
一种提高锂离子电池极片辊压效率的方法.pdf

猫巷****熙柔


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高锂离子电池极片辊压效率的方法.pdf
本发明公开了一种提高锂离子电池极片辊压效率的方法,包括以下步骤:S1、涂布预留连接区:在锂离子电池浆料涂布的过程中,在集流体上预留连接区;S2、首卷辊压:把第一涂膜卷设置在第一放卷辊,对首卷涂膜卷进行辊压;S3、接卷前处理:把待辊压的第二涂膜卷固定到第二放卷辊上,涂覆导电胶,牵引至单缝吸移箱单缝入口处,等待接卷;S4、启动接卷:当第一涂膜卷即将辊压完成时,启动单缝吸移箱的真空抽吸工作,把第二涂膜卷的头部吸附进入单缝吸移箱内把第二涂膜卷的头部粘附到第一涂膜卷的尾部完成两涂膜卷的接卷。本发明的提高锂离子电池极

一种电池极片辊压装置及辊压方法.pdf
本发明涉及一种电池极片辊压装置及辊压方法。电池极片辊压装置包括上辊轮和位于上辊轮下方的下辊轮,下辊轮左侧和右侧分别设有进料传送带和出料传送带;进料传送带和出料传送带上均设有托盘。本发明的目的在于提供一种电池极片辊压装置及辊压方法,该电池极片辊压装置可以对分切后的电池极片进行连续辊压;该电池极片的辊压方法对电池极片先分切再进行辊压,使得分切后的极片在辊压时受力均匀,防止极片褶皱和断裂,提高了电池极片的辊压效率。
锂离子电池极片辊压装置.pdf
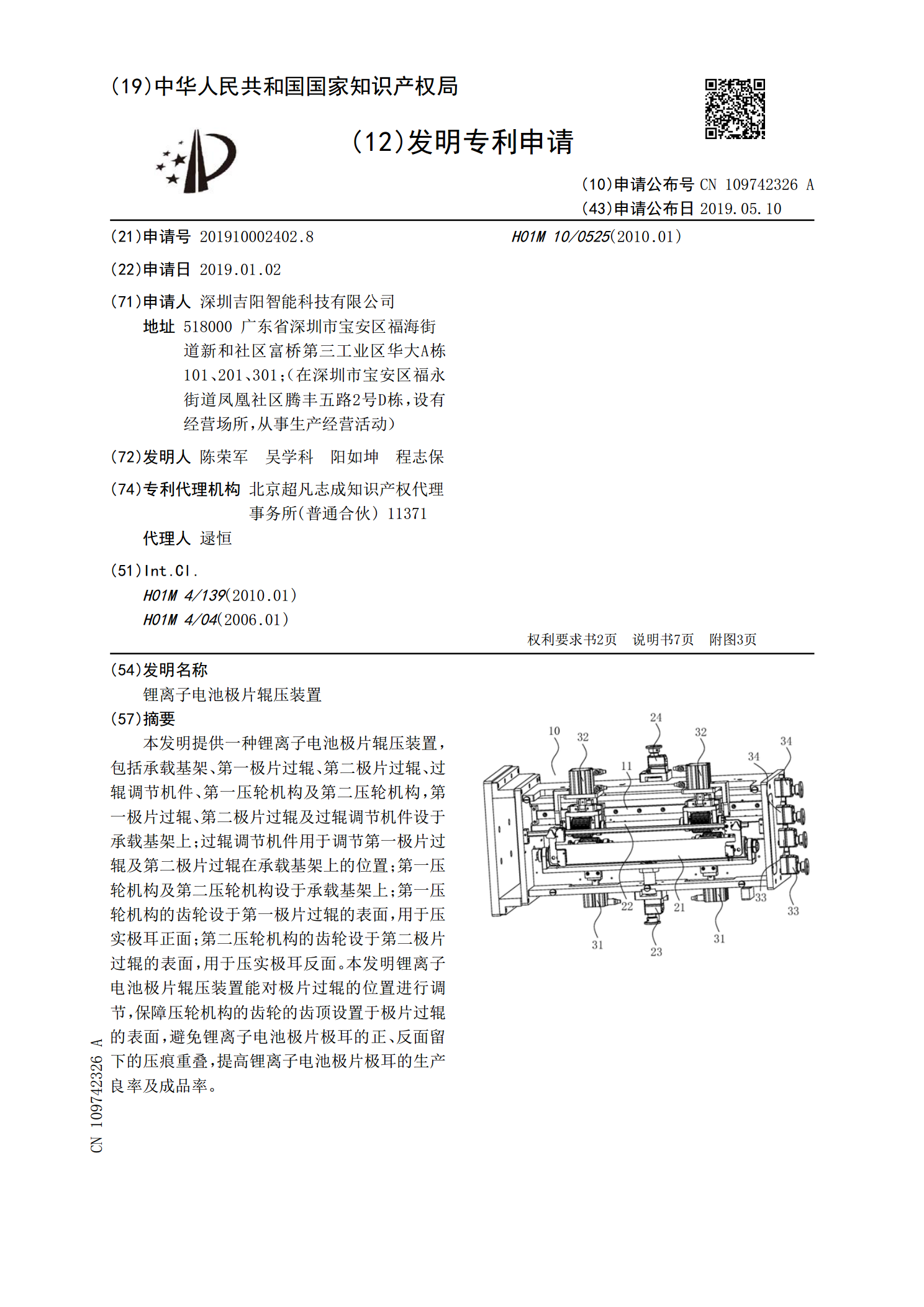
本发明提供一种锂离子电池极片辊压装置,包括承载基架、第一极片过辊、第二极片过辊、过辊调节机件、第一压轮机构及第二压轮机构,第一极片过辊、第二极片过辊及过辊调节机件设于承载基架上;过辊调节机件用于调节第一极片过辊及第二极片过辊在承载基架上