
金属制品表面构件及其抛光加工方法.pdf

篷璐****爱吗


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属制品表面构件及其抛光加工方法.pdf
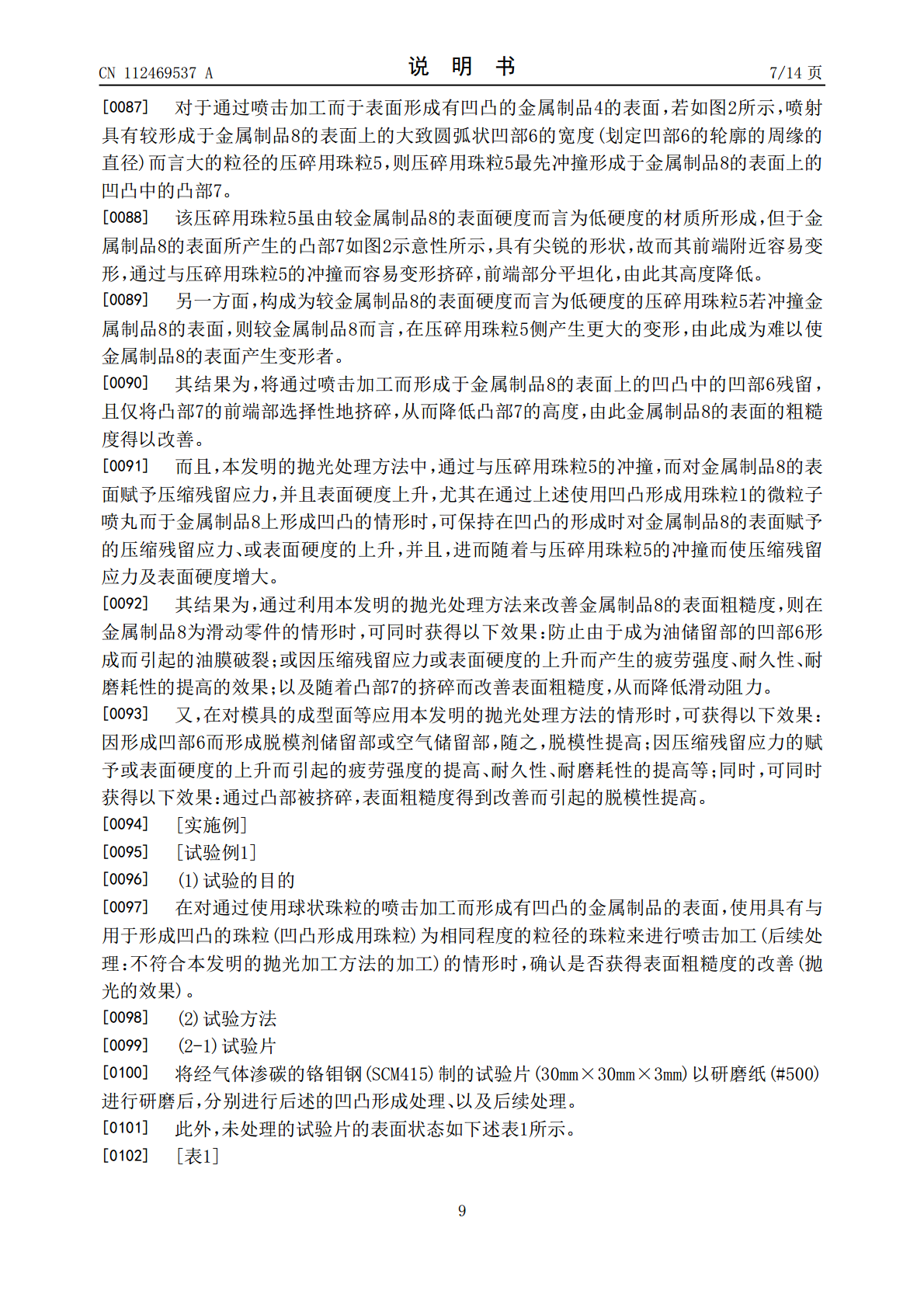
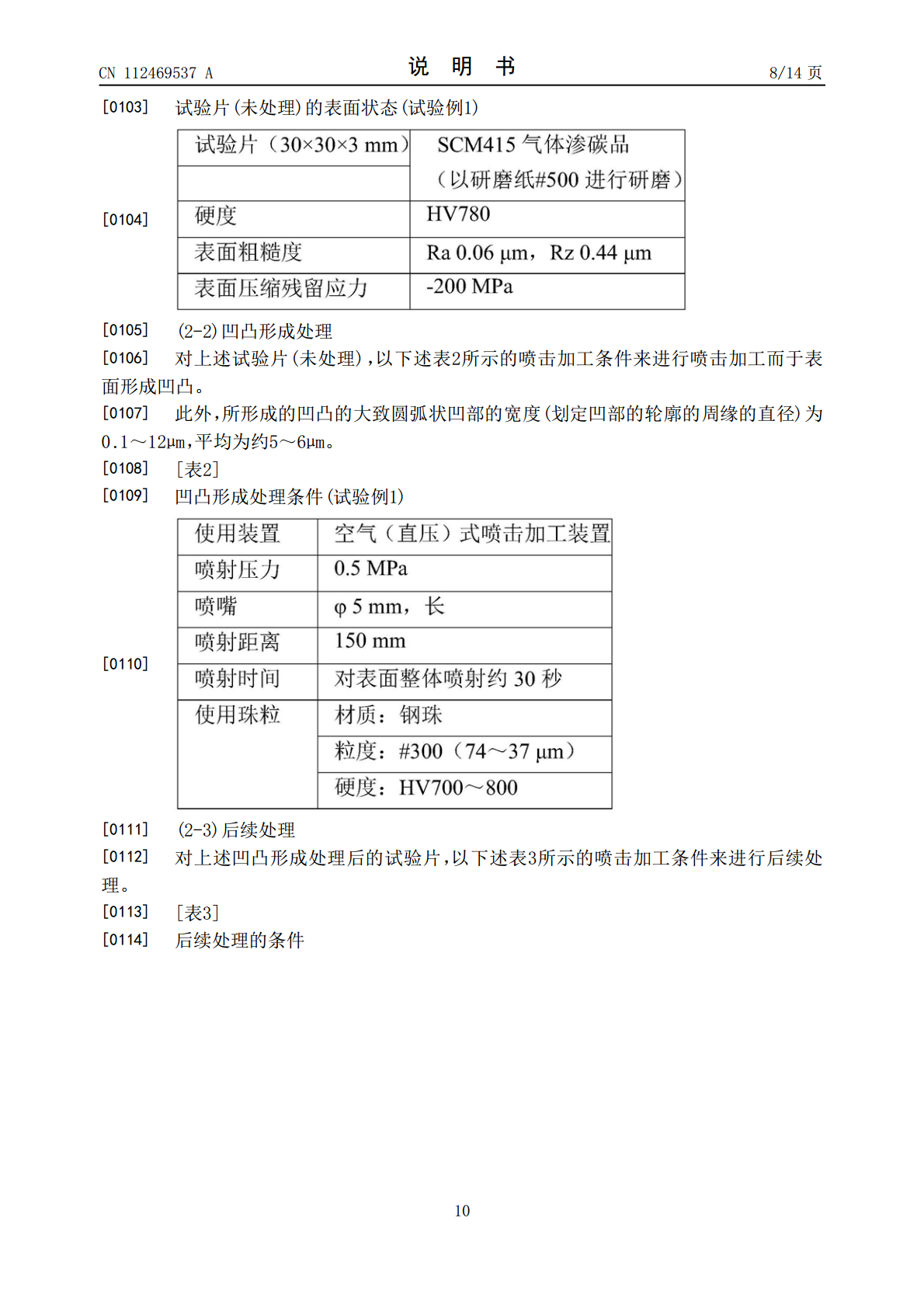
将通过喷击加工而于表面形成有凹凸的金属制品表面的凹部残留且将凸部碾碎而改善表面粗糙度,并且提高表面硬度及压缩残留应力。