
高精度动态跟踪点胶方法及其装置.pdf

俊英****22


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高精度动态跟踪点胶方法及其装置.pdf
本发明公开了高精度动态跟踪点胶方法及其装置,属于在线式点胶技术领域,包括一下步骤产品定位、工艺轨迹、轨迹优化、产品跟踪位姿缓存、产品坐标系合成和位姿补偿,本发明通过视觉识别和定位模块对产品进行定位,同时通过运算形成工艺轨迹生成,用于动态生成点胶轨迹,轨迹优化根据出胶量和胶水的形状,自动的改变轨迹的速度,自动控制针头和产品表面的距离,自动控制针头和产品表面法向量的夹角,位姿补偿,用于进一步提升点胶轨迹精度,跟踪点胶实现涂胶作业,整台设备的机构显得简洁可靠,省去了多余动作,只保留核心的点胶动作,不仅节省了作业
试点胶装置、点胶机及其点胶方法.pdf
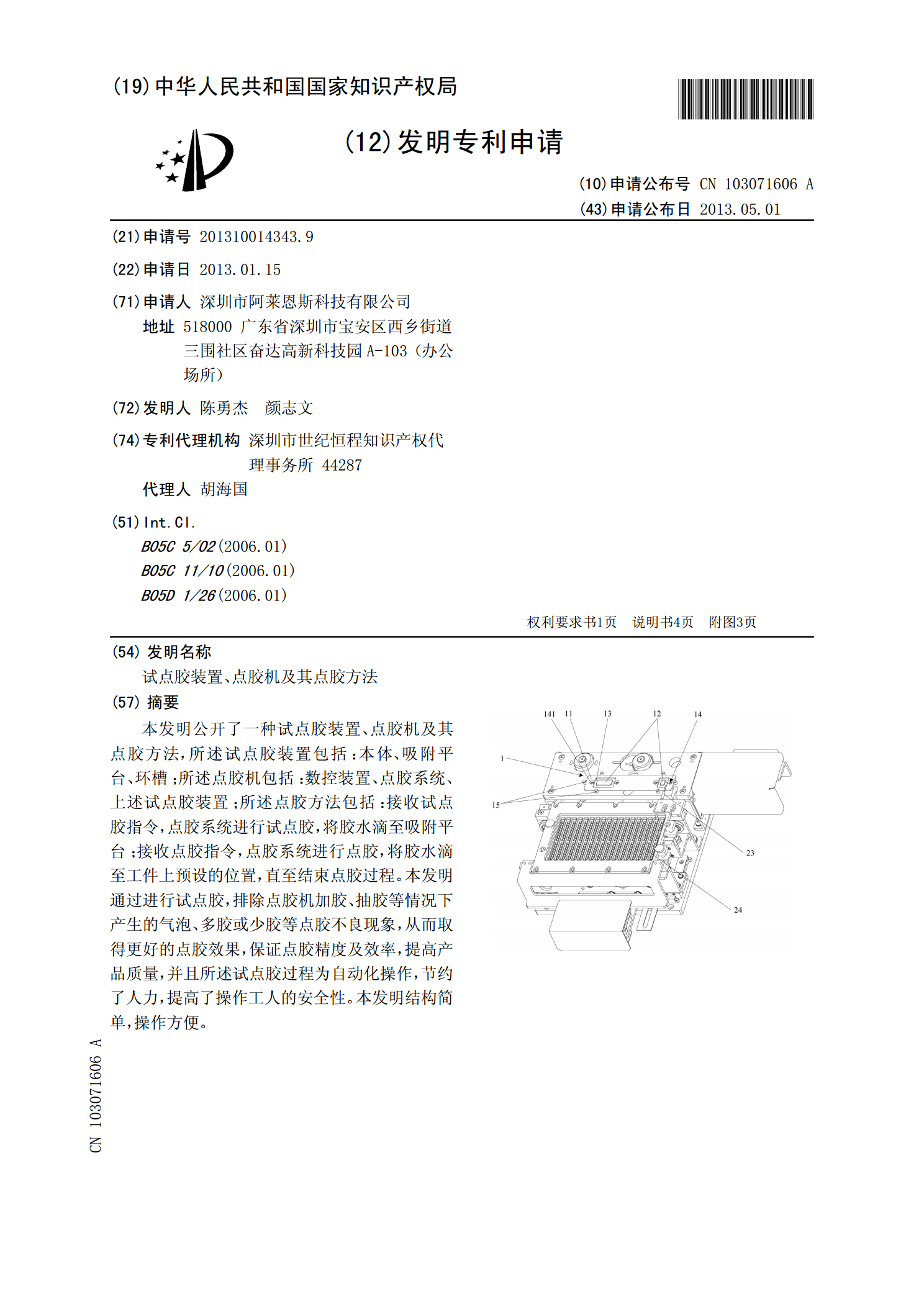
本发明公开了一种试点胶装置、点胶机及其点胶方法,所述试点胶装置包括:本体、吸附平台、环槽;所述点胶机包括:数控装置、点胶系统、上述试点胶装置;所述点胶方法包括:接收试点胶指令,点胶系统进行试点胶,将胶水滴至吸附平台;接收点胶指令,点胶系统进行点胶,将胶水滴至工件上预设的位置,直至结束点胶过程。