的位置;第一压轮机构及第二压轮机构设于承载基架上;第一压轮机构的齿轮设于第一极片过辊的表面,用于压实极耳正面;第二压轮机构的齿轮设于第二极片过辊的表面,用于压实极耳反面。本发明锂离子电池极片辊压装置能对极片过辊的位置进行调节,保障压轮机构的齿轮的齿顶设置于极片过辊的表面,避
极片辊压除皱的处理装置及处理方法.pdf
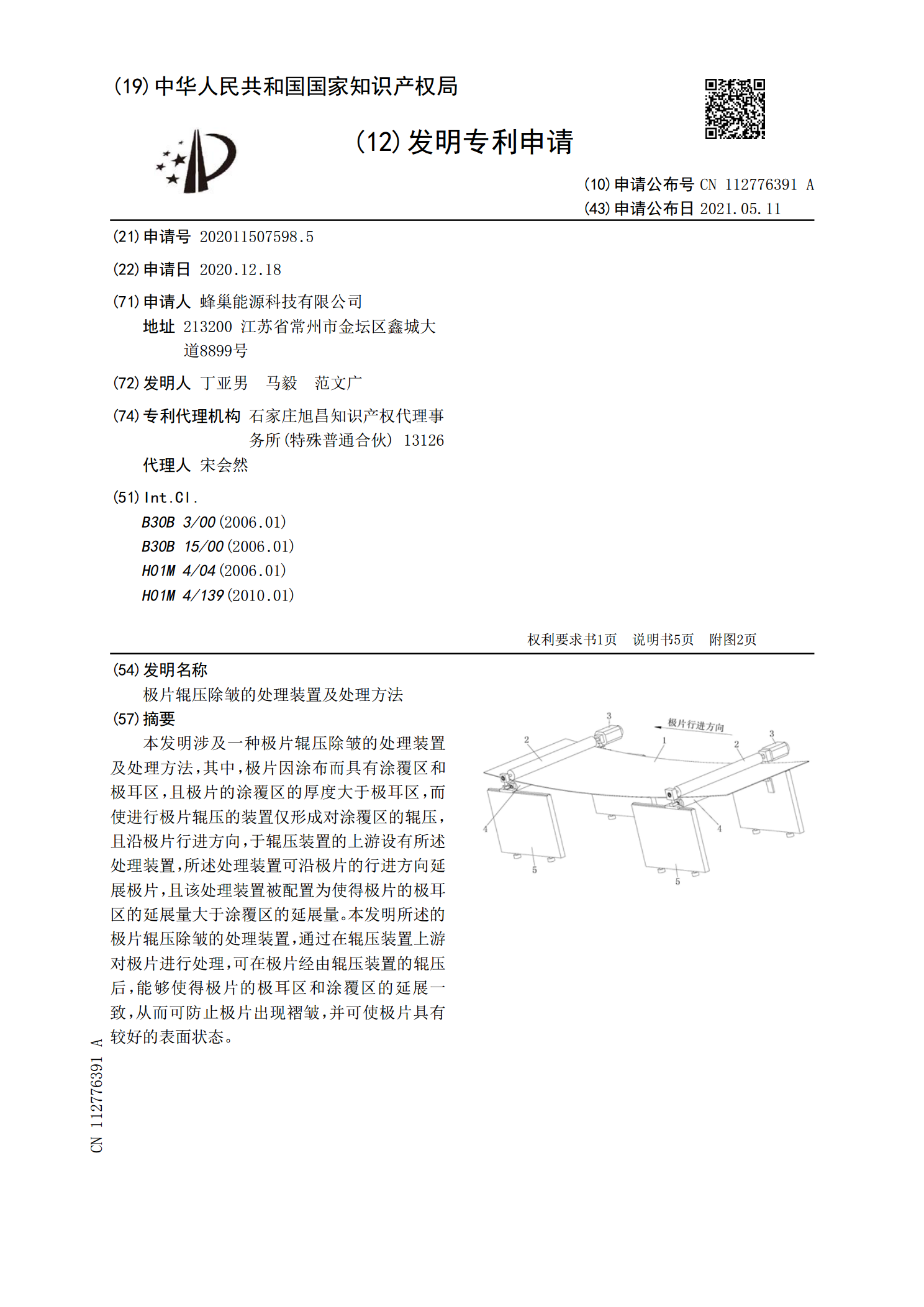
本发明涉及一种极片辊压除皱的处理装置及处理方法,其中,极片因涂布而具有涂覆区和极耳区,且极片的涂覆区的厚度大于极耳区,而使进行极片辊压的装置仅形成对涂覆区的辊压,且沿极片行进方向,于辊压装置的上游设有所述处理装置,所述处理装置可沿极片的行进方向延展极片,且该处理装置被配置为使得极片的极耳区的延展量大于涂覆区的延展量。