提供一种金属制品表面构件,其将通过喷击加工而于表面形成有凹凸的金属制品作为处理对象,将较上述金属制品的表面硬度而言为低硬度且具有较上述凹凸的凹部的宽度大的粒径的球状珠粒作为压碎用珠粒,对上述金属制品的表面喷射,并且使其冲撞,将形成于上述金属制品的表面上的凹凸中的凸部选择性地挤碎,由此改善上述金属制品的表面粗糙度。
一种板材表面抛光装置及其加工方法.pdf
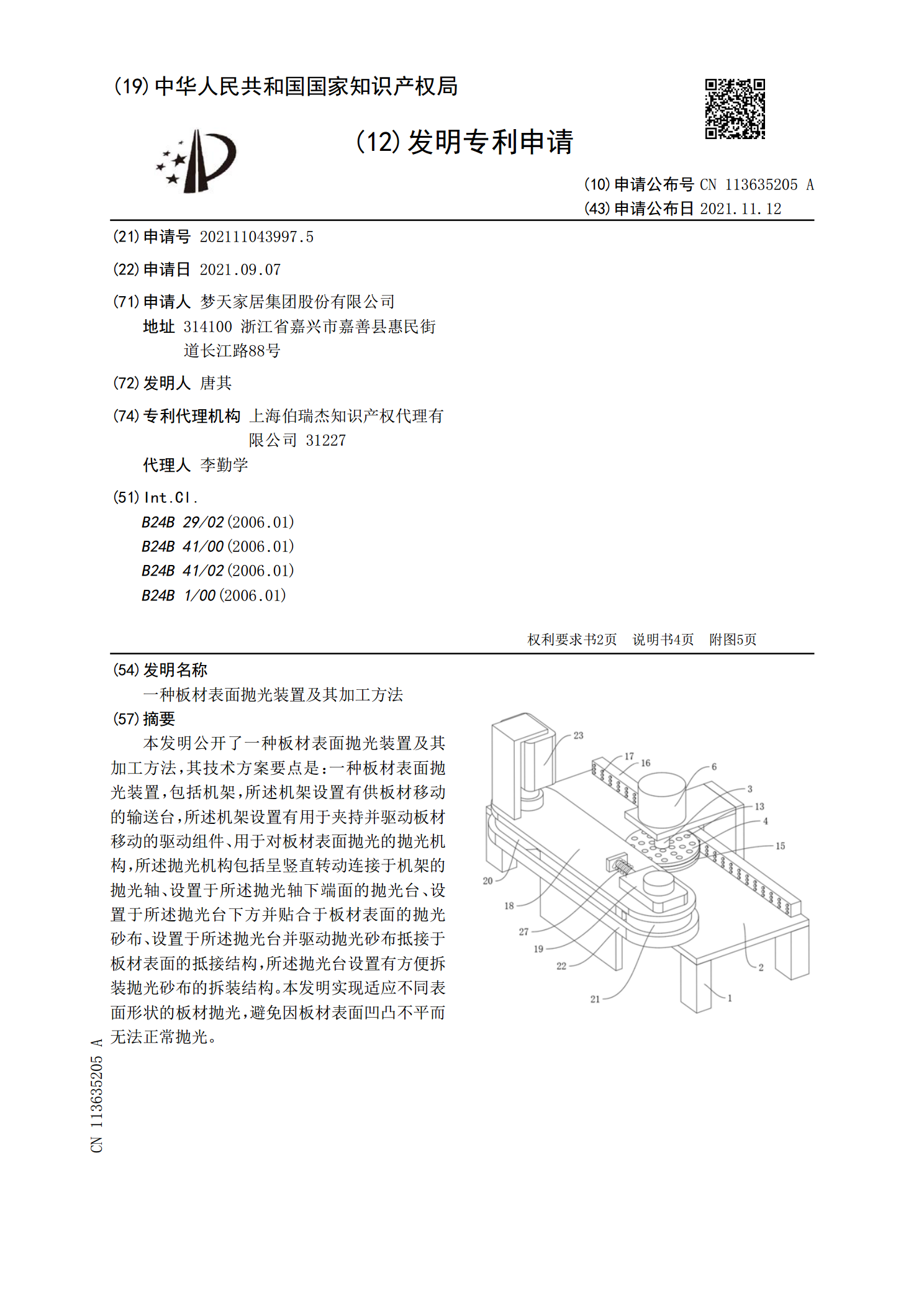
本发明公开了一种板材表面抛光装置及其加工方法,其技术方案要点是:一种板材表面抛光装置,包括机架,所述机架设置有供板材移动的输送台,所述机架设置有用于夹持并驱动板材移