
一种立磨衬板及其制备方法.pdf

一条****发啊


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种立磨衬板及其制备方法.pdf
本发明公开了一种立磨衬板包括玻璃陶瓷外套和钢板内芯,其中所述外套的玻璃陶瓷的厚度为4‑6mm,其制备方法包括如下步骤:制作砂壳型腔;将钢板内芯放置于砂壳模型的砂壳型腔内,砂壳模型的一端用耐火材料封闭,另一端敞口,得到浇注模型;将熔融的玻璃液从敞口的浇注口浇注于砂壳型腔和钢板内芯之间,成型,形成成型的立磨衬板;整形。本发明提供的立磨衬板,玻璃陶瓷包裹在钢板的四周,提升了立磨衬板两面的耐磨性能,同时保留了钢板的韧性;产品具有很高的强度、韧性、耐磨性和抗冲击力,延长了立磨衬板的使用寿命,减少了更换衬板的频率,从
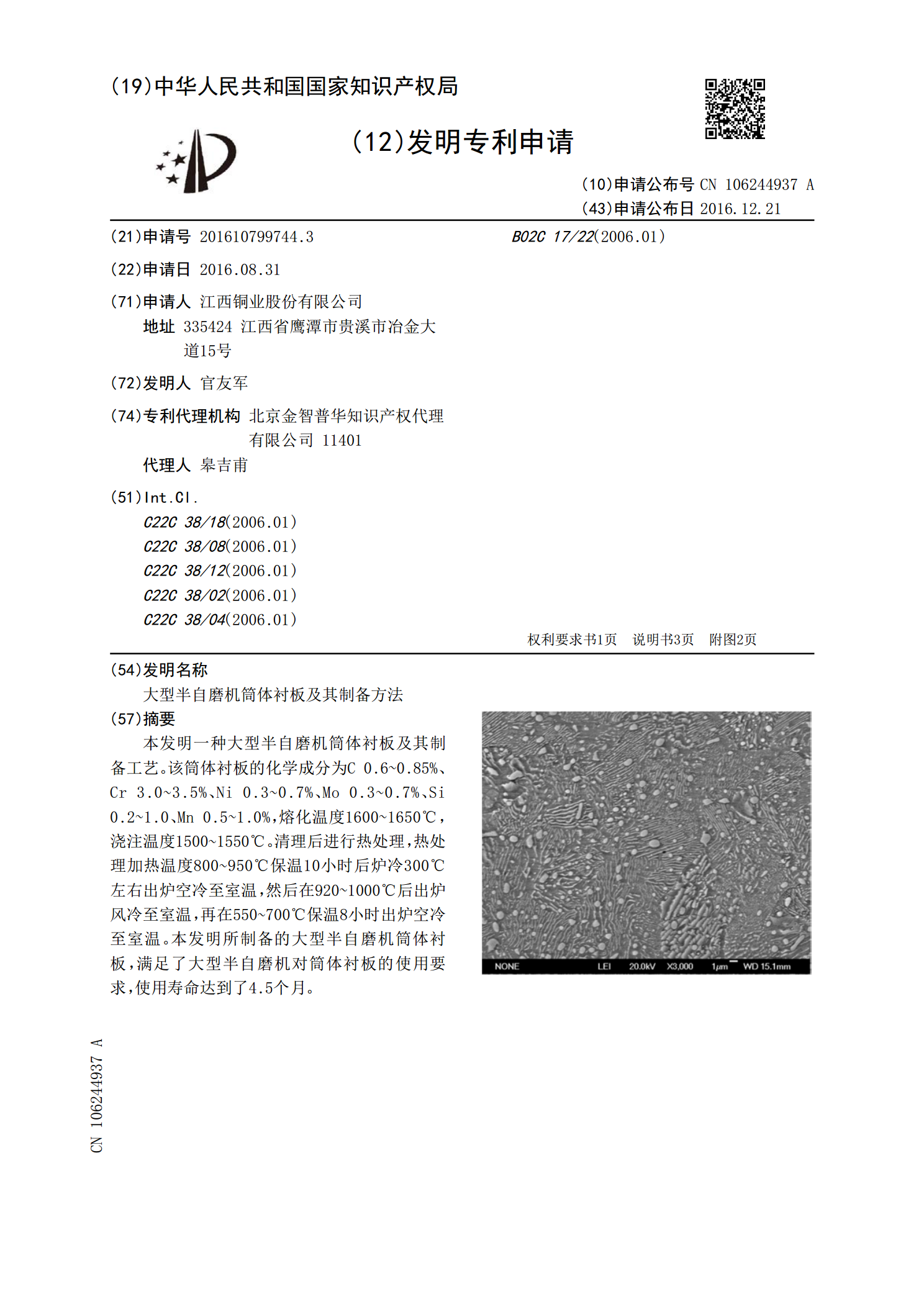
大型半自磨机筒体衬板及其制备方法.pdf
本发明一种大型半自磨机筒体衬板及其制备工艺。该筒体衬板的化学成分为C0.6~0.85%、Cr3.0~3.5%、Ni0.3~0.7%、Mo0.3~0.7%、Si0.2~1.0、Mn0.5~1.0%,熔化温度1600~1650℃,浇注温度1500~1550℃。