
陶瓷型芯的制备方法及陶瓷型芯.pdf

小凌****甜蜜

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
陶瓷型芯的制备方法及陶瓷型芯.pdf
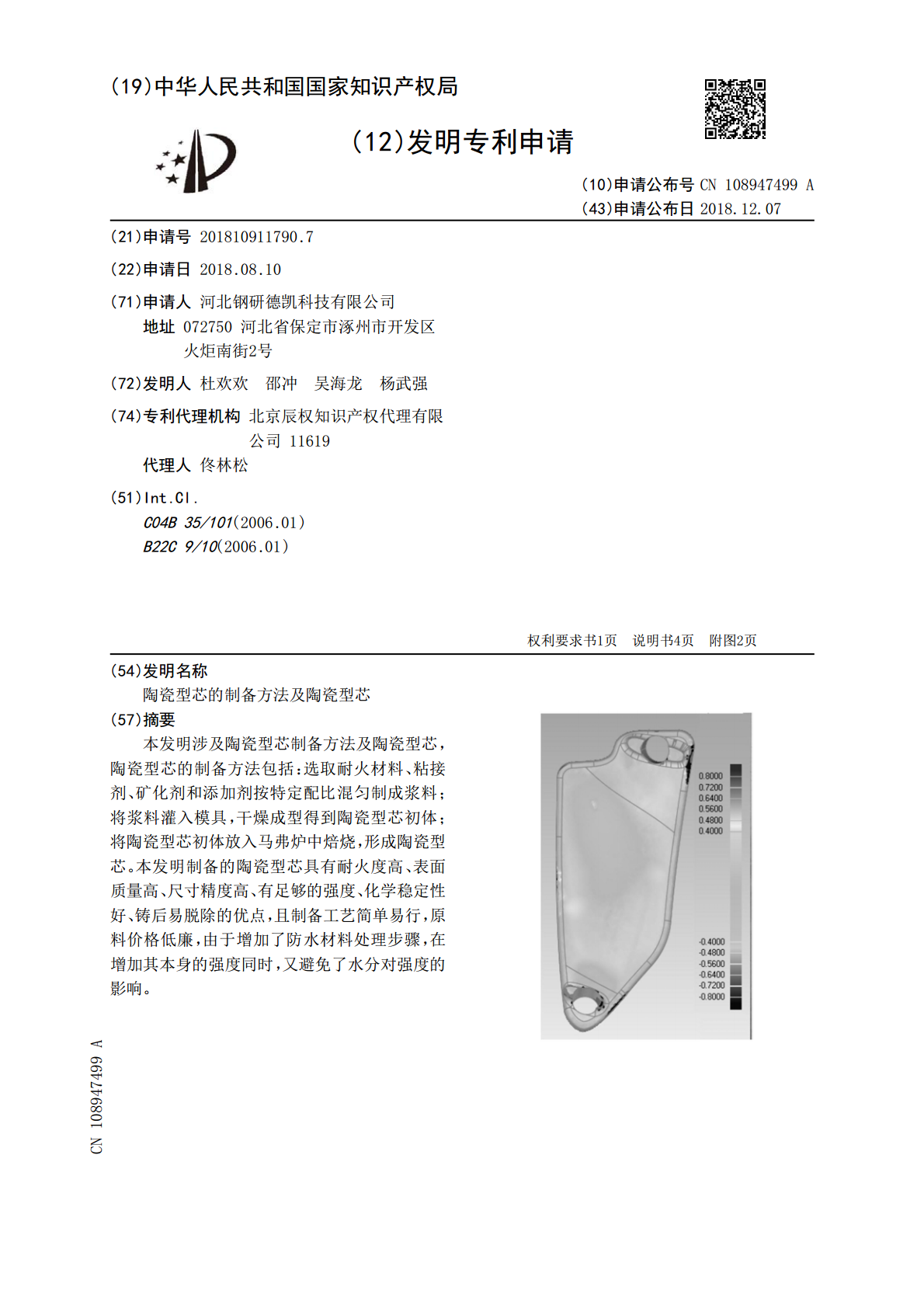
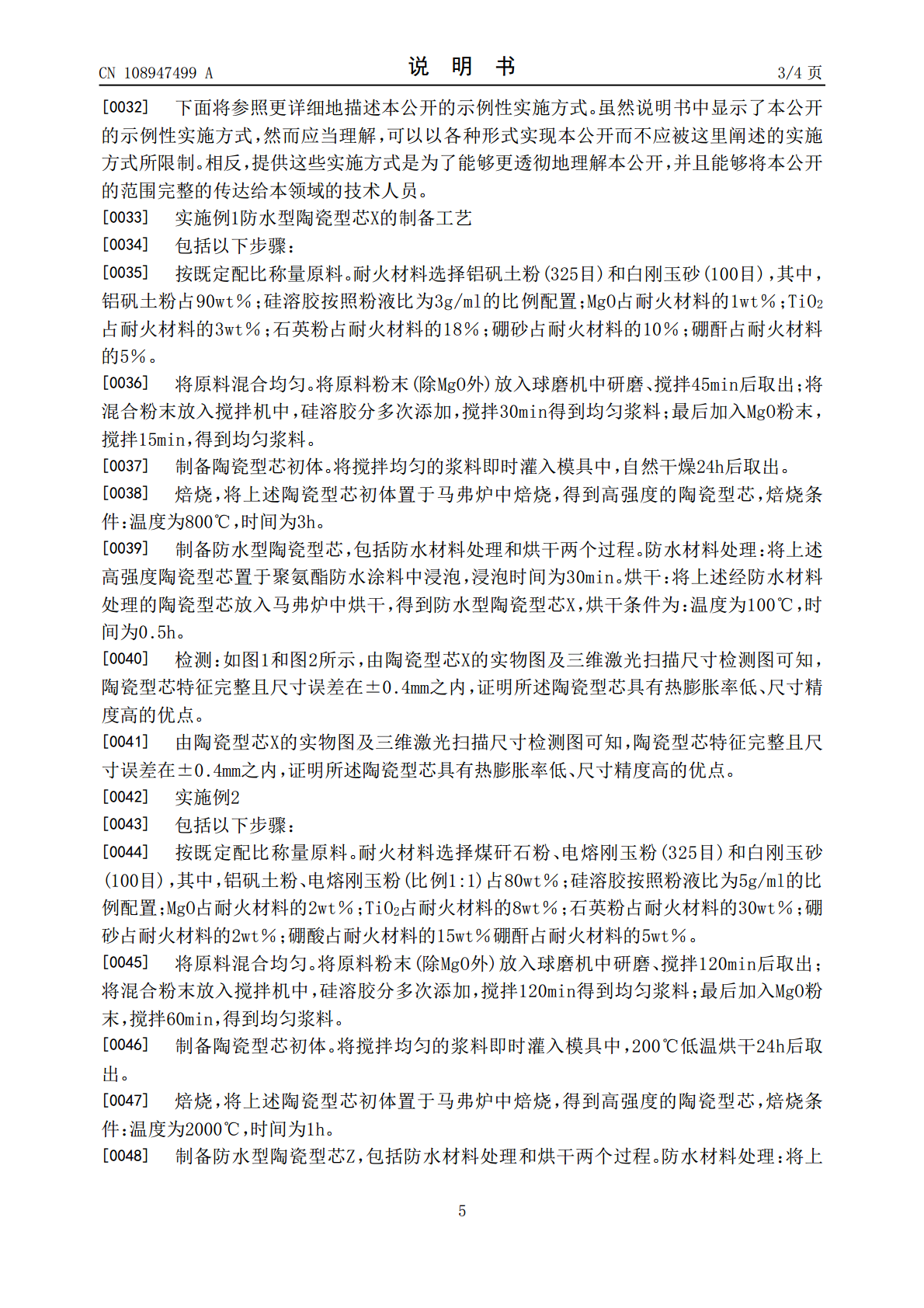
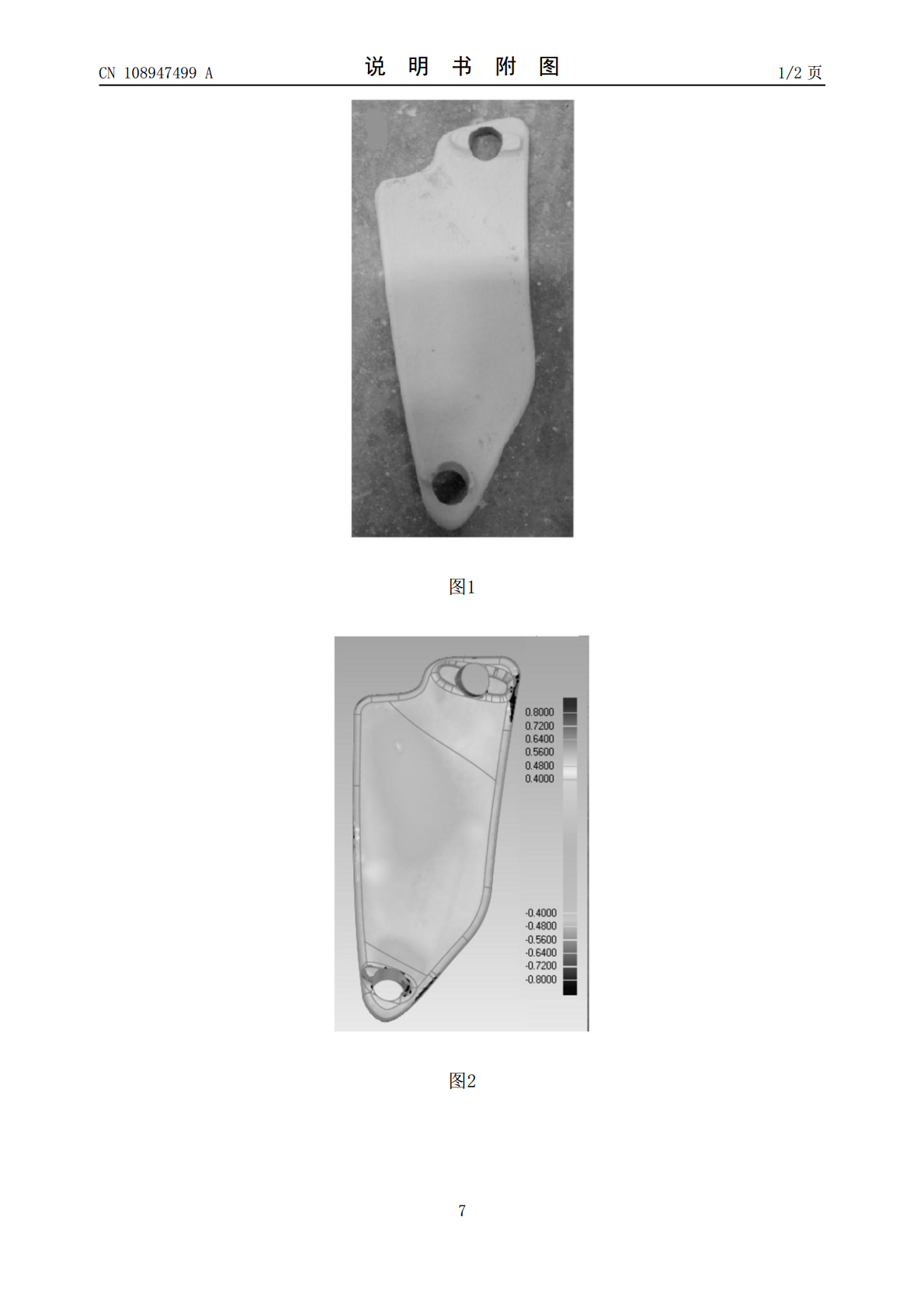
