
一种铝单板用的喷涂生产线及其喷涂工艺.pdf

一只****iu


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝单板用的喷涂生产线及其喷涂工艺.pdf
本发明公开了一种铝单板用的喷涂生产线及其喷涂工艺,包括钣金室、输送带、打磨室、脱脂室、铬化室、清洗室、第一烘干室、第一喷涂室、第一固化室、第二喷涂室、第二固化室、第二烘干室、成品检验室和成品包装室;所述输送带依次连接钣金室、打磨室、脱脂室、铬化室、清洗室、第一烘干室、第一喷涂室、第一固化室、第二喷涂室、第二固化室、第二烘干室、成品检验室和成品包装室,且所述输送带用于输送铝单板。本发明实现了铝单板全程全自动喷涂处理,无需人工进行检测及处理,从而提高了氟碳铝单板的生产效率,同时也使氟碳涂料能长时间保留在氟碳铝
一种铝单板喷涂用烘干装置及其使用方法.pdf
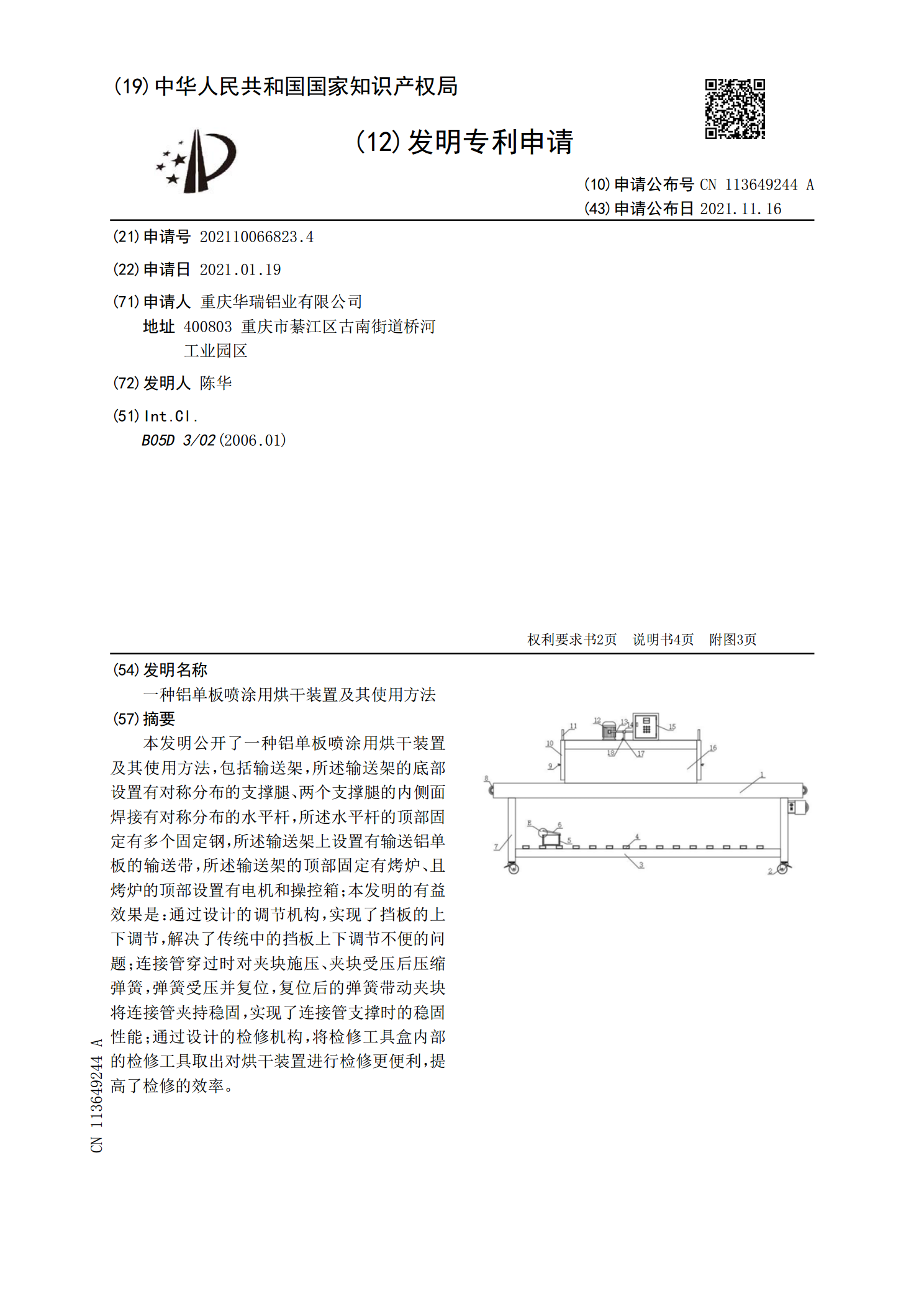
本发明公开了一种铝单板喷涂用烘干装置及其使用方法,包括输送架,所述输送架的底部设置有对称分布的支撑腿、两个支撑腿的内侧面焊接有对称分布的水平杆,所述水平杆的顶部固定有多个固定钢,所述输送架上设置有输送铝单板的输送带,所述输送架的顶部固定有烤炉、且烤炉的顶部设置有电机和操控箱;本发明的有益效果是:通过设计的调节机构,实现了挡板的上下调节,解决了传统中的挡板上下调节不便的问题;连接管穿过时对夹块施压、夹块受压后压缩弹簧,弹簧受压并复位,复位后的弹簧带动夹块将连接管夹持稳固,实现了连接管支撑时的稳固性能;通过设
一种铝单板生产用喷涂装置.pdf
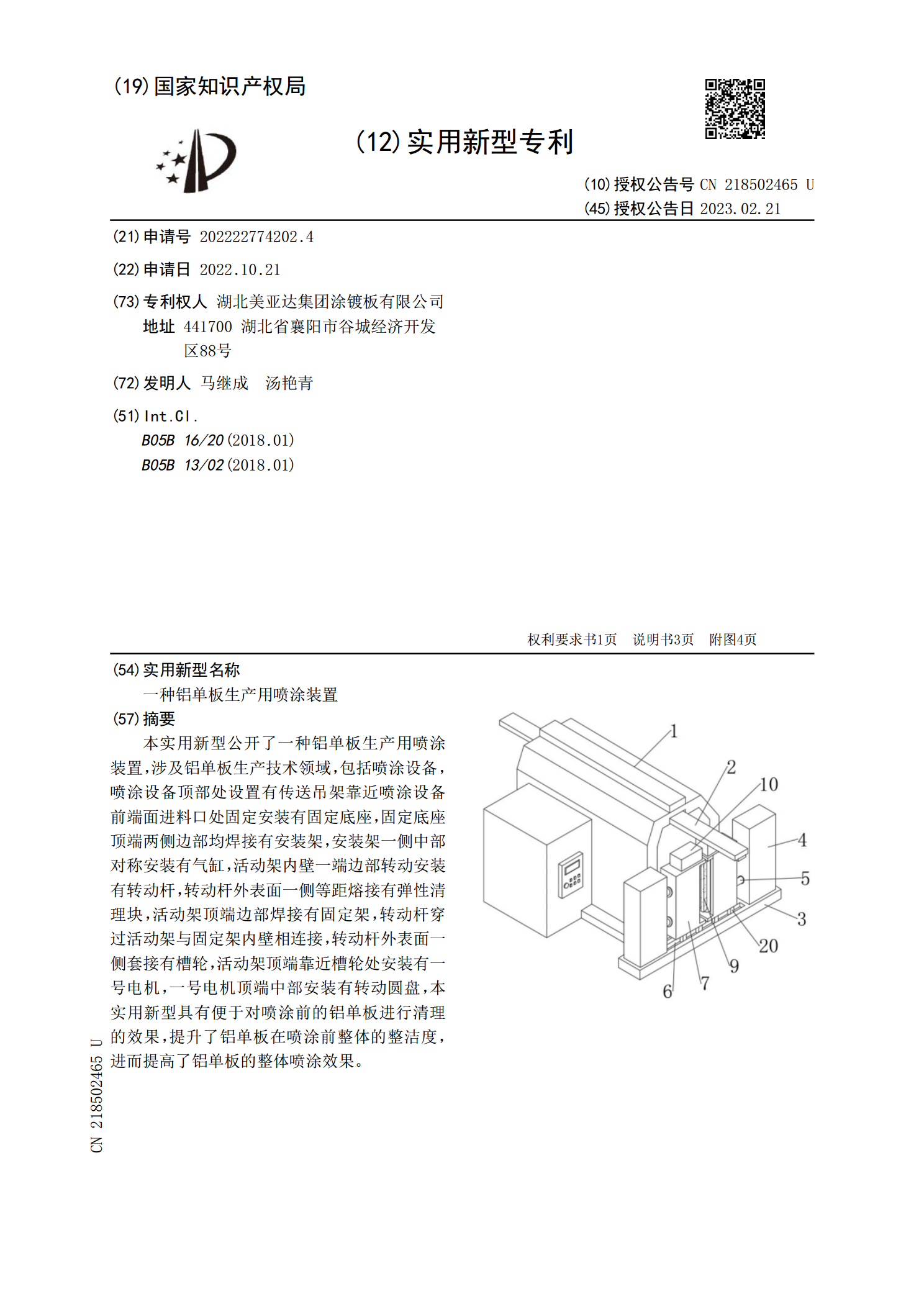
