
激光填丝焊增材修补装置及修补方法.pdf

永香****能手

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
激光填丝焊增材修补装置及修补方法.pdf
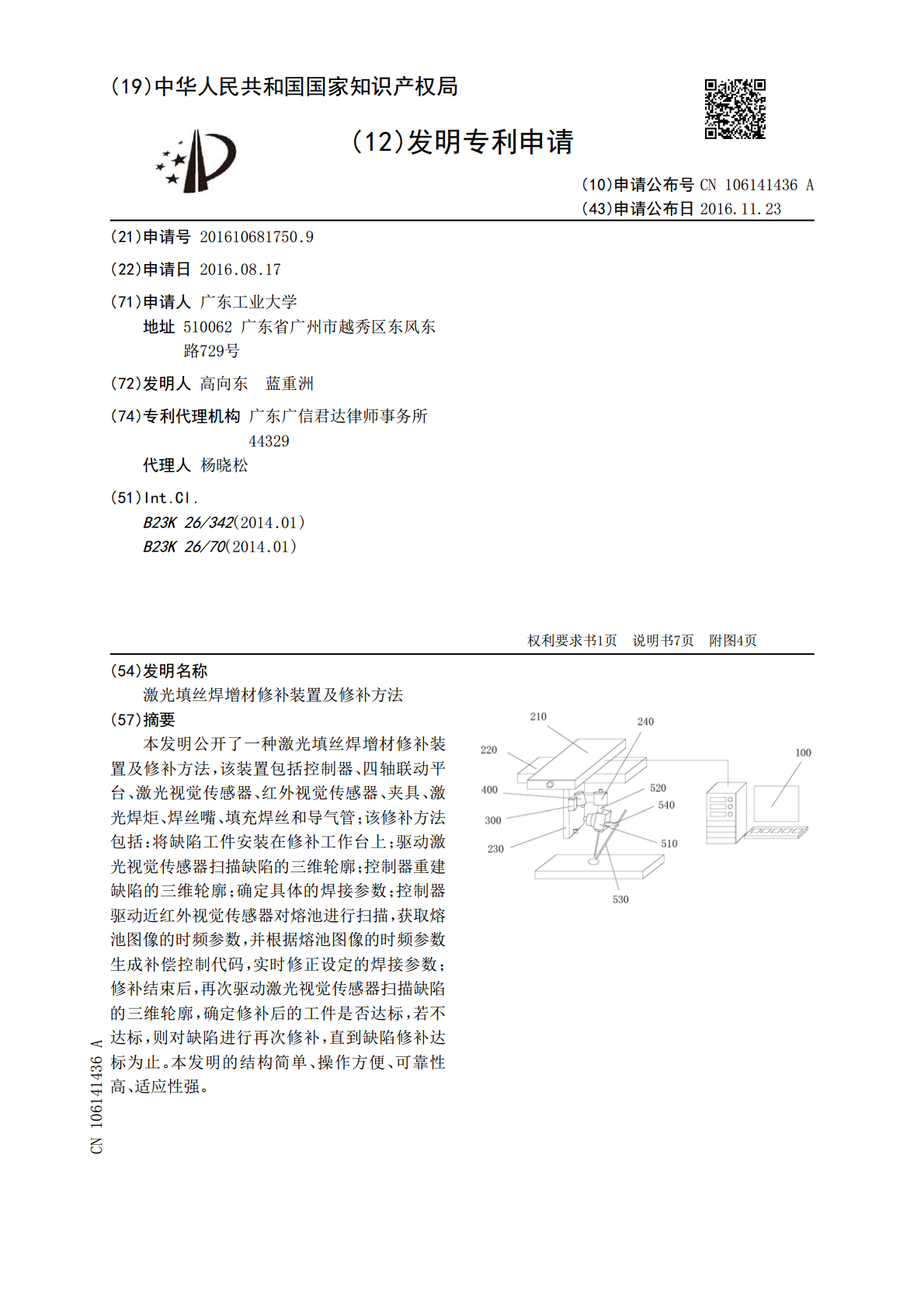
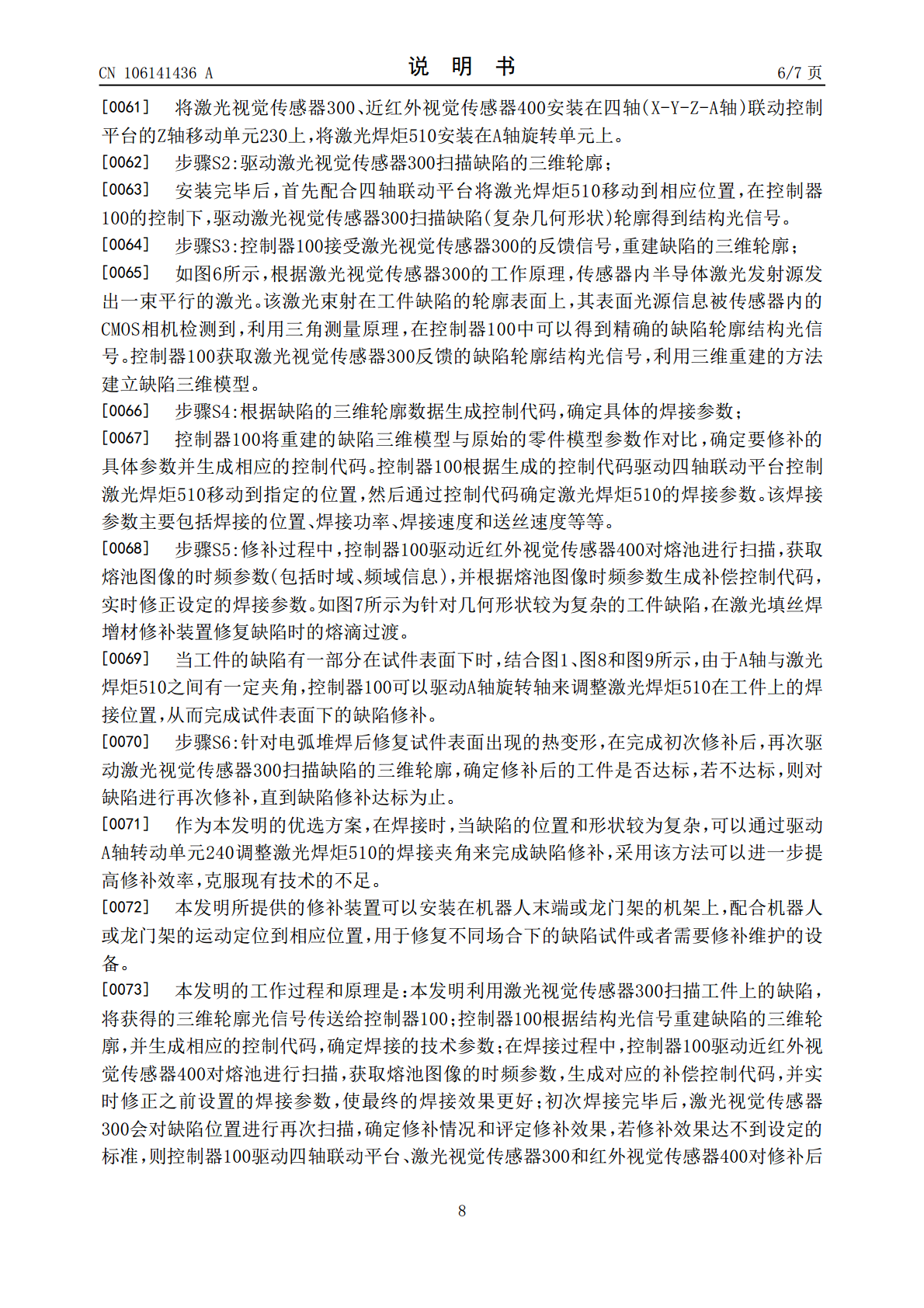
本发明公开了一种激光填丝焊增材修补装置及修补方法,该装置包括控制器、四轴联动平台、激光视觉传感器、红外视觉传感器、夹具、激光焊炬、焊丝嘴、填充焊丝和导气管;