动的驱动组件、用于对板材表面抛光的抛光机构,所述抛光机构包括呈竖直转动连接于机架的抛光轴、设置于所述抛光轴下端面的抛光台、设置于所述抛光台下方并贴合于板材表面的抛光砂布、设置于所述抛光台并驱动抛光砂布抵接于板材表面的抵接结构,所述抛光台设置有方便拆装抛光砂布的拆装结构。本发明实现适应不同表面形状的板材抛光,避免因板材表面凹凸不平而无法正常抛光。
一种用于金属制品表面加工的抛光装置.pdf
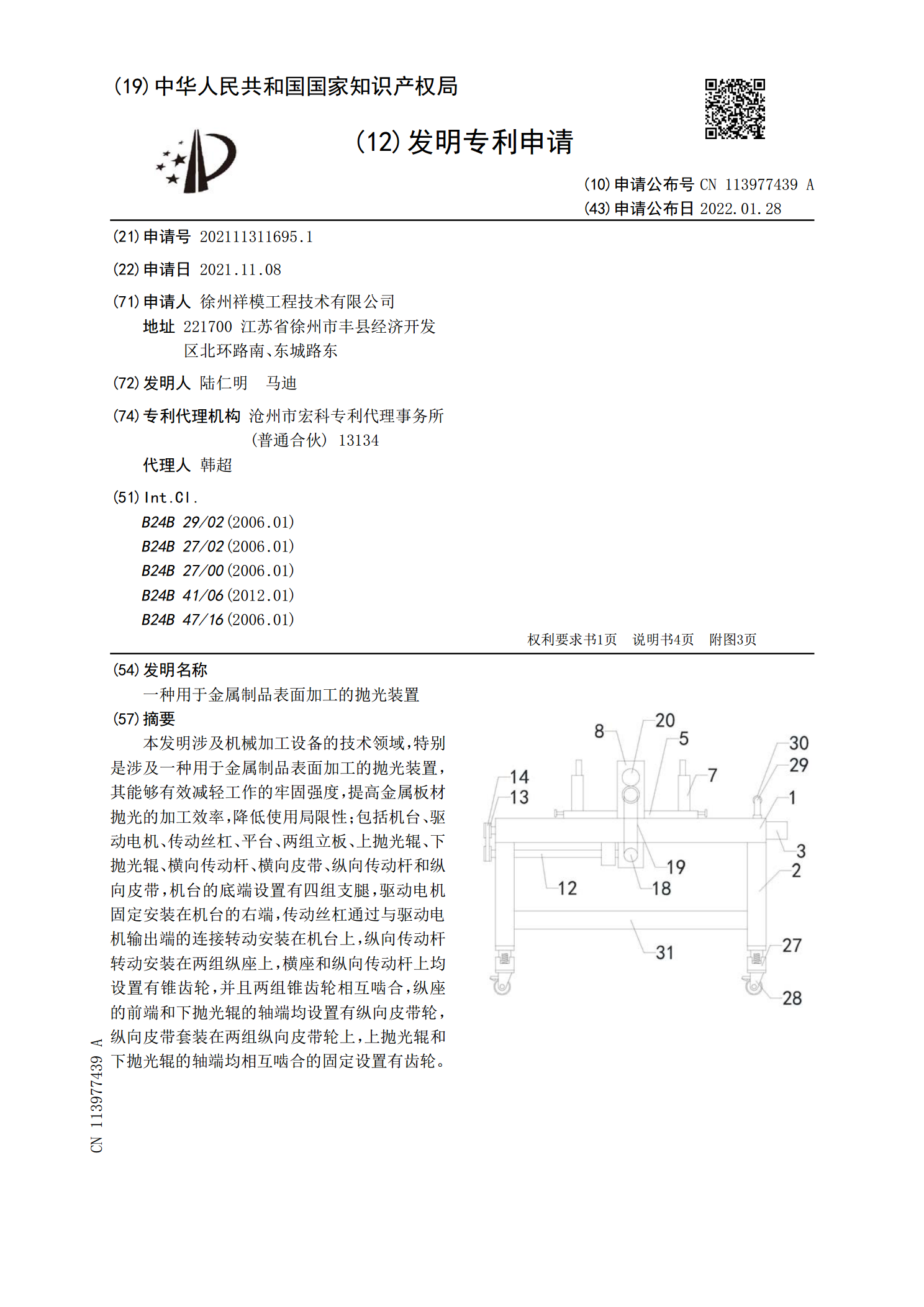
