
一种陶瓷型芯制备方法.pdf

英瑞****写意


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
陶瓷型芯的制备方法及陶瓷型芯.pdf
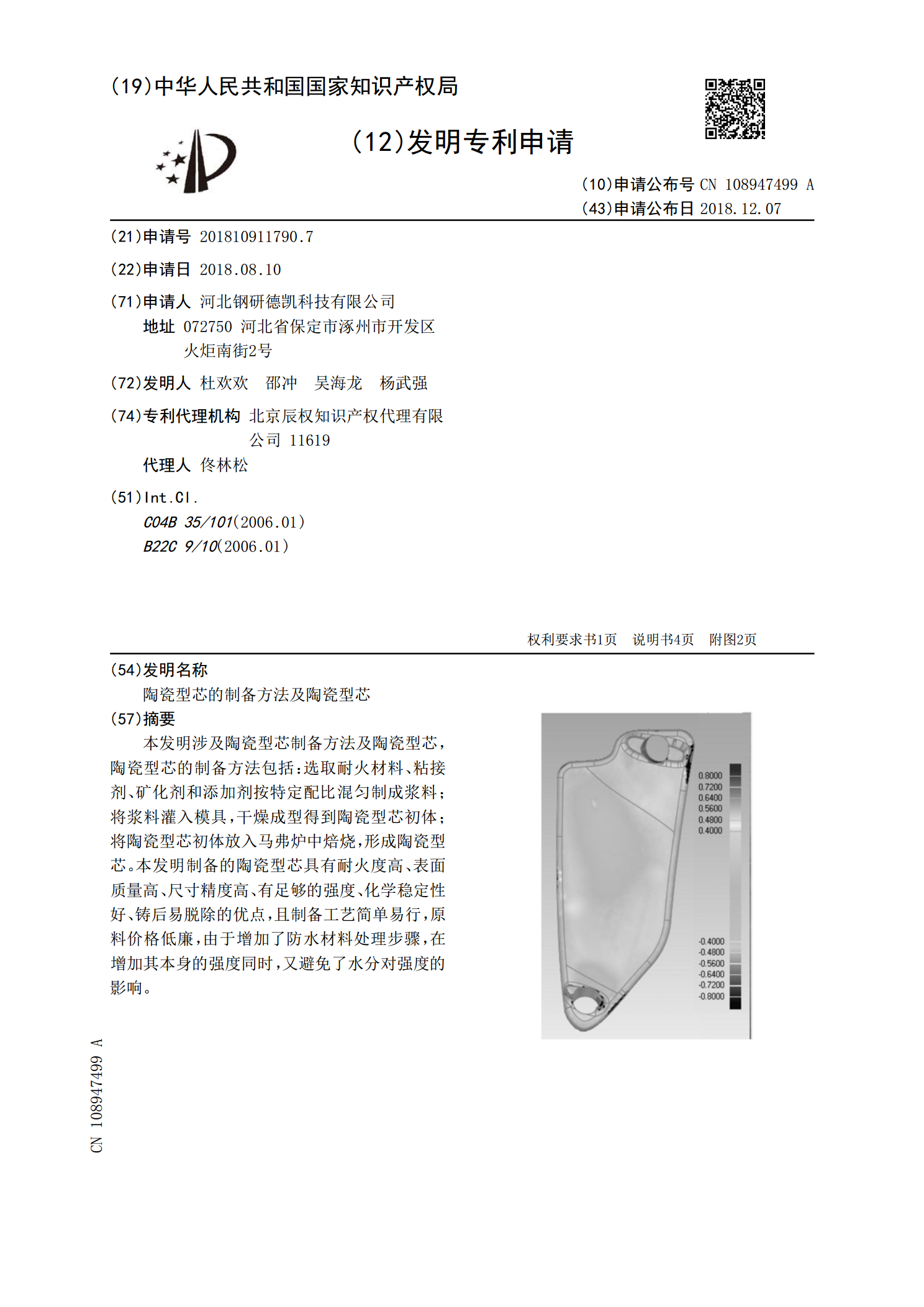
本发明涉及陶瓷型芯制备方法及陶瓷型芯,陶瓷型芯的制备方法包括:选取耐火材料、粘接剂、矿化剂和添加剂按特定配比混匀制成浆料;将浆料灌入模具,干燥成型得到陶瓷型芯初体;将陶瓷型芯初体放入马弗炉中焙烧,形成陶瓷型芯。本发明制备的陶瓷型芯具有耐火度高、表面质量高、尺寸精度高、有足够的强度、化学稳定性好、铸后易脱除的优点,且制备工艺简单易行,原料价格低廉,由于增加了防水材料处理步骤,在增加其本身的强度同时,又避免了水分对强度的影响。