该修补方法包括:将缺陷工件安装在修补工作台上;驱动激光视觉传感器扫描缺陷的三维轮廓;控制器重建缺陷的三维轮廓;确定具体的焊接参数;控制器驱动近红外视觉传感器对熔池进行扫描,获取熔池图像的时频参数,并根据熔池图像的时频参数生成补偿控制代码,实时修正设定的焊接参数;修补结束后,再次驱动激光视觉传感器扫描缺陷的三维轮廓,确定修补后的工件是否达标,若不达标,则
激光电弧复合焊3D增材修补装置及修补方法.pdf
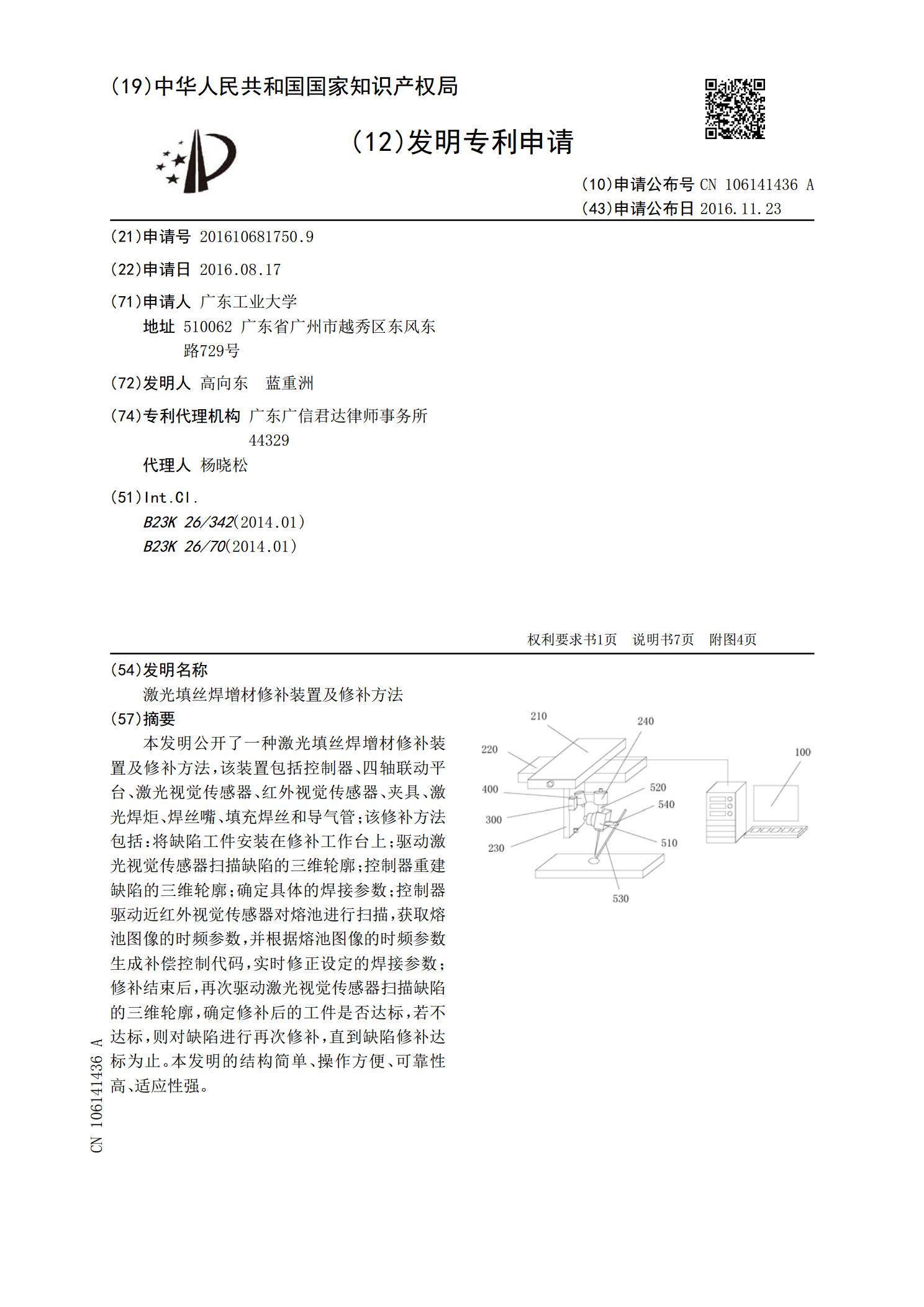
