
热浸镀锌钢板以及合金化热浸镀锌钢板.pdf

小琛****82


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热浸镀锌钢板以及合金化热浸镀锌钢板.pdf
一种使均匀延展性以及局部延展性、屈服强度以及拉伸强度、和低温冲击特性提高的热浸镀锌钢板以及合金化热浸镀锌钢板,其特征在于,其具有规定的成分组成,金属组织以体积%计含有超过5.0%的残留奥氏体以及超过5.0%的回火马氏体,残留奥氏体包含0.85质量%以上的C,原奥氏体晶界处的C偏析量(原子数/nm

钢板、热浸镀锌钢板和合金化热浸镀锌钢板、以及它们的制造方法.pdf
本发明的一个方式的钢板具有规定的化学成分,该钢板的板厚1/4部的组织以体积百分率计含有:回火马氏体:30~70%、以及铁素体和贝氏体中的1种或2种:合计为20%以上且70%以下,上述板厚1/4部的组织中,以体积百分率计,残留奥氏体小于10%,新鲜马氏体为10%以下,珠光体为10%以下,并且它们的合计体积百分率为15%以下,上述板厚1/4部处的上述回火马氏体中的长径为5nm以上的铁系碳化物的个数密度为5×10

镀覆钢板、热浸镀锌钢板的制造方法及合金化热浸镀锌钢板的制造方法.pdf
一种镀覆钢板,其满足:化学组成以质量%计至少含有C:0.03%~0.70%、Si:0.25%~2.50%、Mn:1.00%~5.00%、P:0.100%以下、S:0.010%以下、sol.Al:0.001%~2.500%、N:0.020%以下,剩余部分由铁及杂质构成,金属组织包含超过5.0体积%的残留奥氏体、超过5.0体积%的回火马氏体,残留奥氏体中的C量为0.85质量%以上。

合金化热浸镀锌钢板.pdf
一种钢板,该钢板以质量%计由下述成分构成:C:0.06%~0.22%、Si:0.50%~2.00%、Mn:1.50%~2.80%、Al:0.01%~1.00%、P:0.001%~0.100%、S:0.0005%~0.0100%、N:0.0005%~0.0100%、剩余部分:Fe和杂质,在钢板表面具有热浸镀锌层或合金化热浸镀锌层,其中,以从钢板表面起算的板厚方向的1/4板厚为中心的1/8板厚~3/8板厚的显微组织以面积率计由铁素体:15%~85%、残留奥氏体:低于5%、马氏体:15%~75%、珠光体:5%以
合金化热浸镀锌钢板的制造方法.pdf
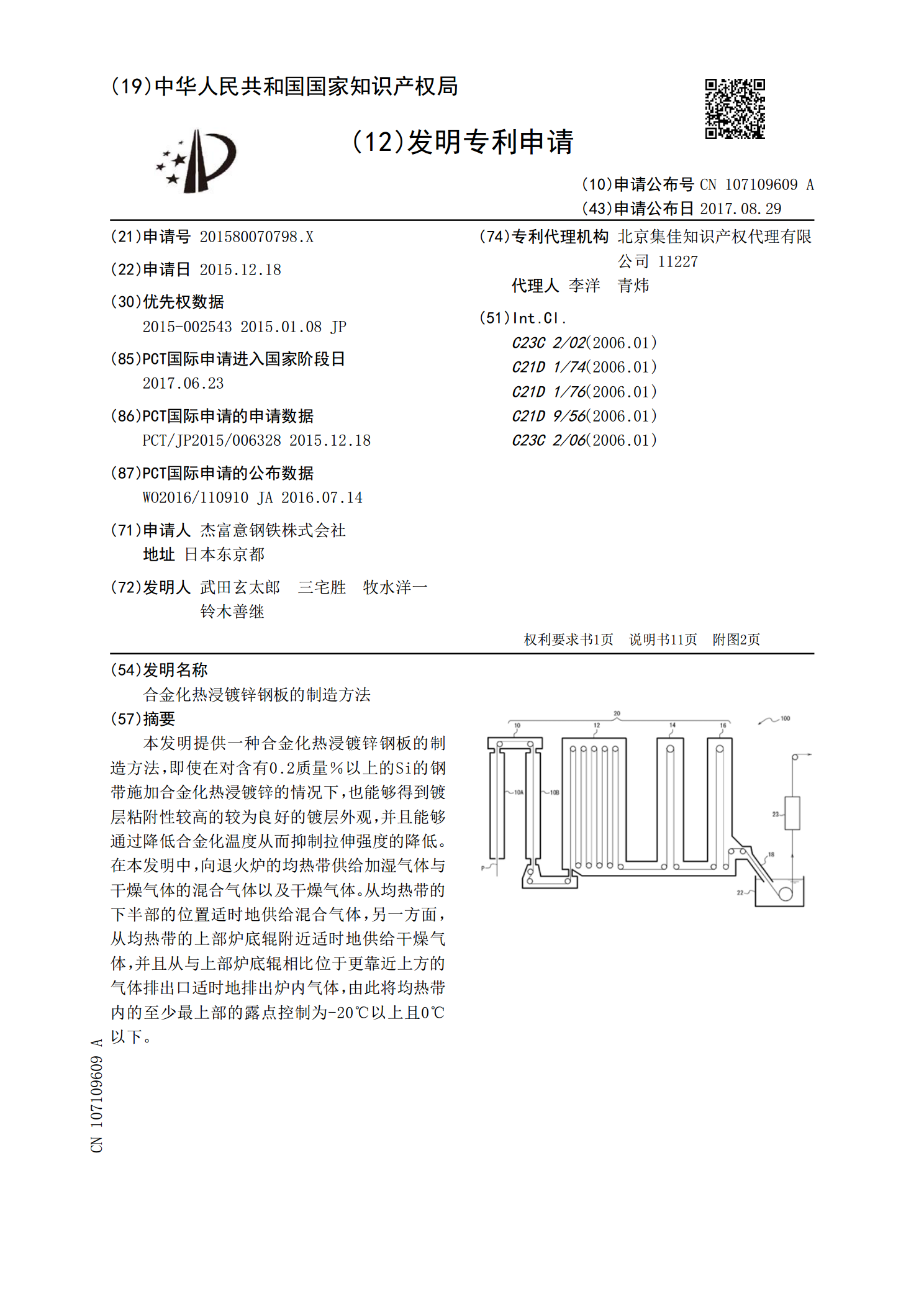
本发明提供一种合金化热浸镀锌钢板的制造方法,即使在对含有0.2质量%以上的Si的钢带施加合金化热浸镀锌的情况下,也能够得到镀层粘附性较高的较为良好的镀层外观,并且能够通过降低合金化温度从而抑制拉伸强度的降低。在本发明中,向退火炉的均热带供给加湿气体与干燥气体的混合气体以及干燥气体。从均热带的下半部的位置适时地供给混合气体,另一方面,从均热带的上部炉底辊附近适时地供给干燥气体,并且从与上部炉底辊相比位于更靠近上方的气体排出口适时地排出炉内气体,由此将均热带内的至少最上部的露点控制为‑20℃以上且0℃以下。