清理后进行热处理,热处理加热温度800~950℃保温10小时后炉冷300℃左右出炉空冷至室温,然后在920~1000℃后出炉风冷至室温,再在550~700℃保温8小时出炉空冷至室温。本发明所制备的大型半自磨机筒体衬板,满足了大型半自磨机对筒体
一种磨煤机磨碗衬板的制备方法.pdf
本发明公开了一种磨煤机磨碗衬板的制备方法,属于耐磨衬板技术领域。本发明的步骤为:步骤一、铸造砂型的准备;步骤二、熔炼过程,采用熔炼炉进行熔融冶炼,使得熔融金属由如下组分及其质量百分比组成:C:2.4~2.5%、Si:0.3~0.5%、Mn:0.5~0.8%、Cr:4~6%、Mo:1.3~1.7%、Cu:0.8~1.2%、V:0.3~0.5%、Sn:0.04~0.05%、Te:0.02~0.03%、Ce:0.01~0.02%、Zr:0.03~0.04%、P:0.01~0.02%、S:0.001~0.002%
一种多元合金铸钢磨机衬板及其制备方法.pdf
本发明提供了一种多元合金铸钢磨机衬板的制备方法,按照质量分数将70~72%的含铬高锰钢废料、8.5~11%的金属锰、0.50~0.60%的增碳剂、8~10%的金属铝、0.90~1.10%的硅钙钡合金和8~10%的钨渣铁合金配料采用电炉熔炼而成。本发明还公开了采用上述方法制备的磨机衬板。本发明制备磨机衬板时加入较多低密度的铝元素,降低了球磨机的磨矿能耗;同时因铝、钨渣铁合金等的大量加入,大幅度提高了衬板的抗拉强度和屈服强度;本发明得到的衬板具有优异的加工硬化效果,衬板使用后硬度达到800HV以上,用于研磨铁
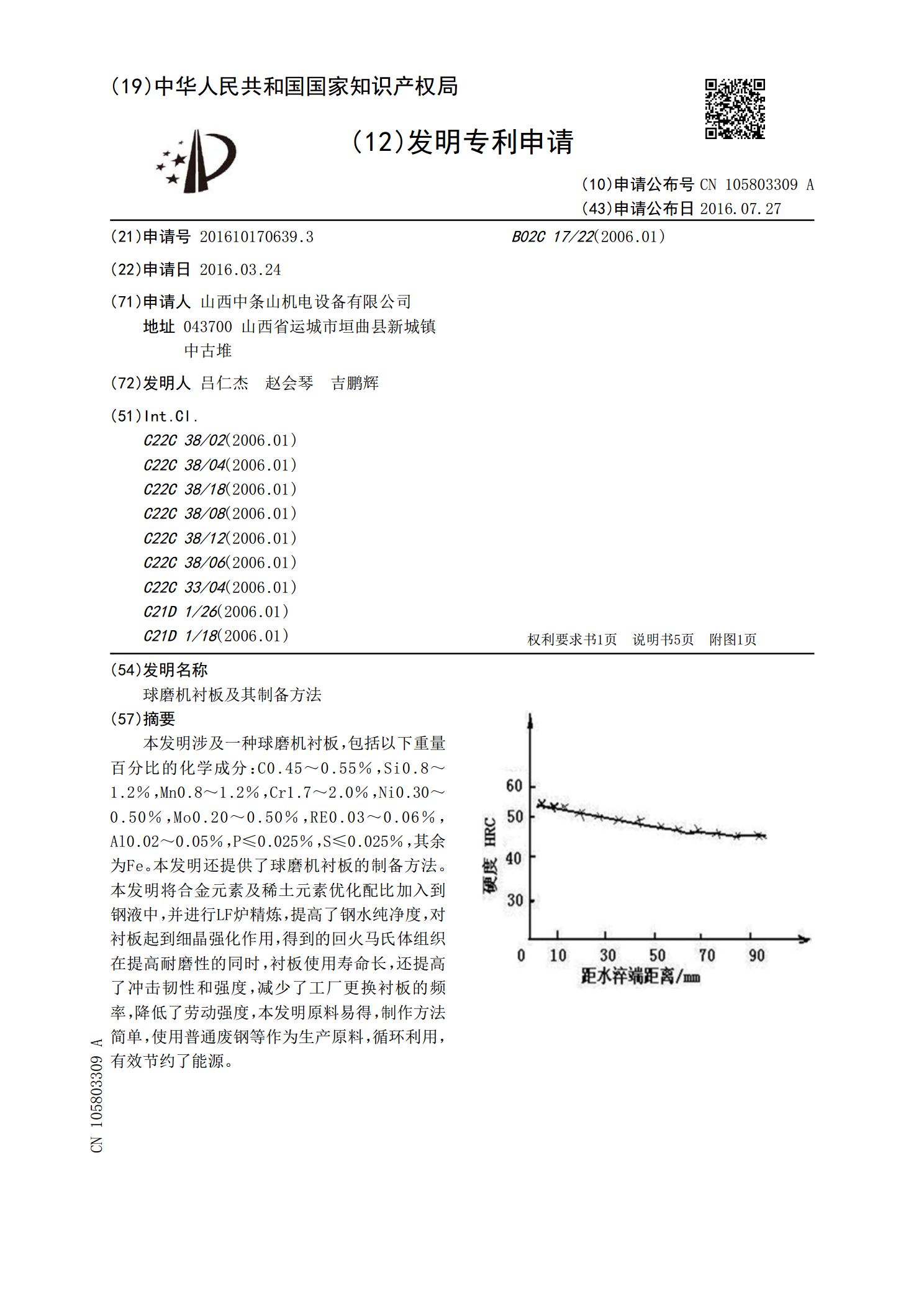
球磨机衬板及其制备方法.pdf
本发明涉及一种球磨机衬板,包括以下重量百分比的化学成分:C0.45~0.55%,Si0.8~1.2%,Mn0.8~1.2%,Cr1.7~2.0%,Ni0.30~0.50%,Mo0.20~0.50%,RE0.03~0.06%,Al0.02~0.05%,P≤0.025%,S≤0.025%,其余为Fe。本发明还提供了球磨机衬板的制备方法。本发明将合金元素及稀土元素优化配比加入到钢液中,并进行LF炉精炼,提高了钢水纯净度,对衬板起到细晶强化作用,得到的回火马氏体组织在提高耐磨性的同时,衬板使用寿命长,还提高了冲击