本发明涉及陶瓷型芯制备方法及陶瓷型芯,陶瓷型芯的制备方法包括:选取耐火材料、粘接剂、矿化剂和添加剂按特定配比混匀制成浆料;将浆料灌入模具,干燥成型得到陶瓷型芯初体;将陶瓷型芯初体放入马弗炉中焙烧,形成陶瓷型芯。本发明制备的陶瓷型芯具有耐火度高、表面质量高、尺寸精度高、有足够的强度、化学稳定性好、铸后易脱除的优点,且制备工艺简单易行,原料价格低廉,由于增加了防水材料处理步骤,在增加其本身的强度同时,又避免了水分对强度的影响。
硅基陶瓷型芯的制备方法.pdf
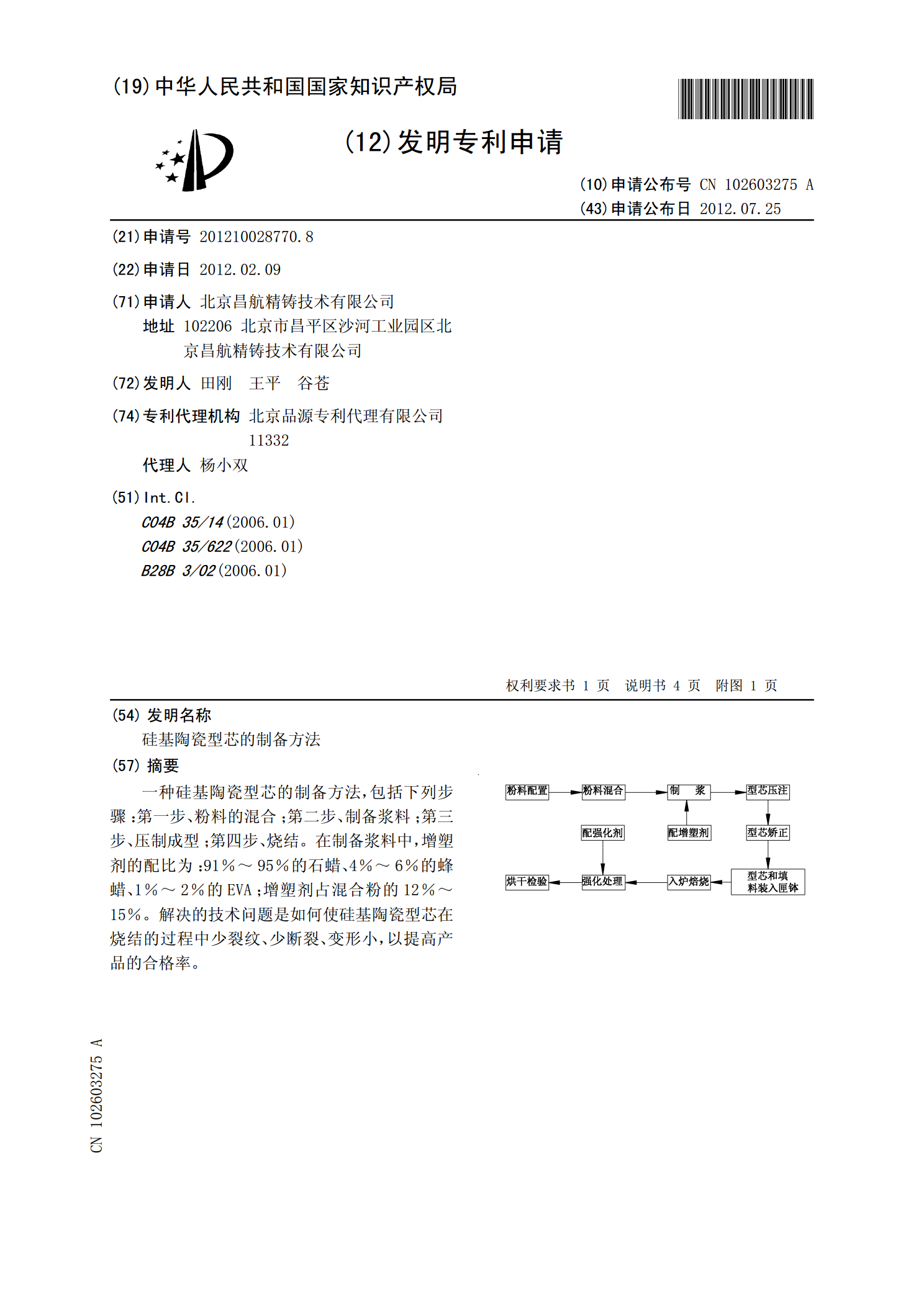
