
一种金属板材冲压输送装置.pdf

斌斌****公主


1/8

2/8

3/8
4/8
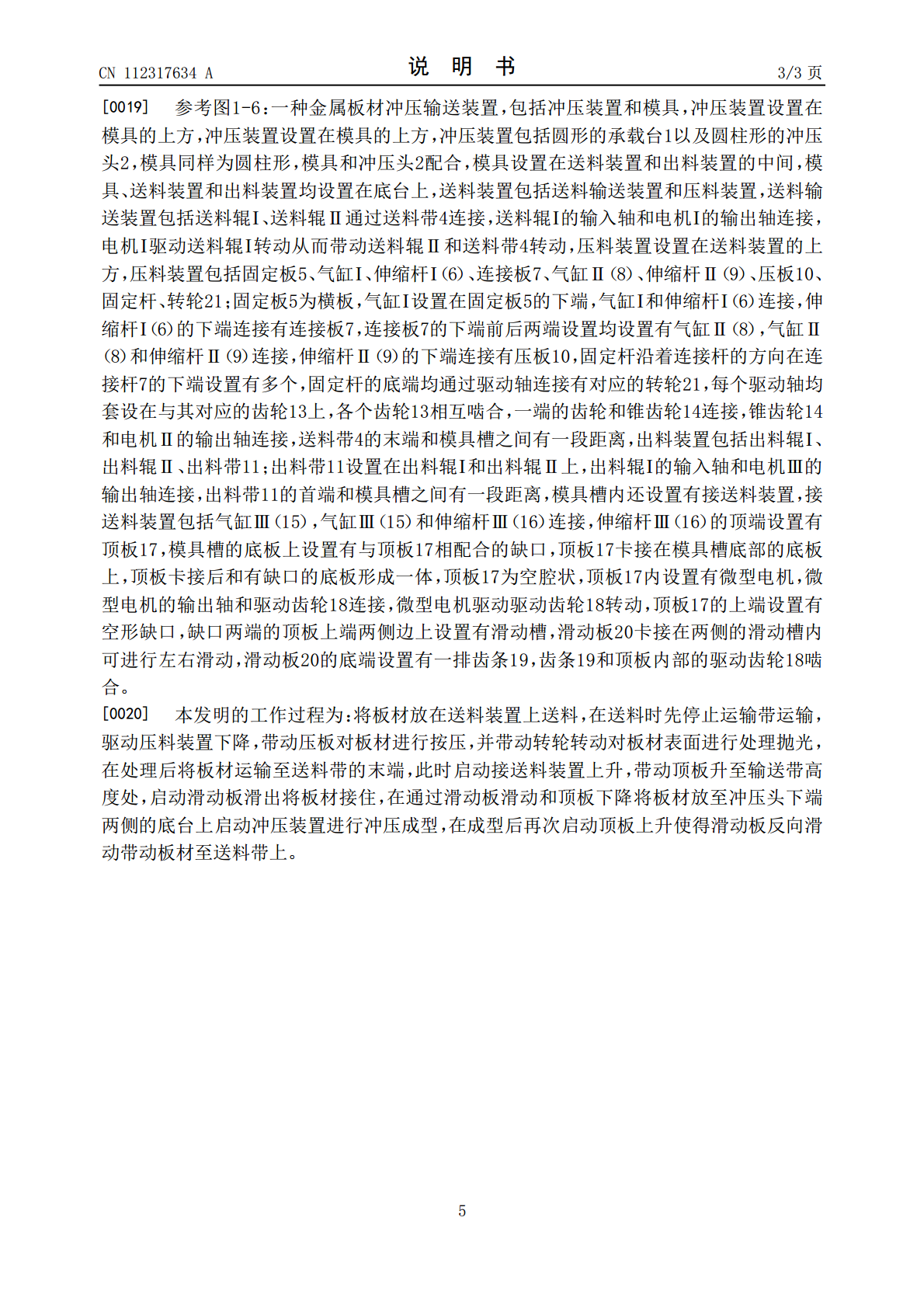
5/8

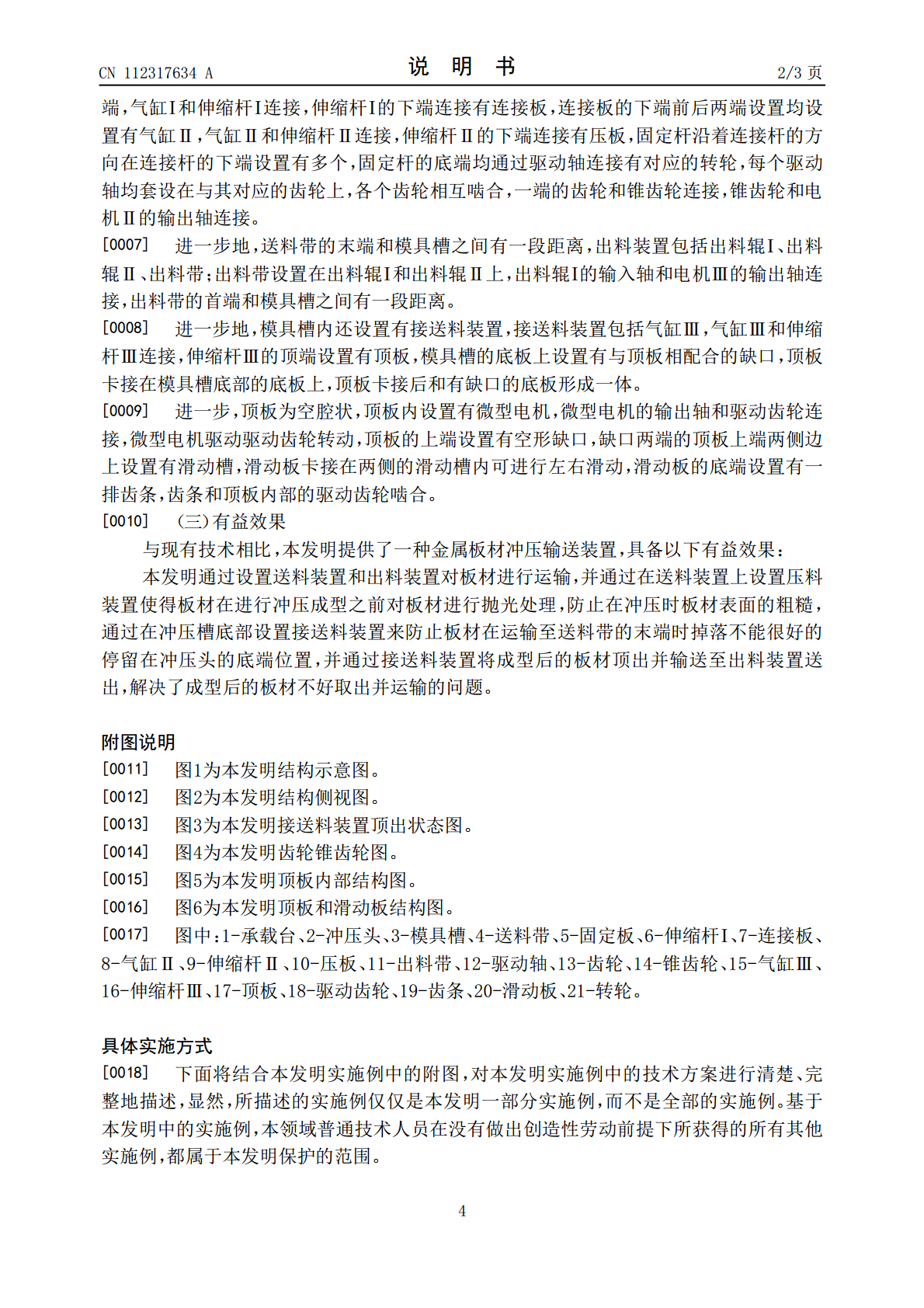
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属板材冲压输送装置.pdf
本发明为一种金属板材冲压输送装置,通过设置送料装置和出料装置对板材进行运输,并通过在送料装置上设置压料装置使得板材在进行冲压