
交替超声场辅助窄间隙焊接方法.pdf

傲丝****账号

1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
交替超声场辅助窄间隙焊接方法.pdf
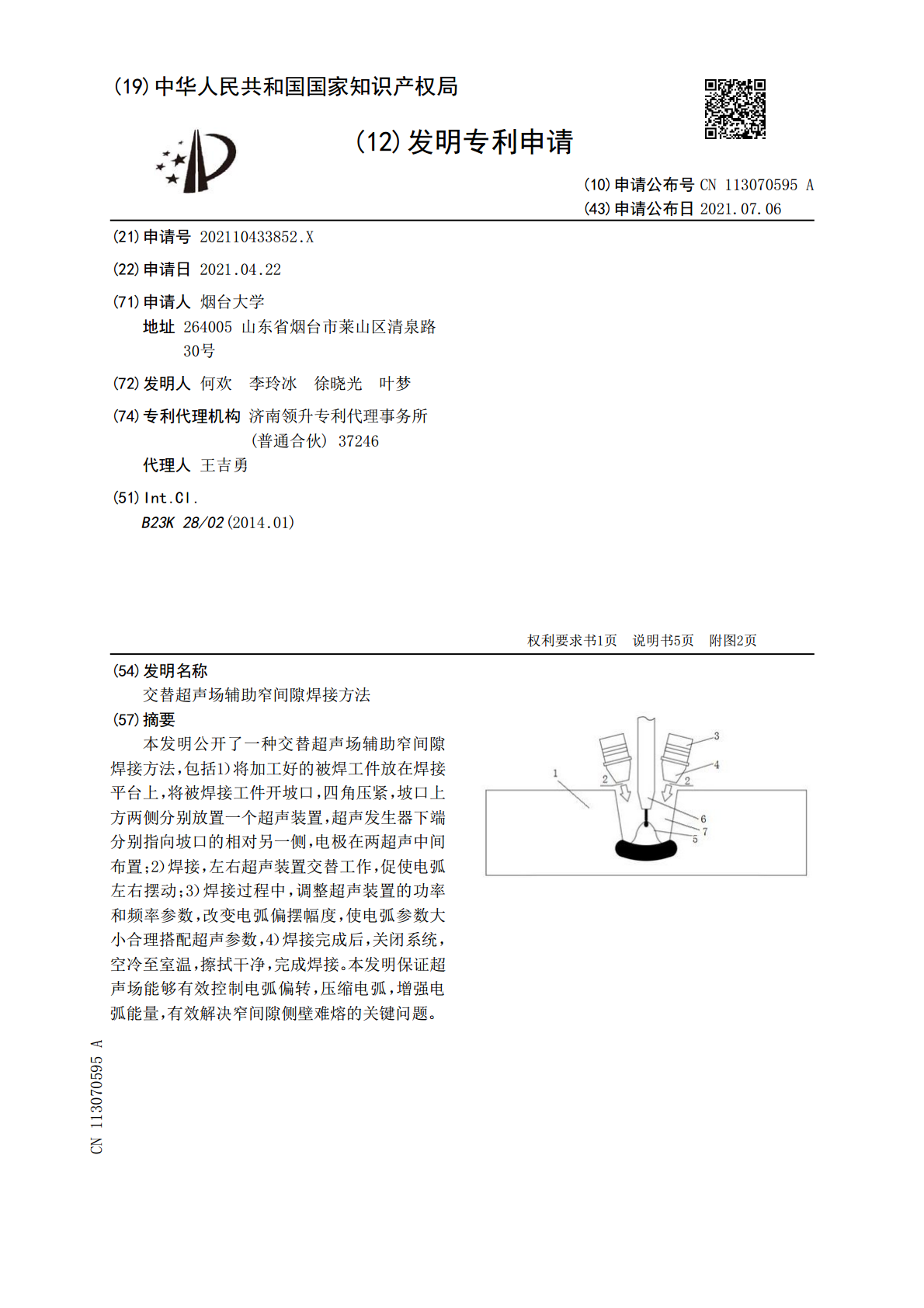
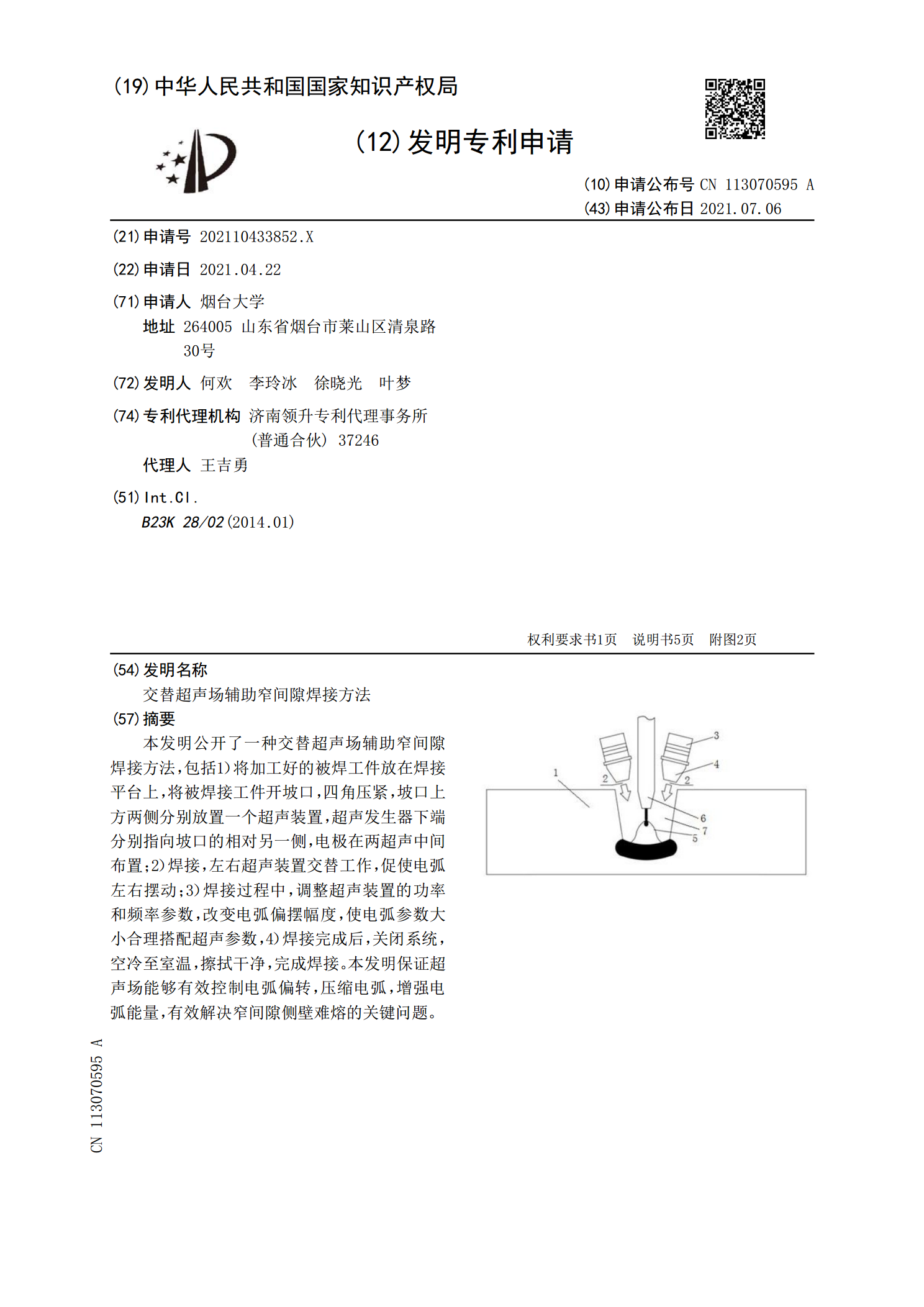
本发明公开了一种交替超声场辅助窄间隙焊接方法,包括1)将加工好的被焊工件放在焊接平台上,将被焊接工件开坡口,四角压紧,坡口上方两侧分别放置一个超声装置,超声发生器下端分别指向坡口的相对另一侧,电极在两超声中间布置;2)焊接,左右超声装置交替工作,促使电弧左右摆动;3)焊接过程中,调整超声装置的功率和频率参数,改变电弧偏摆幅度,使电弧参数大小合理搭配超声参数,4)焊接完成后,关闭系统,空冷至室温,擦拭干净,完成焊接。本发明保证超声场能够有效控制电弧偏转,压缩电弧,增强电弧能量,有效解决窄间隙侧壁难熔的关键问

