
芯模振动工艺制作钢承口A型管的方法.pdf

是你****枝呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

芯模振动工艺制作钢承口A型管的方法.pdf
本发明提供了本发明提供一种芯模振动工艺制作钢承口A型管的方法,制作带凸台半圆模具;通过定位圈将两个所述带凸台半圆模具组合形成成型圈,所述定位圈上设置有多个吊环;通过多个定位件将成型圈与定位圈固定形成第一模组;将第一模组直接置于第二模组的顶端作为成型所述A型管的插口;待成型后,将所述定位件取下,取走所述定位圈,脱掉所述第二模组,保留所述成型圈作为所述插口的保护罩。通过上述方法可以解决现有的A型管制作方法中制作的A型管的插口良品率较低的技术问题,提高经济效益。
球墨铸管承口残芯清理方法.pdf
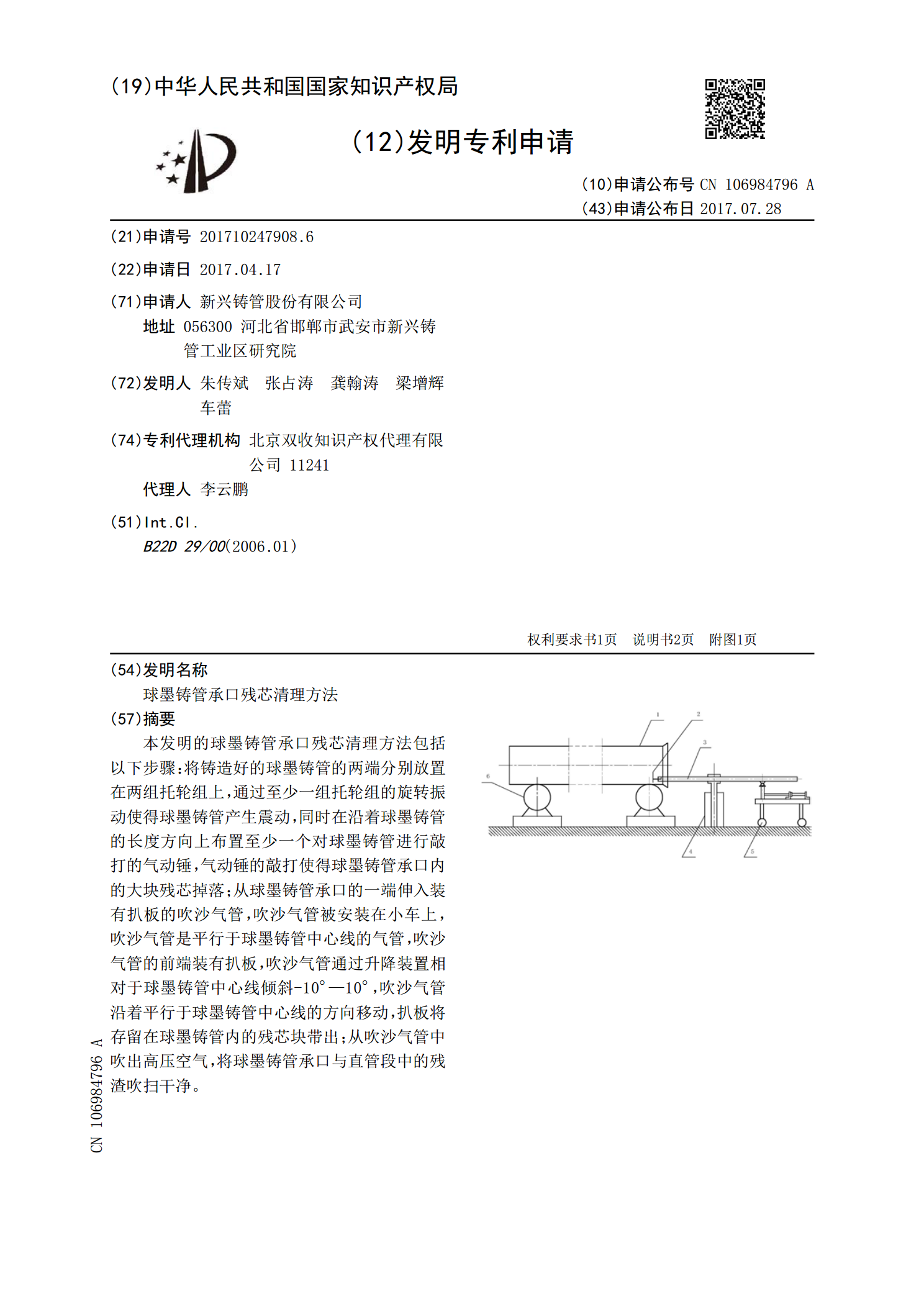
本发明的球墨铸管承口残芯清理方法包括以下步骤:将铸造好的球墨铸管的两端分别放置在两组托轮组上,通过至少一组托轮组的旋转振动使得球墨铸管产生震动,同时在沿着球墨铸管的长度方向上布置至少一个对球墨铸管进行敲打的气动锤,气动锤的敲打使得球墨铸管承口内的大块残芯掉落;从球墨铸管承口的一端伸入装有扒板的吹沙气管,吹沙气管被安装在小车上,吹沙气管是平行于球墨铸管中心线的气管,吹沙气管的前端装有扒板,吹沙气管通过升降装置相对于球墨铸管中心线倾斜‑10°—10°,吹沙气管沿着平行于球墨铸管中心线的方向移动,扒板将存留在球