一种硅基陶瓷型芯的制备方法,包括下列步骤:第一步、粉料的混合;第二步、制备浆料;第三步、压制成型;第四步、烧结。在制备浆料中,增塑剂的配比为:91%~95%的石蜡、4%~6%的蜂蜡、1%~2%的EVA;增塑剂占混合粉的12%~15%。解决的技术问题是如何使硅基陶瓷型芯在烧结的过程中少裂纹、少断裂、变形小,以提高产品的合格率。

铝基陶瓷型芯和硅基陶瓷型芯的金相试样制备方法.pdf
一种铝基陶瓷型芯和硅基陶瓷型芯的金相试样制备方法,通过自动制样机,通过磨削、抛光制作铝基陶瓷型芯和硅基陶瓷型芯的金相的试样,避免了手工操作中不能控制试样截面受力的缺陷。制样的粗磨和精磨过程中选用不同型号的金相砂纸,并通过合理控制试样表面的压力、试样制备时间,以及试样制备中液体悬浮硅的运用,以及合理控制磨削和抛盘的转速值,得到理想的铝基和硅基陶瓷型芯金相试样截面。本发明制备的铝基和硅基陶瓷型芯金相试样界面干净,各组成相的轮廓分明,材料基体无明显剥落现象,无制备划痕,并具有制备方法简单易行的特点。

一种陶瓷型芯制备方法.pdf
本发明公开了一种陶瓷型芯制备方法,包括:1).将陶瓷粉料在105~140℃的条件下烘干;加入到真空混合搅拌机中,搅拌,以75~95℃恒温;2).