
陶瓷复合雾化器及其制造方法.pdf

论文****轩吖


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

陶瓷复合雾化器及其制造方法.pdf
本发明公开了一种陶瓷复合雾化器及其制造方法,制造方法包括以下步骤:S1、称取各原料,球磨混合形成固体陶瓷粉料;S2、将固体陶瓷粉料和辅助剂进行密炼处理,形成多孔陶瓷浆料;S3、将多孔陶瓷浆料置于注塑机的料筒中,将硬质的雾化壳置于成型模具中;S4、将多孔陶瓷浆料通过注塑机的炮筒注射到成型模具中并填充在雾化壳内侧,固化后形成粘附在雾化壳内侧的生坯;S5、依次进行热脱蜡、排胶处理;S6、将排胶后的生坯及雾化壳进行高温烧结,生坯形成紧密复合在雾化壳内侧的多孔陶瓷雾化座。本发明将多孔陶瓷雾化座以注射成型复合在硬质的

陶瓷金属复合锤头及其制造方法.pdf
本发明公开了一种陶瓷金属复合锤头,该陶瓷金属复合锤头的工作磨损部位为蜂窝网格状排列的预制陶瓷金属棒,非主要工作磨损部位为超高锰钢;还公开了一种陶瓷金属复合锤头的制造方法。本发明适用于较高冲击,高硬度物料破碎工况条件。具有较高综合耐磨性能,性价比高;其使用寿命为高锰钢镶钢结质硬质合金锤头的1.5~2倍,大大降低了金属材料消耗,同时减少了更换锤头所需要的人工、材料等费用,具有较高的经济效益和社会效益。