本发明公开一种激光电弧复合焊3D增材修补装置及修补方法,装置包括控制器、四轴联动平台、激光视觉传感器、红外视觉传感器、夹具、激光焊炬、电弧焊炬、填充焊丝、焊丝盘和导气管;方法包括:将缺陷工件安装在修补工作台上;驱动激光视觉传感器扫描缺陷的三维轮廓;控制器重建缺陷的三维轮廓;确定焊接参数;控制器驱动近红外视觉传感器对熔池进行扫描,获取熔池图像的时频参数,并根据熔池图像的时频参数生成补偿控制代码,实时修正设定的焊接参数;修补结束后,再次驱动激光视觉传感器扫描缺陷的三维轮廓,确定修补后的工件是否达标,若不达标,
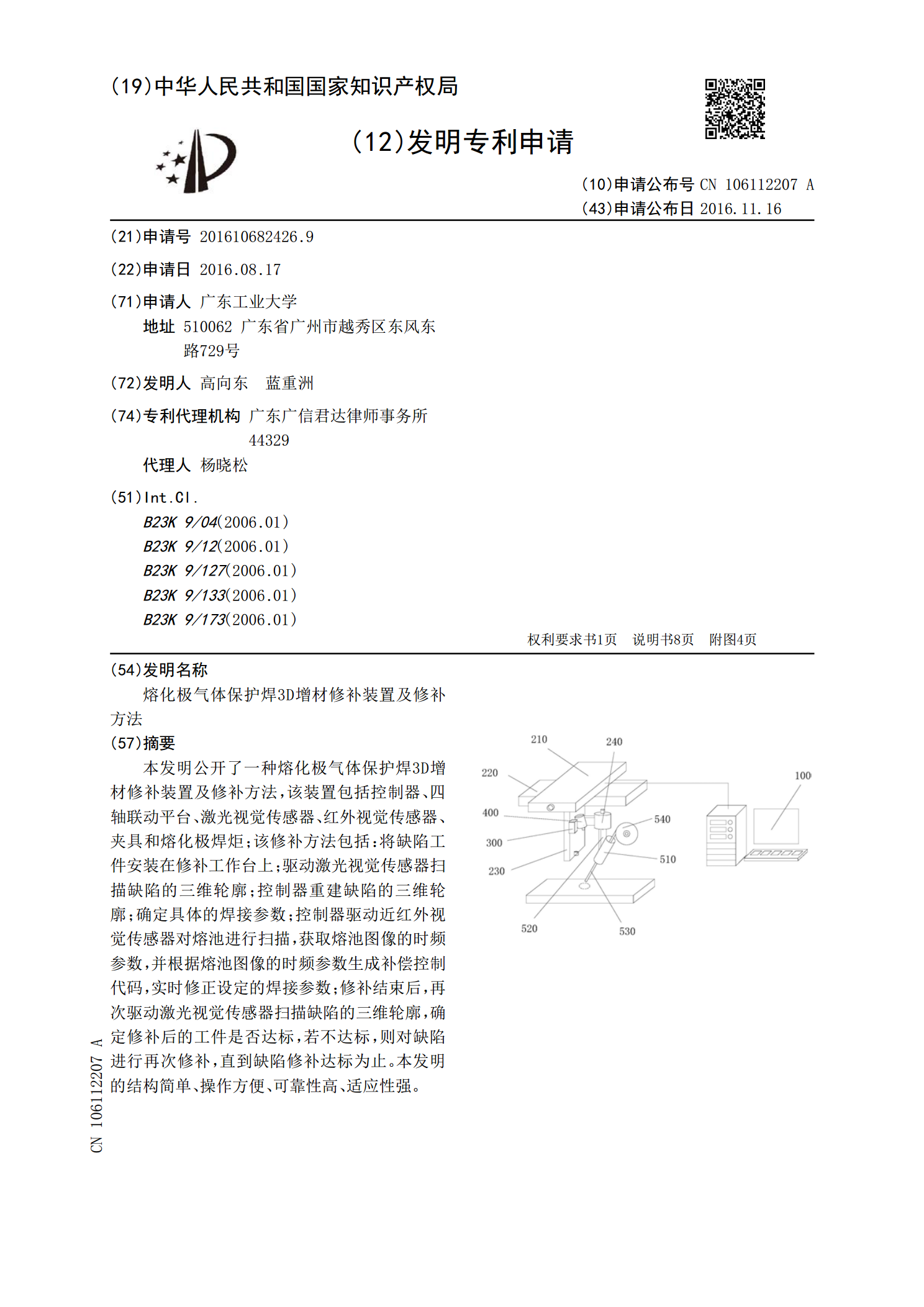