本发明所述的极片辊压除皱的处理装置,通过在辊压装置上游对极片进行处理,可在极片经由辊压装置的辊压后,能够使得极片的极耳区和涂覆区的延展一致,从而可防止极片出现褶皱,并可使极片具有较好的表面状态
一种电池生产极片辊压设备.pdf
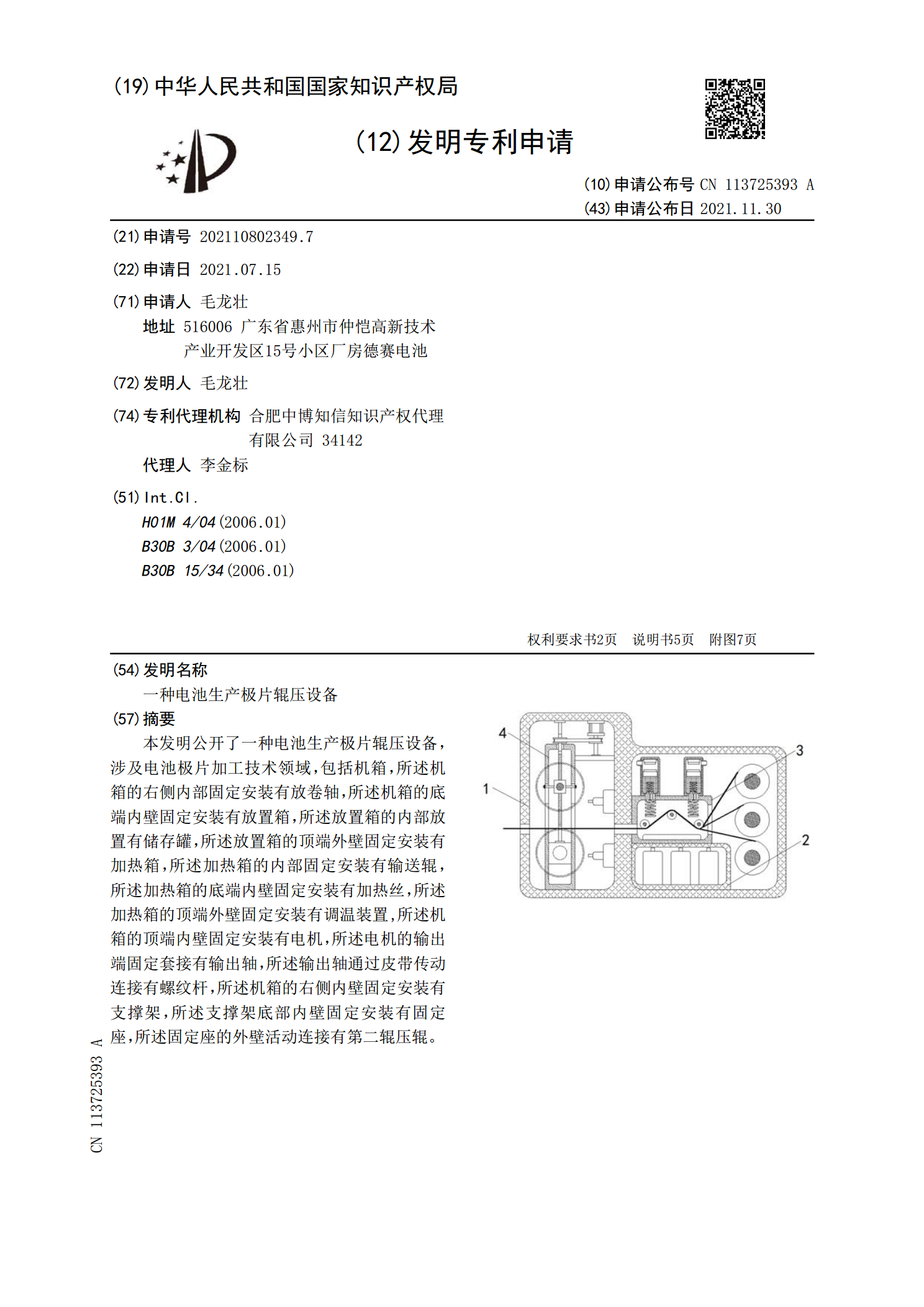
本发明公开了一种电池生产极片辊压设备,涉及电池极片加工技术领域,包括机箱,所述机箱的右侧内部固定安装有放卷轴,所述机箱的底端内壁固定安装有放置箱,所述放置箱的内部放置有储存罐,所述放置箱的顶端外壁固定安装有加热箱,所述加热箱的内部固定安装有输送辊,所述加热箱的底端内壁固定安装有加热丝,所述加热箱的顶端外壁固定安装有调温装置,所述机箱的顶端内壁固定安装有电机,所述电机的输出端固定套接有输出轴,所述输出轴通过皮带传动连接有螺纹杆,所述机箱的右侧内壁固定安装有支撑架,所述支撑架底部内壁固定安装有固定座,所述固定