成型之前对板材进行抛光处理,防止在冲压时板材表面的粗糙,通过在冲压槽底部设置接送料装置来防止板材在运输至送料带的末端时掉落不能很好的停留在冲压头的底端位置,并通过接送料装置将成型后的板材顶出并输送至出料装置送出,解决了成型后的板材不好取出并运输的问题。
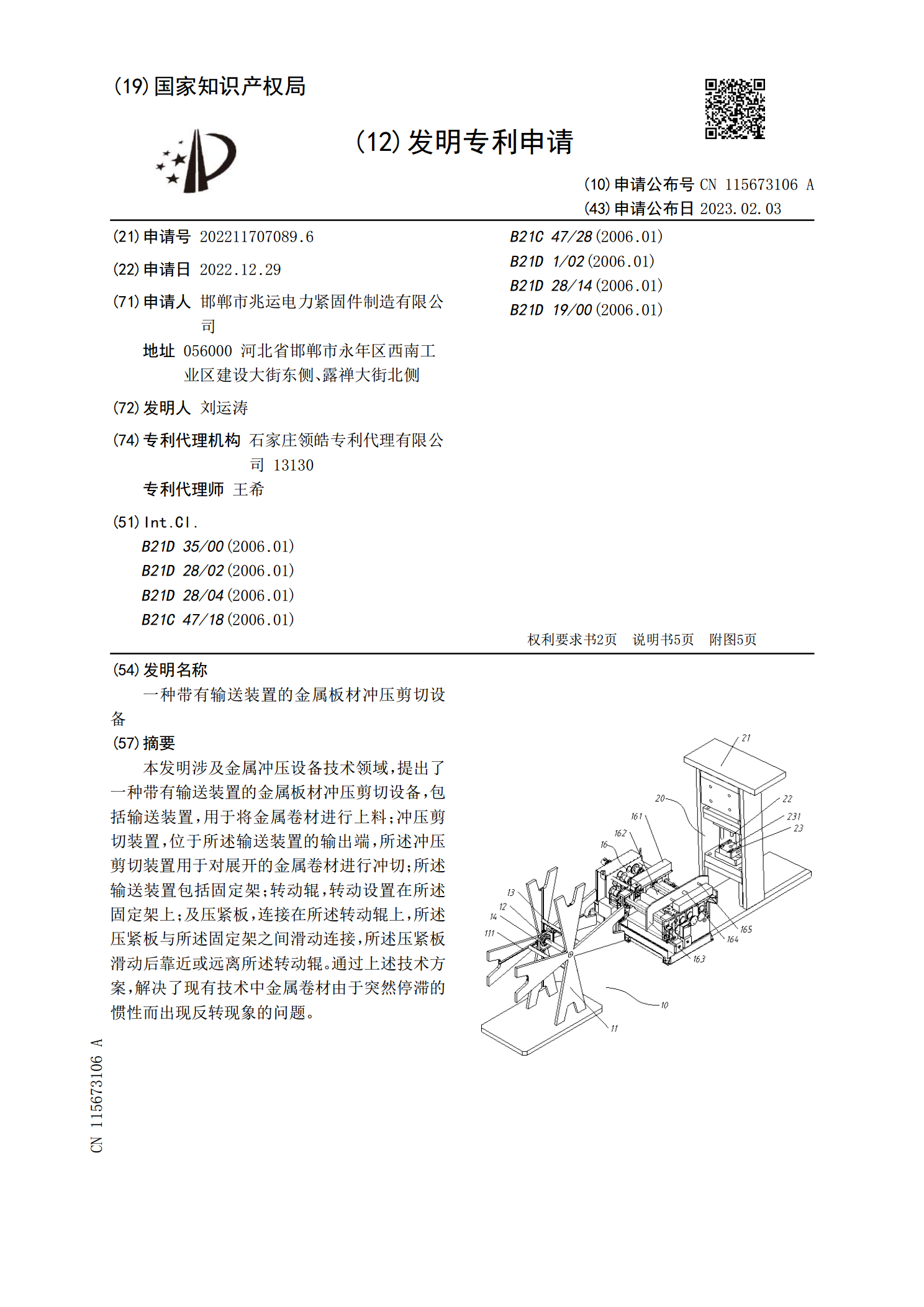
一种带有输送装置的金属板材冲压剪切设备.pdf
本发明涉及金属冲压设备技术领域,提出了一种带有输送装置的金属板材冲压剪切设备,包括输送装置,用于将金属卷材进行上料;冲压剪切装置,位于所述输送