以陶瓷粉料质量的0.3~1%称取油酸,并以10~30倍体积的无水乙醇溶解;将油酸乙醇溶液喷洒到陶瓷粉料中,搅拌,开启出气阀,充分混合、排气;3).以陶瓷粉料质量的14~17%称取增塑剂,将增塑剂融化后加入到陶瓷粉料中,充分搅拌;4).降低搅拌速度,关闭出气阀,抽真空至-88kPa以上,关闭真空泵,恢复搅拌速度,持续搅拌直至陶瓷浆料表面细腻平整、无可见气泡和颗粒;5
空心陶瓷型芯的制造方法.pdf
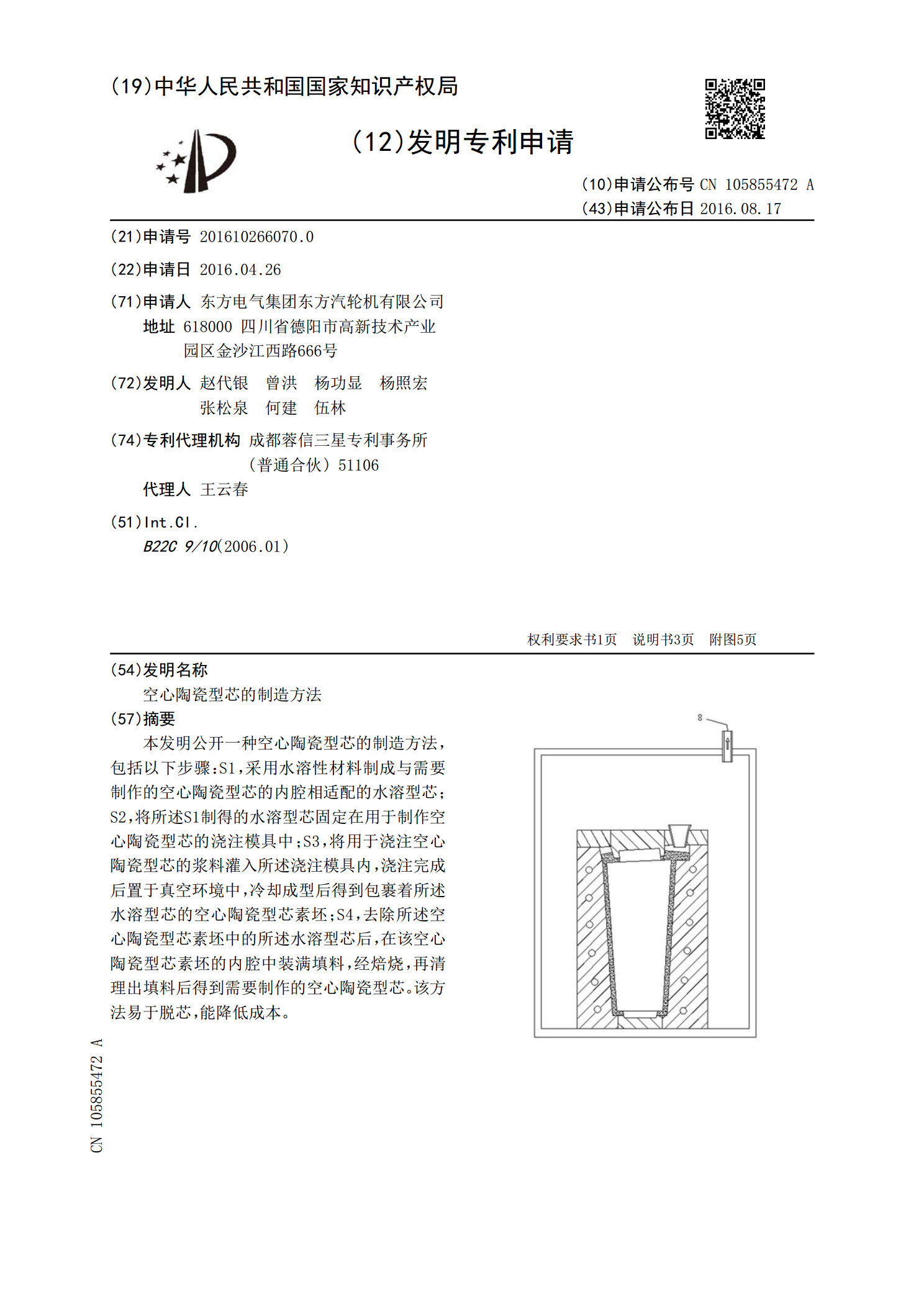
本发明公开一种空心陶瓷型芯的制造方法,包括以下步骤:S1,采用水溶性材料制成与需要制作的空心陶瓷型芯的内腔相适配的水溶型芯;S2,将所述S1制得的水溶型芯固定在用于制作空心陶瓷型芯的浇注模具中;S3,将用于浇注空心陶瓷型芯的浆料灌入所述浇注模具内,浇注完成后置于真空环境中,冷却成型后得到包裹着所述水溶型芯的空心陶瓷型芯素坯;S4,去除所述空心陶瓷型芯素坯中的所述水溶型芯后,在该空心陶瓷型芯素坯的内腔中装满填料,经焙烧,再清理出填料后得到需要制作的空心陶瓷型芯。该方法易于脱芯,能降低成本。