陶瓷基复合构件及其制造方法.pdf
一种作为涡轮转子叶片(1)而使用的陶瓷基复合构件,具有构成叶片部(2)和燕尾部(6)的主体部分以及构成平台部(4)的从属部分。构成前述主体部分的陶瓷纤维织物(13)中的主纤维由连续纤维组成。主纤维的拉伸方向与施加应力的方向平行。构成前述主体部分的陶瓷纤维织物(13)和构成前述从属部分的陶瓷纤维织物(15)连接而形成三轴纤维织物(11)。相对于构成前述主体部分的陶瓷纤维织物(13),将构成前述从属部分的陶瓷纤维织物(15)以成为所期望的角度的方式进行弯曲,在模具中组装并成型为一体,在得到的成型体中形成有陶瓷
陶瓷颗粒增强复合耐磨件及其制造方法.pdf
本发明涉及一种陶瓷颗粒增强复合耐磨件及其制造方法,将陶瓷颗粒与金属粉混合均匀,填充于特定的模具中,将陶瓷颗粒和金属粉连同模具一起放入真空烧结炉内进行烧结,金属粉将陶瓷颗粒粘结在一起形成预制体;冷却后打开模具,取出预制体放入铸型型腔的端面侧;采用中频感应电炉熔炼金属母体材料形成金属液,铸造时浇入金属液,在金属液热量的作用下,预制体内的金属粉熔化成液体形成铸渗通路,使得金属液更容易渗透陶瓷颗粒,在原位形成颗粒增强复合材料;耐磨件的表层由母体金属与复合材料共同组成,采用本方法制备的复合材料耐磨件既保证了耐磨件的
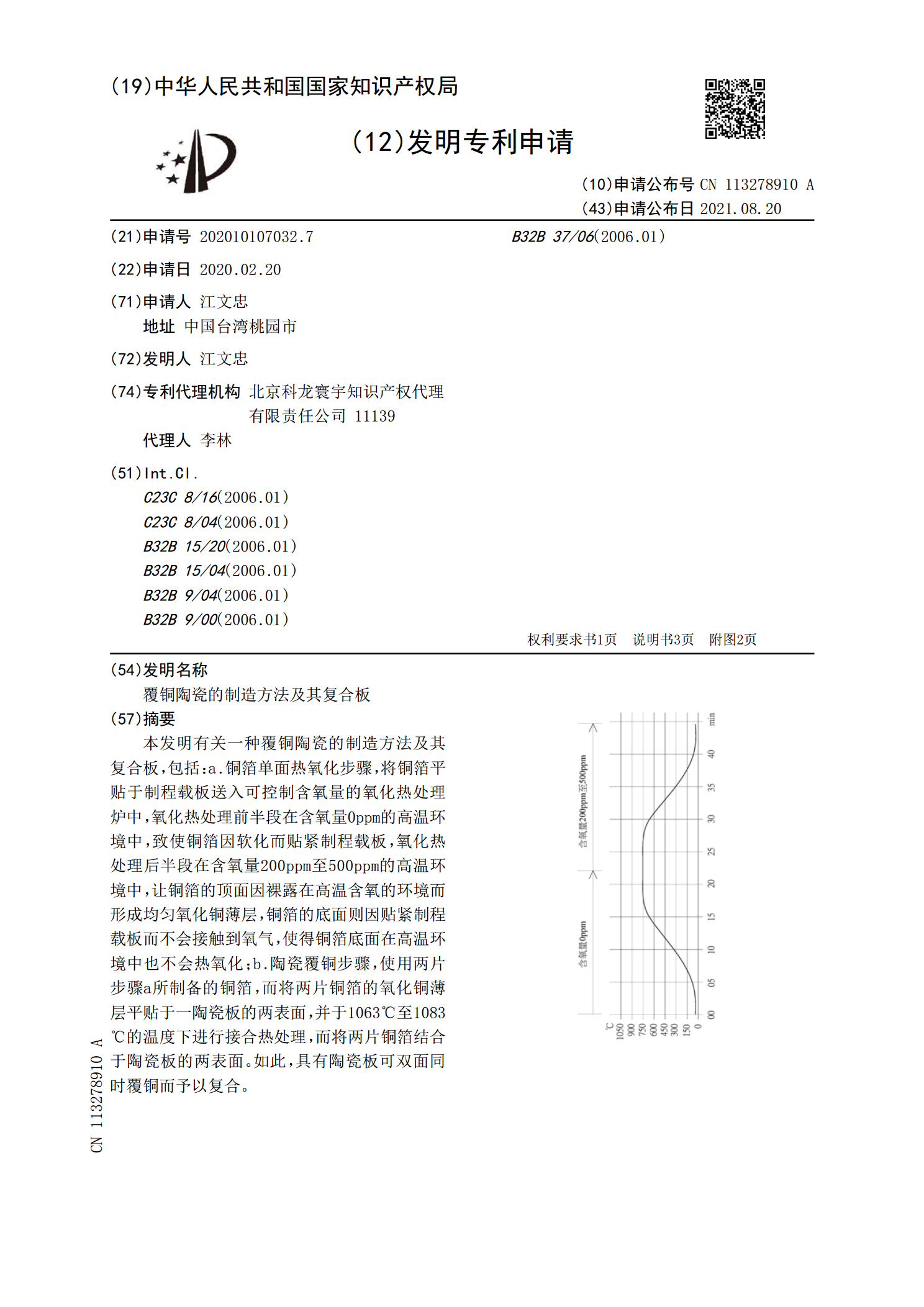
覆铜陶瓷的制造方法及其复合板.pdf
本发明有关一种覆铜陶瓷的制造方法及其复合板,包括:a.铜箔单面热氧化步骤,将铜箔平贴于制程载板送入可控制含氧量的氧化热处理炉中,氧化热处理前半段在含氧量0ppm的高温环境中,致使铜箔因软化而贴紧制程载板,氧化热处理后半段在含氧量200ppm至500ppm的高温环境中,让铜箔的顶面因裸露在高温含氧的环境而形成均匀氧化铜薄层,铜箔的底面则因贴紧制程载板而不会接触到氧气,使得铜箔底面在高温环境中也不会热氧化;b.陶瓷覆铜步骤,使用两片步骤a所制备的铜箔,而将两片铜箔的氧化铜薄层平贴于一陶瓷板的两表面,并于106