑1)和背面(76‑2)构成

调整产品横向位置的冲压设备.pdf
本发明公开了一种调整产品横向位置的冲压设备,包括:上模座,至于上模座上的冲压组件,容纳产品的下模座,设于下模座上并容纳上述产品的容纳槽,填充于产品与容纳槽之间的填充物,至于下模座下的横向移动组件,横向移动组件包括:至于下模座下的滚轮,卡接于滚轮的内轮的齿轮,带动卡接轮转动的驱动件。本发明提供一种稳定固定产品的冲压模具,将产品固定在沙子里,不仅可以稳定固定,而且可以缓冲冲头对产品的冲压力,避免产品在接受冲击时发生移位,确保产品冲压的质量;横向移动组件方便更换产品横向位置,方便一次性完成一排安装孔,提高冲压效