一种陶瓷型芯制备方法.pdf
本发明公开了一种陶瓷型芯制备方法,包括:1).将陶瓷粉料在105~140℃的条件下烘干;加入到真空混合搅拌机中,搅拌,以75~95℃恒温;2).以陶瓷粉料质量的0.3~1%称取油酸,并以10~30倍体积的无水乙醇溶解;将油酸乙醇溶液喷洒到陶瓷粉料中,搅拌,开启出气阀,充分混合、排气;3).以陶瓷粉料质量的14~17%称取增塑剂,将增塑剂融化后加入到陶瓷粉料中,充分搅拌;4).降低搅拌速度,关闭出气阀,抽真空至-88kPa以上,关闭真空泵,恢复搅拌速度,持续搅拌直至陶瓷浆料表面细腻平整、无可见气泡和颗粒;5
一种陶瓷包裹砂芯的复合型型芯的制备方法.pdf
本发明公开了一种陶瓷包裹砂芯的复合型型芯的制备方法,其包括以下步骤:1)将砂芯表面均匀打磨去除9‑11mm厚度,留出注液口和排气通道,将金属模具内表面清理干净后均匀刷上脱模剂;2)将砂芯缓慢放入模具中,避免砂芯发生破损;3)将陶瓷浆料缓慢灌入金属模具中砂芯注液口,灌浆过程中金属模具需轻微震动,以提高陶瓷浆料的充型能力,并使陶瓷浆料中的气泡上浮,避免气泡附在金属模具表面,灌浆时间为3‑5分钟,并同时从俩处注液口灌浆;4)陶瓷浆料发生固化并处在弹性状态时起模,固化时间为8‑15分钟;5)喷烧:起模后立即用喷枪

一种梯度陶瓷型芯材料的制备方法.pdf
本发明属于高温合金熔模精密铸造领域,具体为一种梯度陶瓷型芯材料的制备方法。该方法采用灌注的方法,利用相对低廉的原材料制备气孔率高的陶瓷型芯“芯骨”,再将该“芯骨”放入陶瓷型芯模具中,采用热压注方法制备陶瓷型芯。该方法可以有效防止陶瓷型芯厚大部位的变形和收缩,而且可以在保证材料强度的条件下,提高陶瓷型芯局部的气孔率,从而大大提高脱芯效率。同时,陶瓷型芯“芯骨”可以采用相对低廉的原材料进行制备,因而大大降低了陶瓷型芯的制备成本。
一种氧化硅陶瓷型芯的制备方法.pdf
一种氧化硅陶瓷型芯的制备方法,本发明涉及一种陶瓷型芯的制备方法,它为了解决现有氧化硅陶瓷型芯烧成抗弯强度低、高温性能差的问题。制备方法:一、将石蜡和蜂蜡混合均匀,得到增塑剂;二、按质量份数将70~80份石英粉玻璃粉、6~12份硅酸锆粉和6~10份方石英粉搅拌均匀,保温处理得到陶瓷浆料;三、将陶瓷浆料加入到熔化的增塑剂中搅拌均匀,得到陶瓷混合料;四、将陶瓷混合料加入到模具中进行压制,烧结处理,得到氧化硅陶瓷型芯。本发明氧化硅陶瓷型芯中以石英玻璃粉为基体,以方石英和硅酸锆粉作为添加剂,石蜡和蜂蜡为增塑剂,利用