本实用新型公开了一种铝单板生产用喷涂装置,涉及铝单板生产技术领域,包括喷涂设备,喷涂设备顶部处设置有传送吊架靠近喷涂设备前端面进料口处固定安装有固定底座,固定底座顶端两侧边部均焊接有安装架,安装架一侧中部对称安装有气缸,活动架内壁一端边部转动安装有转动杆,转动杆外表面一侧等距熔接有弹性清理块,活动架顶端边部焊接有固定架,转动杆穿过活动架与固定架内壁相连接,转动杆外表面一侧套接有槽轮,活动架顶端靠近槽轮处安装有一号电机,一号电机顶端中部安装有转动圆盘,本实用新型具有便于对喷涂前的铝单板进行清理的效果,提升了
一种多色铝单板喷涂用防护装置.pdf
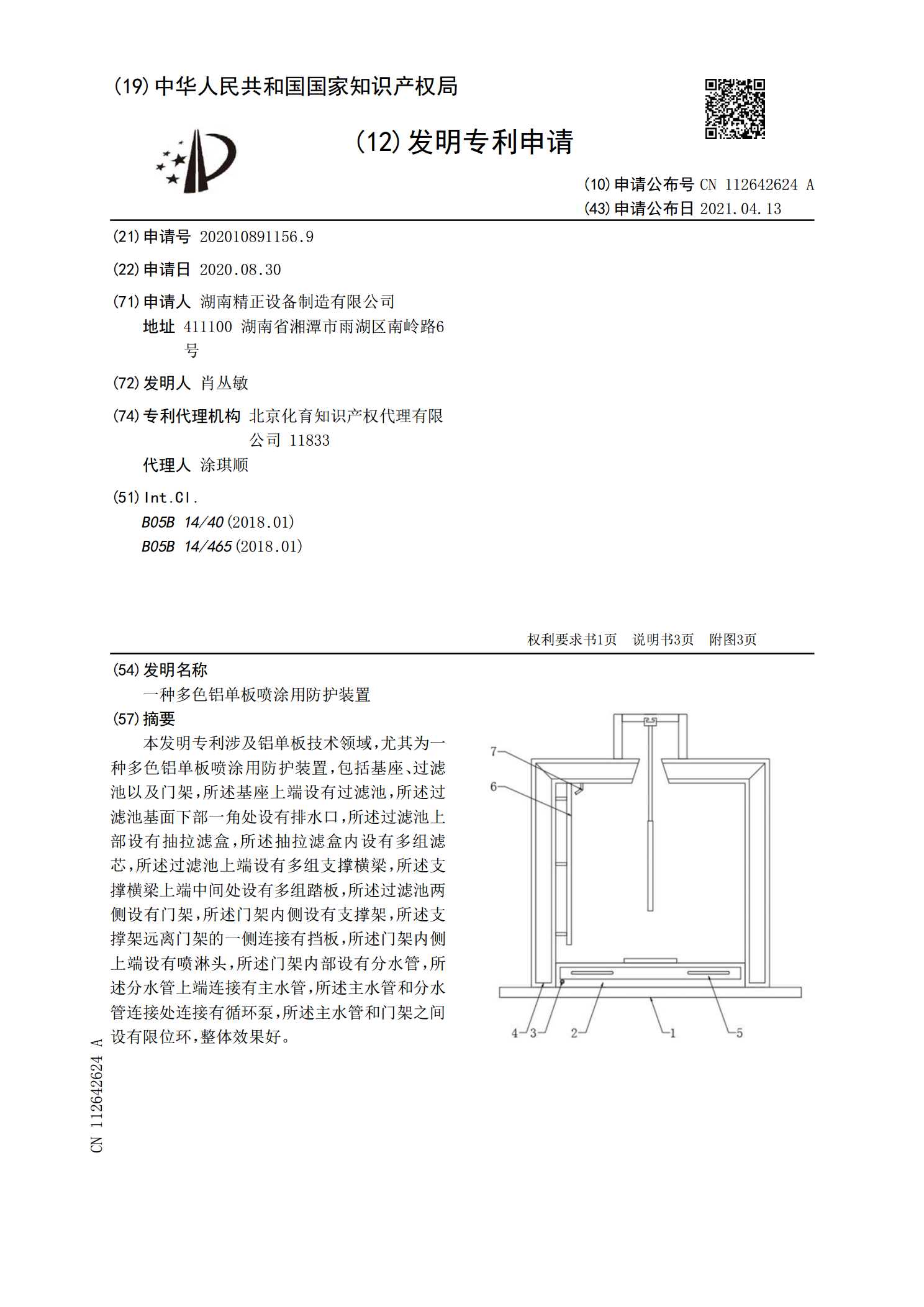
本发明专利涉及铝单板技术领域,尤其为一种多色铝单板喷涂用防护装置,包括基座、过滤池以及门架,所述基座上端设有过滤池,所述过滤池基面下部一角处设有排水口,所述过滤池上部设有抽拉滤盒,所述抽拉滤盒内设有多组滤芯,所述过滤池上端设有多组支撑横梁,所述支撑横梁上端中间处设有多组踏板,所述过滤池两侧设有门架,所述门架内侧设有支撑架,所述支撑架远离门架的一侧连接有挡板,所述门架内侧上端设有喷淋头,所述门架内部设有分水管,所述分水管上端连接有主水管,所述主水管和分水管连接处连接有循环泵,所述主水管和门架之间设有限位环,

一种氟碳铝单板自动喷涂线工艺.pdf
本发明公开了一种氟碳铝单板自动喷涂线工艺,用于氟碳铝单板的喷涂,所述喷涂线工艺包括清洁室、输送带、第一喷涂室、第一固化室、第二喷涂室、第二固化室和烘干室,所述输送带依次连接清洁室、第一喷涂室、第一固化室、第二喷涂室、第二固化室和烘干室,所述输送带用于输送氟碳铝单板,所述第一喷涂室用于氟碳铝单板表面的喷涂,所述第一固化室的内部均设有第一冷却机,所述第二喷涂室用于氟碳铝单板底面的喷涂,所述第二固化室的内部均设有第二冷却机,一种氟碳铝单板自动喷涂线工艺全程全自动喷涂处理,无需人工进行检测及处理,提高了氟碳铝单板