
铁芯部件制造方法以及铁芯部件.pdf

飞飙****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铁芯部件制造方法以及铁芯部件.pdf
提供能够提高圆度的圆盘状的铁芯部件的制造方法。铁芯部件制造方法是构成圆筒状的定子铁芯(31)的圆盘状的定子铁芯部件(32)的制造方法。该铁芯部件制造方法包含如下工序:铁芯部件形成工序,将定子铁芯部件(32)的外周侧中的不需要外径尺寸的精度的部分作为连接部(52)残留在钢板(50)上,并且通过冲裁而在钢板(50)上形成定子铁芯部件(32)的外周侧中的连接部(52)以外的需要外径尺寸的精度的部分;以及铁芯部件分离工序,在所述铁芯部件形成工序后切断连接部(52),从而将定子铁芯部件(32)从钢板(50)切掉。
用于无铁芯直线电机的次级部件和无铁芯直线电机.pdf
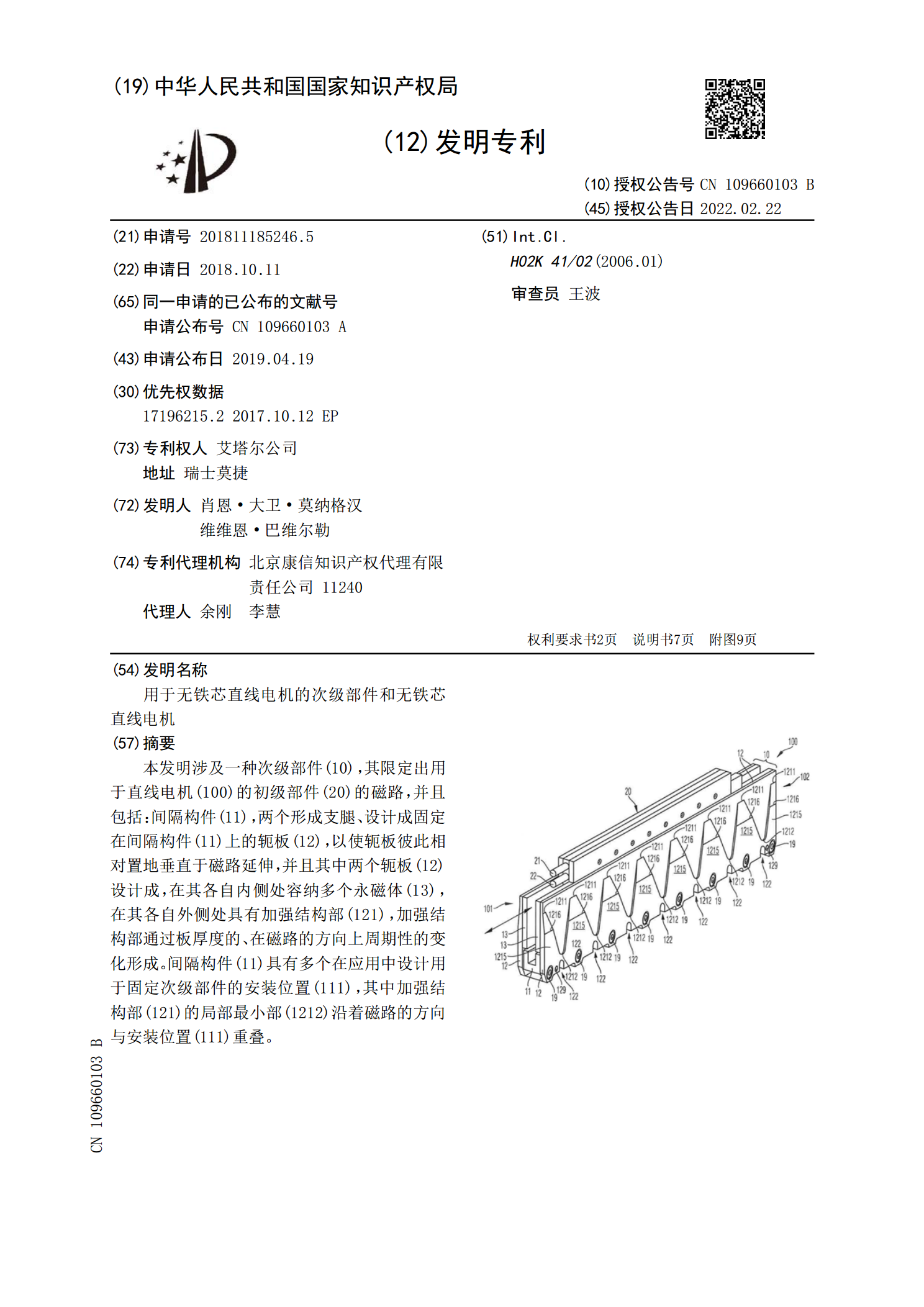
本发明涉及一种次级部件(10),其限定出用于直线电机(100)的初级部件(20)的磁路,并且包括:间隔构件(11),两个形成支腿、设计成固定在间隔构件(11)上的轭板(12),以使轭板彼此相对置地垂直于磁路延伸,并且其中两个轭板(12)设计成,在其各自内侧处容纳多个永磁体(13),在其各自外侧处具有加强结构部(121),加强结构部通过板厚度的、在磁路的方向上周期性的变化形成。间隔构件(11)具有多个在应用中设计用于固定次级部件的安装位置(111),其中加强结构部(121)的局部最小部(1212)沿着磁路的

齿形部件制造方法、齿形部件制造装置以及齿形部件.pdf
一种生产齿形轮廓部件的方法,其中:当在约束未加工工件的外周表面的一部分的同时、通过对柱形的未加工工件的径向中心部施加负载并使构成材料向外流动而在齿形轮廓部件的外部上形成齿形轮廓部时,通过使中间部处的构成材料流向成型模中形成的凹部,同时未加工工件的外周表面上的约束面积减小,从而形成突出部;而且当所述负载处于最大值时,在齿形轮廓部与成型模之间以及在突出部与成型模之间提供有空间。

齿形部件制造方法、齿形部件制造装置以及齿形部件.pdf
一种生产齿形轮廓部件的方法,其中:原始工件包括圆形部和第一突出部;成形模包括第一凹部和第二凹部;圆形部制造为紧靠成型模的齿形轮廓成型部;第一突出部插入第一凹部中;第二突出部在通过将负载施加到原始工件上而在该原始工件的外部上形成齿形轮廓部时形成;并且当所述负载处于它的最大值时,在齿形轮廓部与齿形轮廓成型部之间提供有空间,在第一突出部与成型模之间提供有空间,在第二突出部与成型模之间也提供有空间。

钢部件、齿轮部件以及钢部件的制造方法.pdf
本发明提供钢部件、齿轮部件以及钢部件的制造方法,该钢部件中,表层的C浓度是比原料钢的C浓度高的0.85质量%以上、1.2质量%以下,表层的残留奥氏体组织的体积率大于0%且小于10%,并且表层的剩余部分是马氏体组织,表层的晶界碳化物的面积率小于2%,在比表层靠内侧的层,比表层靠内侧的层的残留奥氏体组织的体积率大于表层,并且剩余部分是马氏体组织。