熔化极气体保护焊3D增材修补装置及修补方法.pdf
本发明公开了一种熔化极气体保护焊3D增材修补装置及修补方法,该装置包括控制器、四轴联动平台、激光视觉传感器、红外视觉传感器、夹具和熔化极焊炬;该修补方法包括:将缺陷工件安装在修补工作台上;驱动激光视觉传感器扫描缺陷的三维轮廓;控制器重建缺陷的三维轮廓;确定具体的焊接参数;控制器驱动近红外视觉传感器对熔池进行扫描,获取熔池图像的时频参数,并根据熔池图像的时频参数生成补偿控制代码,实时修正设定的焊接参数;修补结束后,再次驱动激光视觉传感器扫描缺陷的三维轮廓,确定修补后的工件是否达标,若不达标,则对缺陷进行再次

非熔化极气体保护焊3D增材修补装置及修补方法.pdf
本发明公开一种非熔化极气体保护焊3D增材修补装置及修补方法,该装置包括控制器、四轴联动平台、激光视觉传感器、红外视觉传感器、夹具、非熔化极焊炬、送丝单元和焊丝盘;该修补方法包括:将缺陷工件安装在修补工作台上;驱动激光视觉传感器扫描缺陷的三维轮廓;控制器重建缺陷的三维轮廓;确定具体的焊接参数;控制器驱动近红外视觉传感器对熔池进行扫描,获取熔池图像的时频参数,并根据熔池图像的时频参数生成补偿控制代码,实时修正设定的焊接参数;修补后,再次驱动激光视觉传感器扫描缺陷的三维轮廓,确定修补后的工件是否达标,若不达标,