本发明涉及机械加工设备的技术领域,特别是涉及一种用于金属制品表面加工的抛光装置,其能够有效减轻工作的牢固强度,提高金属板材抛光的加工效率,降低使用局限性;包括机台、驱动电机、传动丝杠、平台、两组立板、上抛光辊、下抛光辊、横向传动杆、横向皮带、纵向传动杆和纵向皮带,机台的底端设置有四组支腿,驱动电机固定安装在机台的右端,传动丝杠通过与驱动电机输出端的连接转动安装在机台上,纵向传动杆转动安装在两组纵座上,横座和纵向传动杆上均设置有锥齿轮,并且两组锥齿轮相互啮合,纵座的前端和下抛光辊的轴端均设置有纵向皮带轮,纵
机件外表面抛光加工方法.pdf
本发明涉及一种机件外表面抛光加工方法,包括顺序进行的以下工艺步骤:用ZnO涂覆于抛光轮表面,该抛光轮采用加厚的特制细毛毡制成;加工零件:首先,把机件安装在普通机床上,抛光轮压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,最后,加工完成后,把刀架横向移开,使抛光轮停止转动,卸下机件。本发明的优点是:可以使机件的表面光洁度达到Ra0.4-Ra0.01,表面硬度提高20%以上,大大提高了机件表面的耐磨性,同时加工活件的定位基准为同一基准,行位公差容易保证;该加工方法简单、易操作、费用低;能
一种金属制品加工用表面抛光装置.pdf
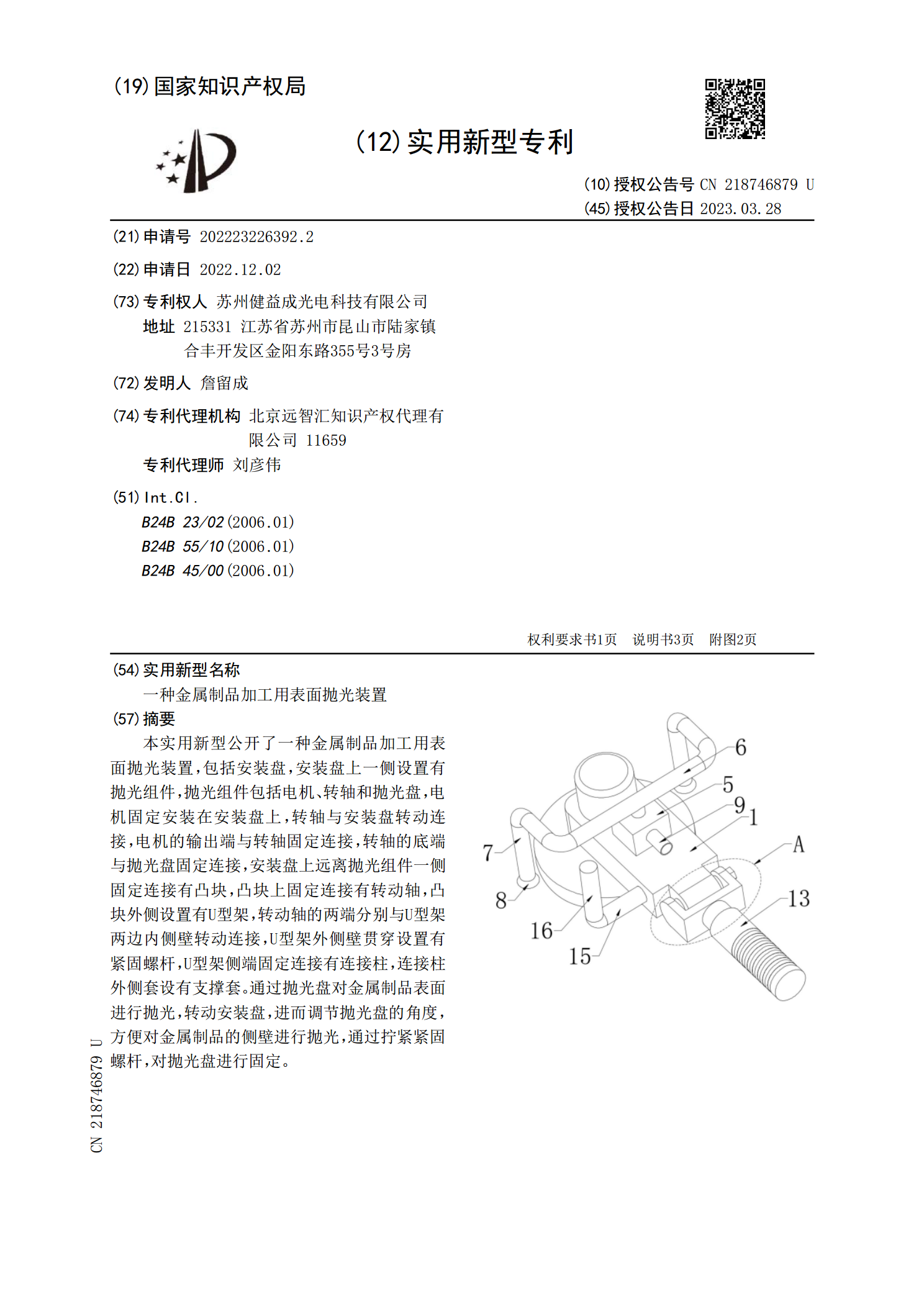
本实用新型公开了一种金属制品加工用表面抛光装置,包括安装盘,安装盘上一侧设置有抛光组件,抛光组件包括电机、转轴和抛光盘,电机固定安装在安装盘上,转轴与安装盘转动连接,电机的输出端与转轴固定连接,转轴的底端与抛光盘固定连接,安装盘上远离抛光组件一侧固定连接有凸块,凸块上固定连接有转动轴,凸块外侧设置有U型架,转动轴的两端分别与U型架两边内侧壁转动连接,U型架外侧壁贯穿设置有紧固螺杆,U型架侧端固定连接有连接柱,连接柱外侧套设有支撑套。通过抛光盘对金属制品表面进行抛光,转动安装盘,进而调节抛光盘的角度,方便对