
型腔,型芯,凸模,凹模工艺卡片.doc

as****16


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

型腔,型芯,凸模,凹模工艺卡片.doc
落料凸模的加工工艺卡序号工序名称工序内容1备料锻件(退火状态):53×16×58mm2热处理退火3磨平面磨上、下两平面4钳工钳工画线,画出凸模轮廓线5铣削用铣床加工外形(留0.5mm磨削余量)6热处理淬火与回火,检查硬度,表面硬度达到58~62HRC7磨平面磨光上、下两平面8磨削成型磨削,按一定的磨削程序磨削凸模的外形9精修凸模外形与凹模配间隙10钳工将凸模压入固定板一起平磨弯曲凹模的加工工艺卡序号工序名称工序内容1备料锻件(退火状态):129×72×31mm2刨削刨六面至尺寸126×69×28mm3磨削
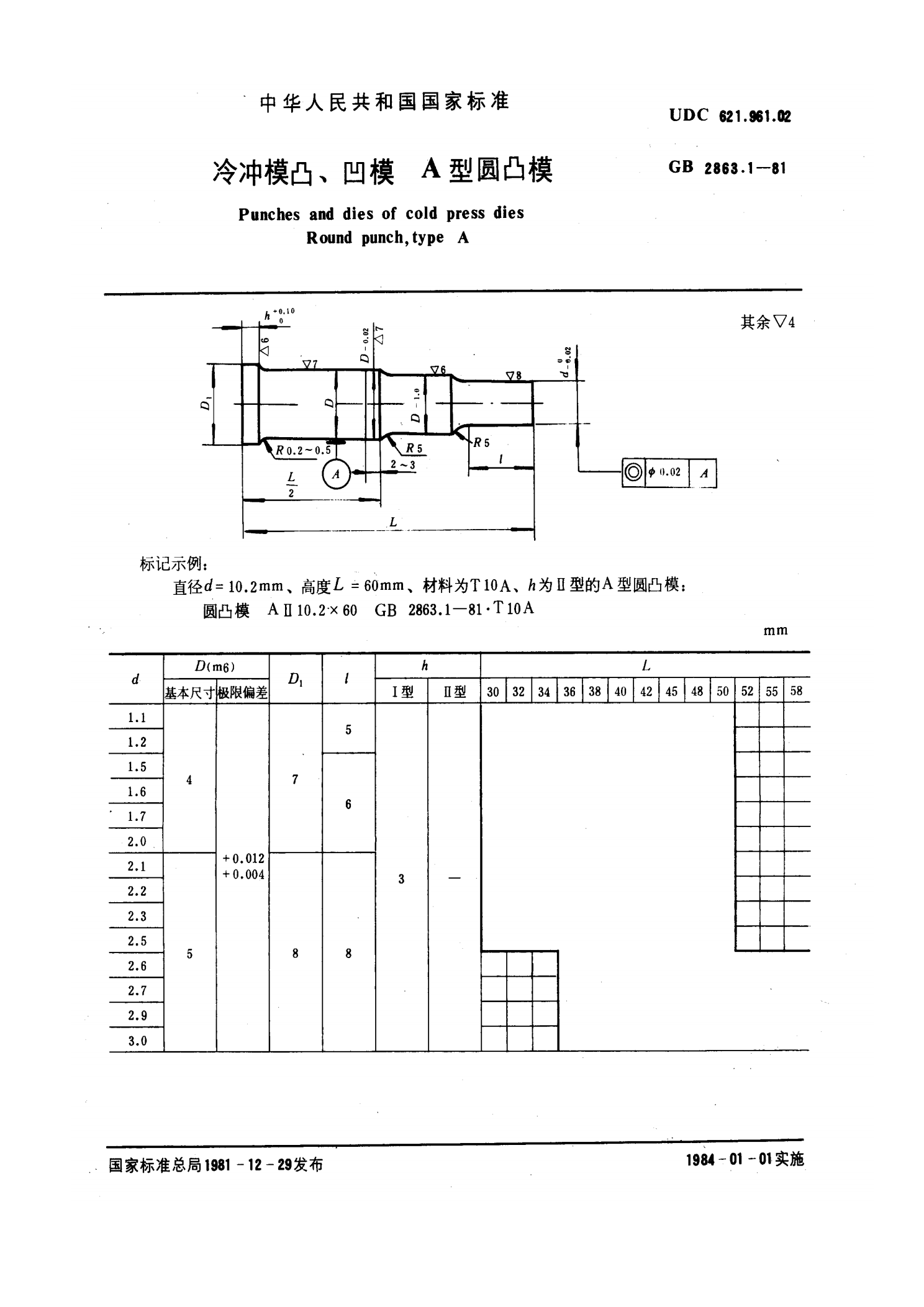
GB2863-1-81冷冲模凸、凹模A型圆凸模.pdf

GB2863-2-81冷冲模凸、凹模B型圆凸模.pdf

型腔模电火花加工工艺.docx
型腔模电火花加工工艺标题:型腔模电火花加工工艺摘要:型腔模是工业制造中普遍使用的模具类型,通过电火花加工可以实现复杂形状、精确尺寸的加工需求。本论文将介绍型腔模电火花加工工艺的原理、特点、应用以及未来发展方向。通过深入研究和探讨,将为相关行业的工程师和研究人员提供有益的参考。一、引言型腔模具是工业制造中关键的加工工具,在汽车制造、航空航天、电子等领域扮演着重要的角色。电火花加工是一种采用脉冲放电技术实现金属材料加工的先进方法。本论文将重点探讨型腔模电火花加工的原理、特点、应用和发展趋势。二、型腔模电火花加

型腔模电解抛光工艺介绍.docx
型腔模电解抛光工艺介绍型腔模电解抛光工艺介绍摘要:型腔模电解抛光工艺是一种用于表面光洁度提高的先进工艺。本文将介绍型腔模电解抛光的概念、原理、工艺流程以及其应用领域。通过对该工艺的深入了解,可以为工程领域提供一种高效、精确的加工方法。1.引言型腔模电解抛光工艺是一种通过电解化学反应实现表面修饰的工艺。在许多制造工艺中,表面光洁度是一个重要的指标,特别是对于型腔模。型腔模是在各种注塑、压铸、吹塑等成型工艺中使用的关键元件,其表面光洁度直接影响最终产品的质量。2.型腔模电解抛光原理型腔模电解抛光是利用电解化学