装置的输出端,所述冲压剪切装置用于对展开的金属卷材进行冲切;所述输送装置包括固定架;转动辊,转动设置在所述固定架上;及压紧板,连接在所述转动辊上,所述压紧板与所述固定架之间滑动连接,所述压紧板滑动后靠近或远离所述转动辊。通过上述技术方案,解决了现有技术中金属卷材由于突然停滞的惯性而出现反转现象的问题。

一种金属板材输送装置.pdf
本发明涉及一种金属板材输送装置,尤其涉及用于印铁制罐行业的马口铁(铝板)卷料高速开卷、矫平、剪切后板料的输送。该装置包括电机、同步带、同步带轮、传动辊、张紧辊、输送机框架、皮带垫板和输送平皮带,输送机框架设置有封闭式空间,封闭式空间连接设置吸风装置;皮带垫板覆盖设置在封闭式空间的上方,在皮带垫板上设置有多条第一小孔带,第一小孔带由纵向设置的多个连接封闭式空间的第一小孔构成,输送平皮带设置在皮带垫板的上方,输送平皮带在第一小孔带相应的位置第二小孔带,第二小孔带由纵向设置的多个连接第一小孔的第二小孔构成。该装
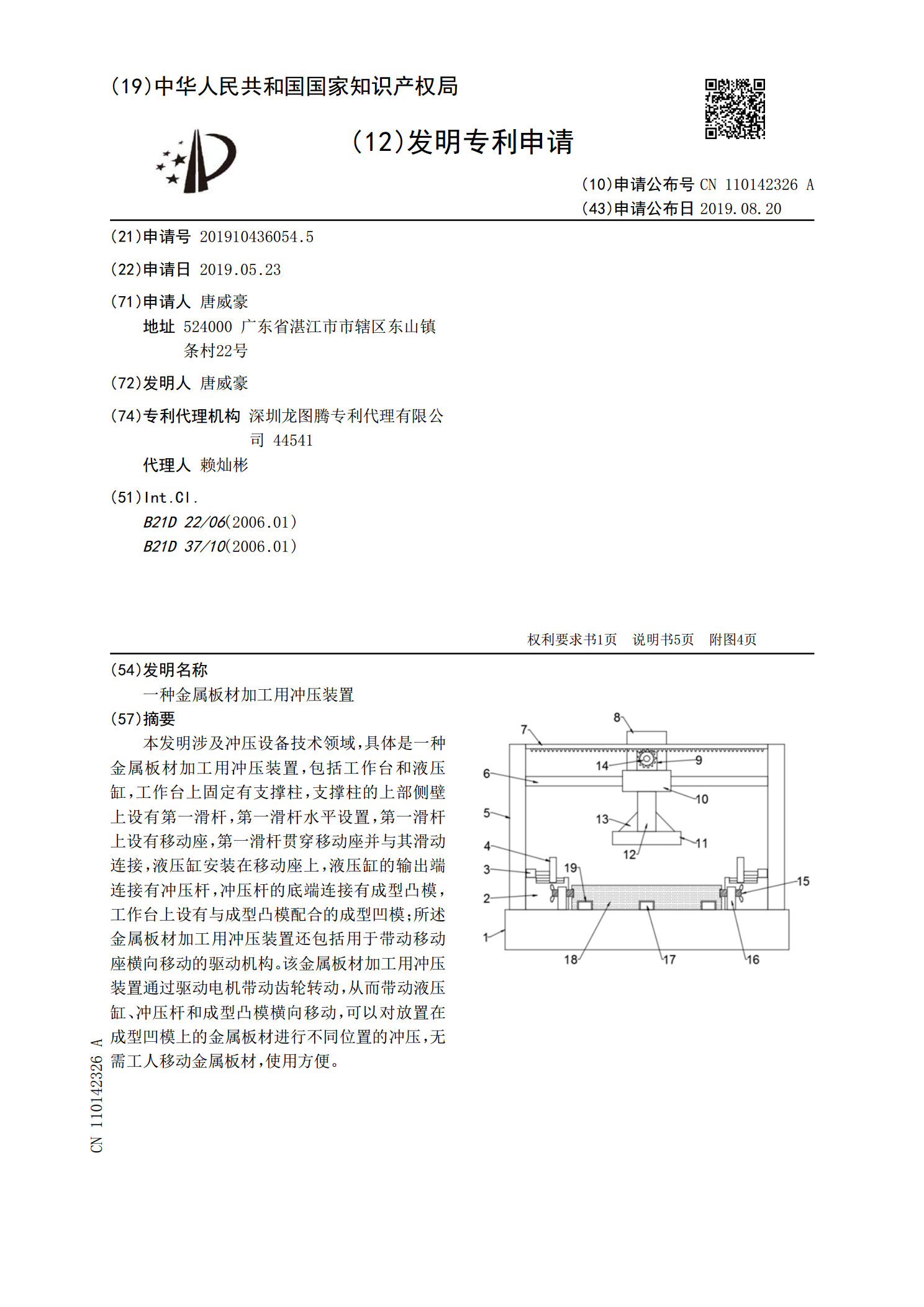
一种金属板材加工用冲压装置.pdf
本发明涉及冲压设备技术领域,具体是一种金属板材加工用冲压装置,包括工作台和液压缸,工作台上