基于深度学习的超窄间隙焊接质量评估方法.docx
基于深度学习的超窄间隙焊接质量评估方法基于深度学习的超窄间隙焊接质量评估方法摘要:焊接质量评估是保证焊接过程质量的重要环节。在超窄间隙焊接中,由于焊缝狭窄,很难直接观察到焊接过程中的质量缺陷。因此,本文提出一种基于深度学习的超窄间隙焊接质量评估方法。该方法基于卷积神经网络(CNN)和长短时记忆网络(LSTM),通过对焊接过程图像进行特征提取和时序建模,实现对焊接质量的自动评估。实验结果表明,该方法具有较高的准确性和鲁棒性,可以有效地评估超窄间隙焊接质量。1引言焊接是一种重要的金属连接工艺,在工业制造中得到

窄间隙焊接 全位置焊接方法.docx
窄间隙焊接全位置焊接方法标题:窄间隙焊接-全位置焊接方法引言:窄间隙焊接是一种常用于高质量焊接的技术,它在航空、航天、能源、交通和制造业等领域中被广泛应用。此类焊接过程常常遇到的一个挑战是在狭窄的空间中进行全位置焊接。全位置焊接方法是一种要求在焊缝的所有位置实现焊接的方法。本文将探讨窄间隙焊接的全位置焊接方法,包括其概述、技术要点、应用、优势和挑战等方面,并提供一些未来发展方向的展望。第一部分:概述1.1焊接背景1.2全位置焊接的定义和意义第二部分:技术要点2.1空间设计和准备工作2.2材料选择和预热2.

9%Ni钢窄间隙焊接工艺的优化及超窄间隙焊接技术的探究的任务书.docx
9%Ni钢窄间隙焊接工艺的优化及超窄间隙焊接技术的探究的任务书一、任务背景9%Ni钢属于低温耐压钢,具有极高的韧性和耐冲击性,在核工业、液化气体储存等行业中应用广泛。9%Ni钢的窄间隙焊接技术一直以来被视为难以掌握的技术,因为焊接质量对焊工的技能要求非常高。目前,针对该技术的研究不断深入,并逐渐形成一套完整的窄间隙焊接流程。但是,仍然需要提高焊接效率以提高生产效率和降低生产成本。同时,9%Ni钢超窄间隙焊接的研究也处于起步阶段,需要进一步深入探究。二、任务目的本任务主要目的有:1.优化9%Ni钢窄间隙焊接

一种基于啃削辅助的厚板窄间隙焊接方法.pdf
本发明公开了一种基于啃削辅助的厚板窄间隙焊接方法,其包括如下步骤:步骤一,将两个待焊母材对接装夹于加热台上,两个待焊母材的待焊面之间留有装配间隙,该装配间隙内预置有半固态特性的钎料;步骤二,调整搅拌针的端部中心置于装配间隙中心线处,所述搅拌针为锥度台阶状、锥度螺纹状或锥度台阶螺纹状,所述搅拌针端部的直径大于装配间隙的宽度,调节焊接温度使钎料处于半固态状态,半固态钎料的固相分数为10~60%,设定焊接工艺参数,搅拌针下压到目标深度,然后沿焊接方向移动,在搅拌焊料的同时对待焊母材进行啃削,直至完成焊接。其能够