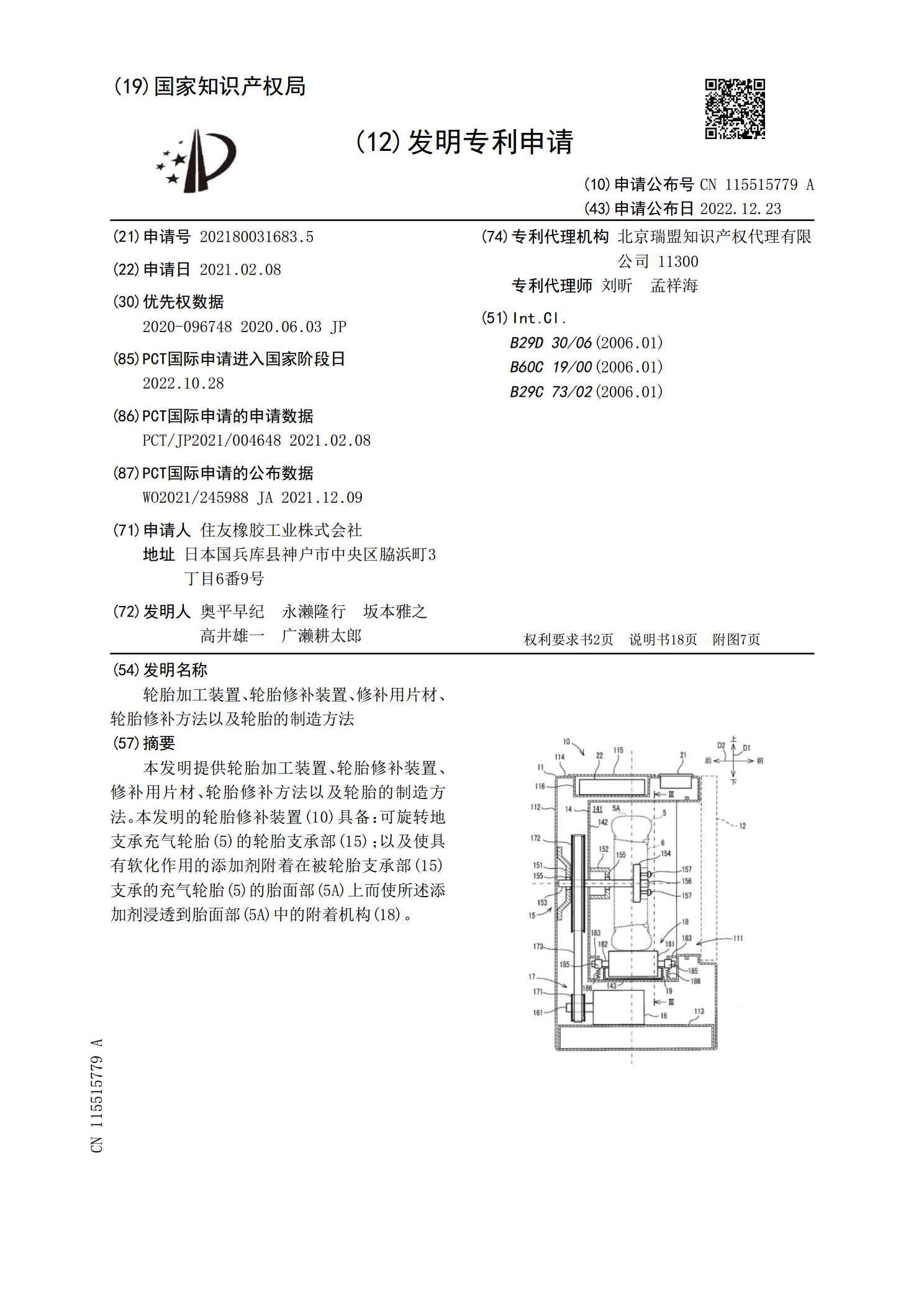
轮胎加工装置、轮胎修补装置、修补用片材、轮胎修补方法以及轮胎的制造方法.pdf
本发明提供轮胎加工装置、轮胎修补装置、修补用片材、轮胎修补方法以及轮胎的制造方法。本发明的轮胎修补装置(10)具备:可旋转地支承充气轮胎(5)的轮胎支承部(15);以及使具有软化作用的添加剂附着在被轮胎支承部(15)支承的充气轮胎(5)的胎面部(5A)上而使所述添加剂浸透到胎面部(5A)中的附着机构(18)。