固定有支撑柱,支撑柱的上部侧壁上设有第一滑杆,第一滑杆水平设置,第一滑杆上设有移动座,第一滑杆贯穿移动座并与其滑动连接,液压缸安装在移动座上,液压缸的输出端连接有冲压杆,冲压杆的底端连接有成型凸模,工作台上设有与成型凸模配合的成型凹模;所述金属板材加工用冲压装置还包括用于带动移动座横向移动的驱动机构。该金属板材加工用冲压装置通过驱动电机带动齿轮转动,从而带动液压缸、冲压杆和成型凸模横向移动,可以对放置在成型凹模上的金
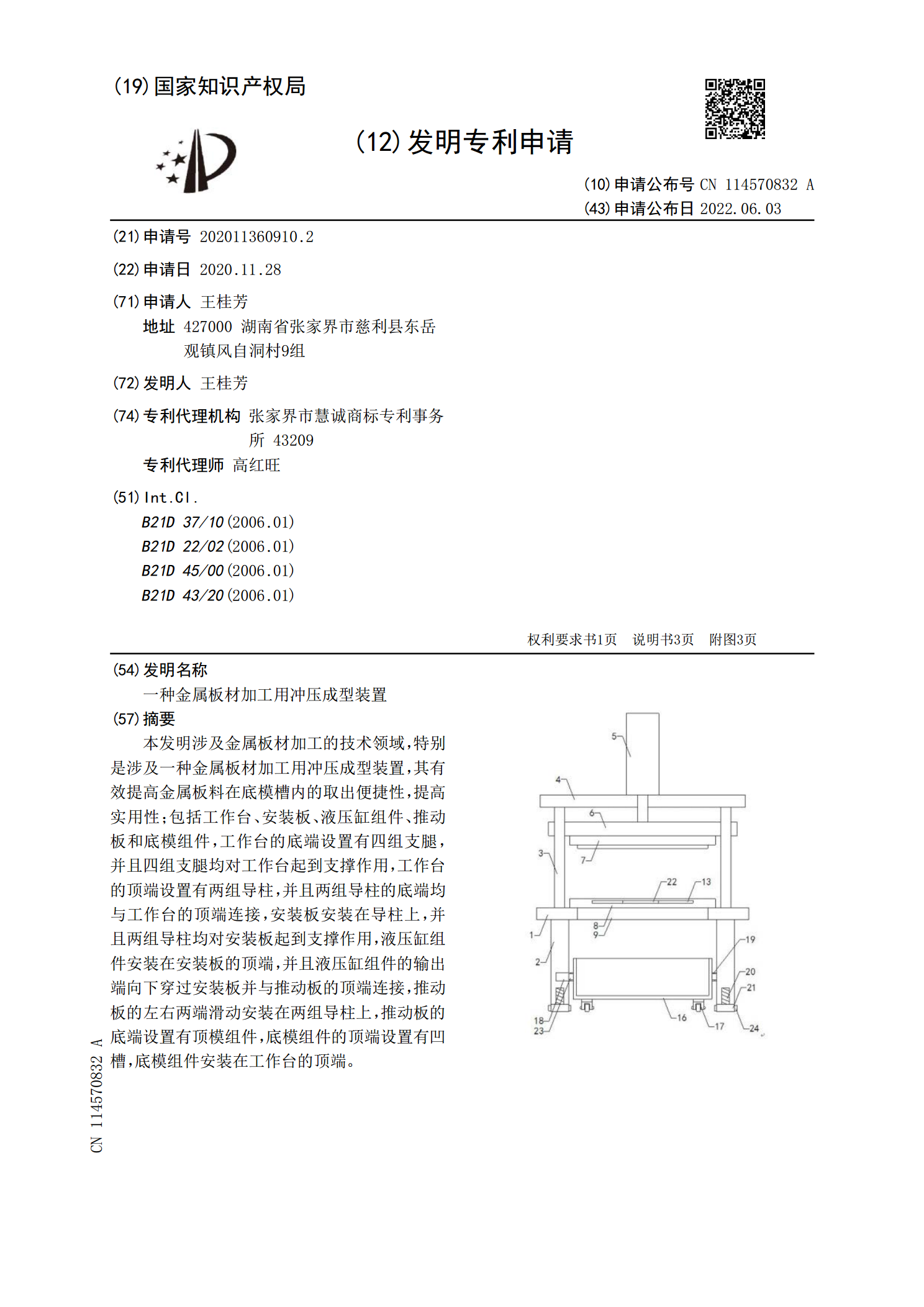
一种金属板材加工用冲压成型装置.pdf
本发明涉及金属板材加工的技术领域,特别是涉及一种金属板材加工用冲压成型装置,其有效提高金属板料在底模槽内的取出便捷性,提高实用性;包括工作台、安装板、液压缸组件、推动板和底模组件,工作台的底端设置有四组支腿,并且四组支腿均对工作台起到支撑作用,工作台的顶端设置有两组导柱,并且两组导柱的底端均与工作台的顶端连接,安装板安装在导柱上,并且两组导柱均对安装板起到支撑作用,液压缸组件安装在安装板的顶端,并且液压缸组件的输出端向下穿过安装板并与推动板的顶端连接,推动板的左右两端滑动安装在两组导柱上,推动板的底端设置