本发明通过进行试点胶,排除点胶机加胶、抽胶等情况下产生的气泡、多胶或少胶等点胶不良现象,从而取得更好的点胶效果,保证点胶精度及效率,提高产品质量,并且所述试点胶过程为自动化操作,节约了人力,提高了操作工人的安全性。本

工件高精度点胶装置.pdf
本发明提供了一种工件高精度点胶装置,点胶机、机械手臂、传送机构、工业相机、检测机构以及控制机构分别与承接柜连接。机械手臂与点胶机的点胶头驱动连接。支撑架与承接柜连接。传送电机和减速机均与支撑架连接,传送电机通过减速机与主动传送轮驱动连接,主动传送轮通过驱动带与从动传送轮驱动连接。两个转动轴分别平行设置在支撑架的两端,每一转动轴的一端均与支撑架转动连接。从动传送轮与一转动轴连接。工业相机正对传送带拍摄。编码器通过连接板与支撑架连接,转动轮与编码器转动连接,转动轮与传送带相抵接,传送带驱动转动轮转动。机械手臂
一种全自动点胶装置及其点胶方法.pdf
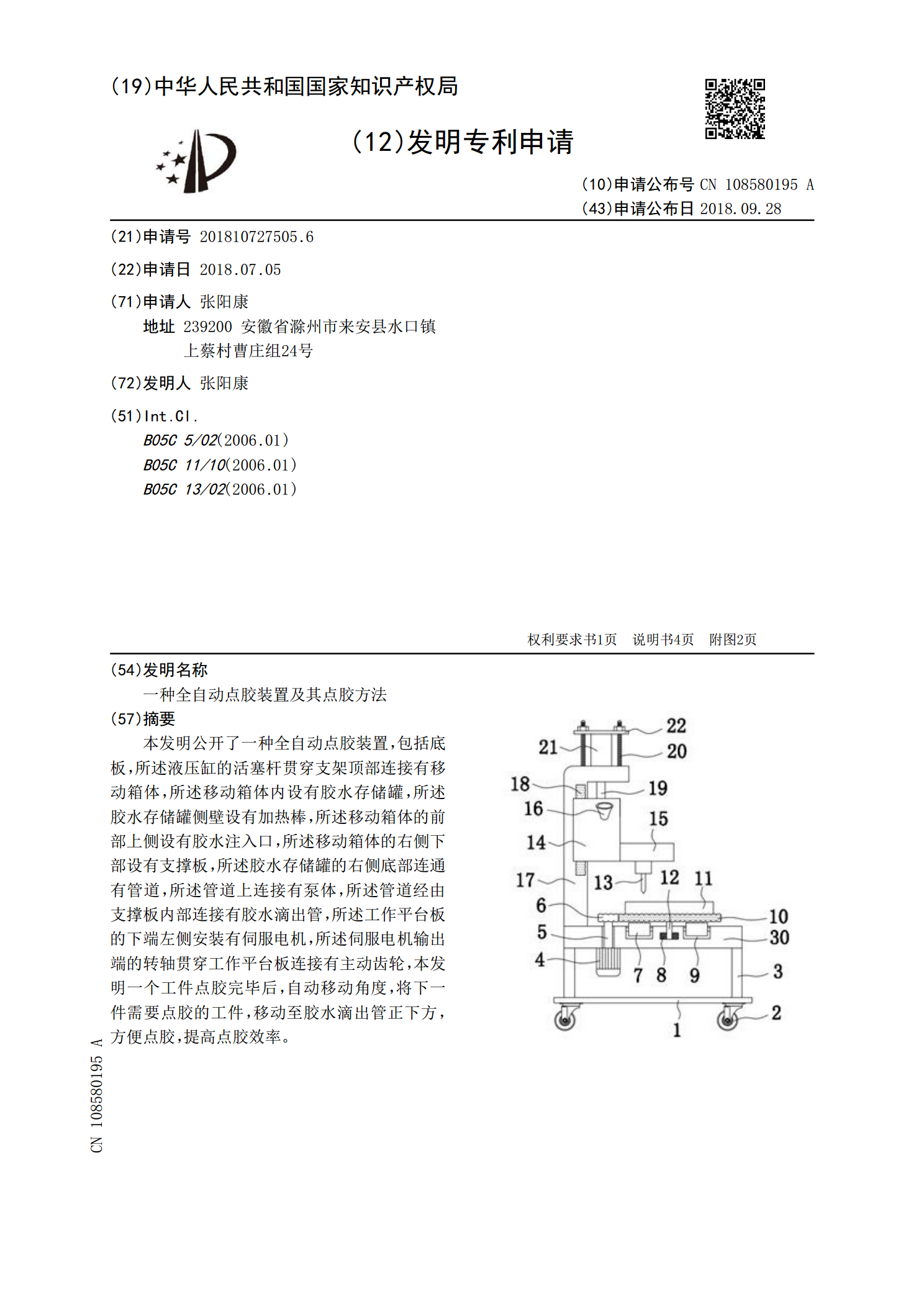