芯模振动成型工艺及操作规程.doc
芯模振动成型工艺及操作规程一为正确执行GB11836-2009《混凝土及钢筋混凝土排水管》标准,加强企业内部质量管理,保证产品质量,制定本工艺技术规程。二本工艺技术规程适应于芯模振动成型的各种类型的钢筋混凝土排水管,包括企口式管、平口式管以及顶进用管。三本工艺规程对芯模振动制管的原材料、混凝土、钢筋骨架、芯模振动机器及其生产过程以及质量管理及评定方法进行了规定,是本公司对芯模振动成型制管工艺的技术依据。第一章、原材料及技术要求水泥1、水泥应采用不低于42.5号的硅酸盐水泥、普通硅酸盐水泥和矿渣硅酸水泥,水

芯模振动成型工艺及操作规程.doc
芯模振动成型工艺及操作规程一为正确执行GB11836-2009《混凝土及钢筋混凝土排水管》标准,加强企业内部质量管理,保证产品质量,制定本工艺技术规程。二本工艺技术规程适应于芯模振动成型的各种类型的钢筋混凝土排水管,包括企口式管、平口式管以及顶进用管。三本工艺规程对芯模振动制管的原材料、混凝土、钢筋骨架、芯模振动机器及其生产过程以及质量管理及评定方法进行了规定,是本公司对芯模振动成型制管工艺的技术依据。第一章、原材料及技术要求水泥1水泥应采用不低于42.5号的硅酸盐水泥、普通硅酸盐水泥和矿渣硅酸水泥,水泥

型腔,型芯,凸模,凹模工艺卡片.doc
落料凸模的加工工艺卡序号工序名称工序内容1备料锻件(退火状态):53×16×58mm2热处理退火3磨平面磨上、下两平面4钳工钳工画线,画出凸模轮廓线5铣削用铣床加工外形(留0.5mm磨削余量)6热处理淬火与回火,检查硬度,表面硬度达到58~62HRC7磨平面磨光上、下两平面8磨削成型磨削,按一定的磨削程序磨削凸模的外形9精修凸模外形与凹模配间隙10钳工将凸模压入固定板一起平磨弯曲凹模的加工工艺卡序号工序名称工序内容1备料锻件(退火状态):129×72×31mm2刨削刨六面至尺寸126×69×28mm3磨削