本发明公开了一种全自动点胶装置,包括底板,所述液压缸的活塞杆贯穿支架顶部连接有移动箱体,所述移动箱体内设有胶水存储罐,所述胶水存储罐侧壁设有加热棒,所述移动箱体的前部上侧设有胶水注入口,所述移动箱体的右侧下部设有支撑板,所述胶水存储罐的右侧底部连通有管道,所述管道上连接有泵体,所述管道经由支撑板内部连接有胶水滴出管,所述工作平台板的下端左侧安装有伺服电机,所述伺服电机输出端的转轴贯穿工作平台板连接有主动齿轮,本发明一个工件点胶完毕后,自动移动角度,将下一件需要点胶的工件,移动至胶水滴出管正下方,方便点胶,
一种用于LED产品制作的点胶装置及其点胶方法.pdf
本发明公开了一种用于LED产品制作的点胶装置及其点胶方法,包括机架、支撑架、预处理箱、传送带,所述机架上方设置有所述传送带,所述传送带上方设置有所述预处理箱,所述预处理箱一侧设置有所述支撑架,所述支撑架一侧设置有烘干模组,所述机架其中一侧壁上设置有控制器,所述传送带内部设置有物料固定器。有益效果在于:1、设备采取组合式设计,占地面积小,使用难度低,使用寿命长;2、设备采取多重固定措施,确保了物料的固定效果,显著提升了物料的点胶精度;3、采取有整体机械化作业,显著降低了工人的劳动强度,同时设备采取有预处理和