
电池极片制备方法.pdf

是秋****写意

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电池极片的制备装置以及电池极片的制备方法.pdf
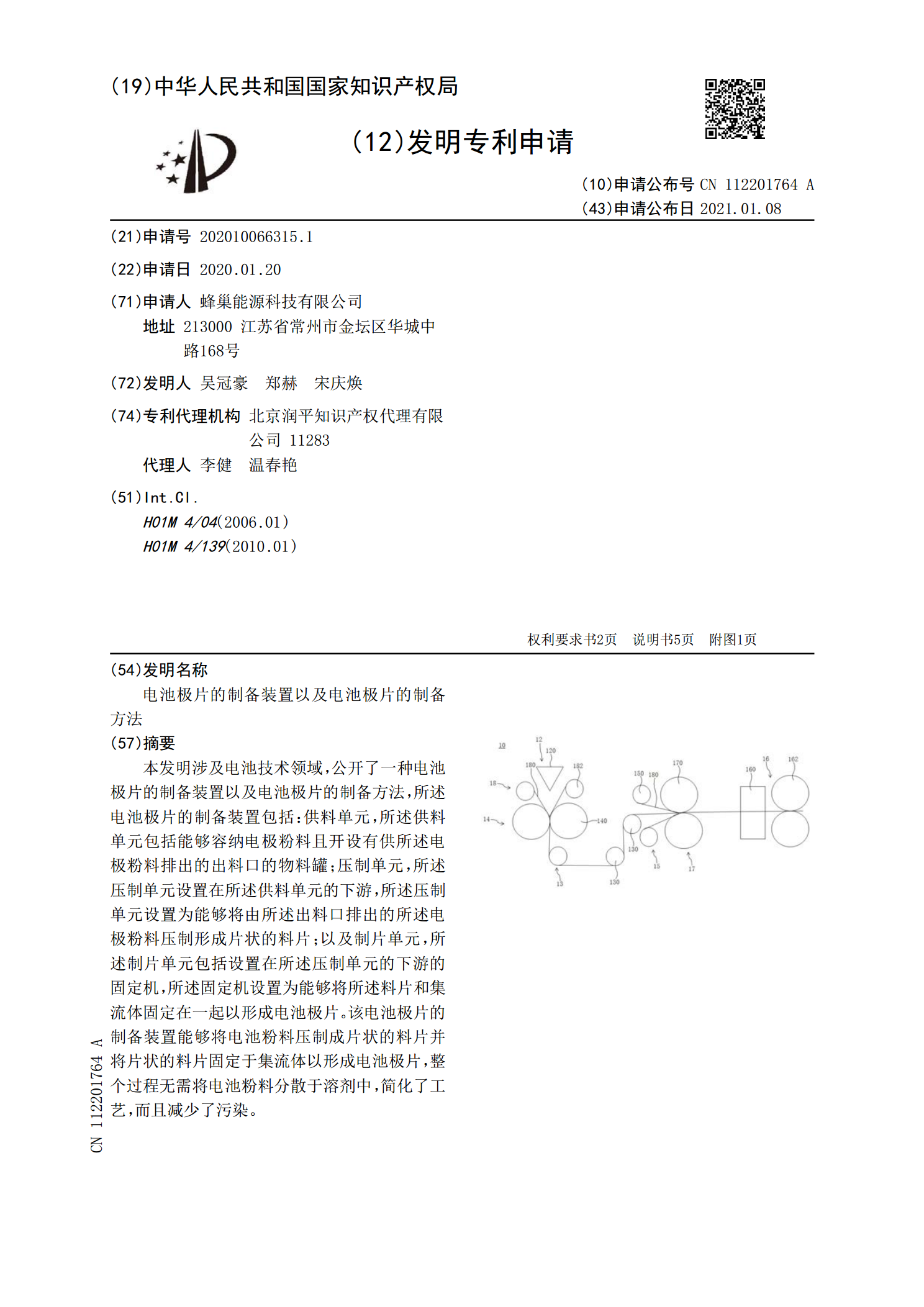
本发明涉及电池技术领域,公开了一种电池极片的制备装置以及电池极片的制备方法,所述电池极片的制备装置包括:供料单元,所述供料单元包括能够容纳电极粉料且开设有供所述电极粉料排出的出料口的物料罐;压制单元,所述压制单元设置在所述供料单元的下游,所述压制单元设置为能够将由所述出料口排出的所述电极粉料压制形成片状的料片;以及制片单元,所述制片单元包括设置在所述压制单元的下游的固定机,所述固定机设置为能够将所述料片和集流体固定在一起以形成电池极片。该电池极片的制备装置能够将电池粉料压制成片状的料片并将片状的料片固定于

电池极片制备方法.pdf
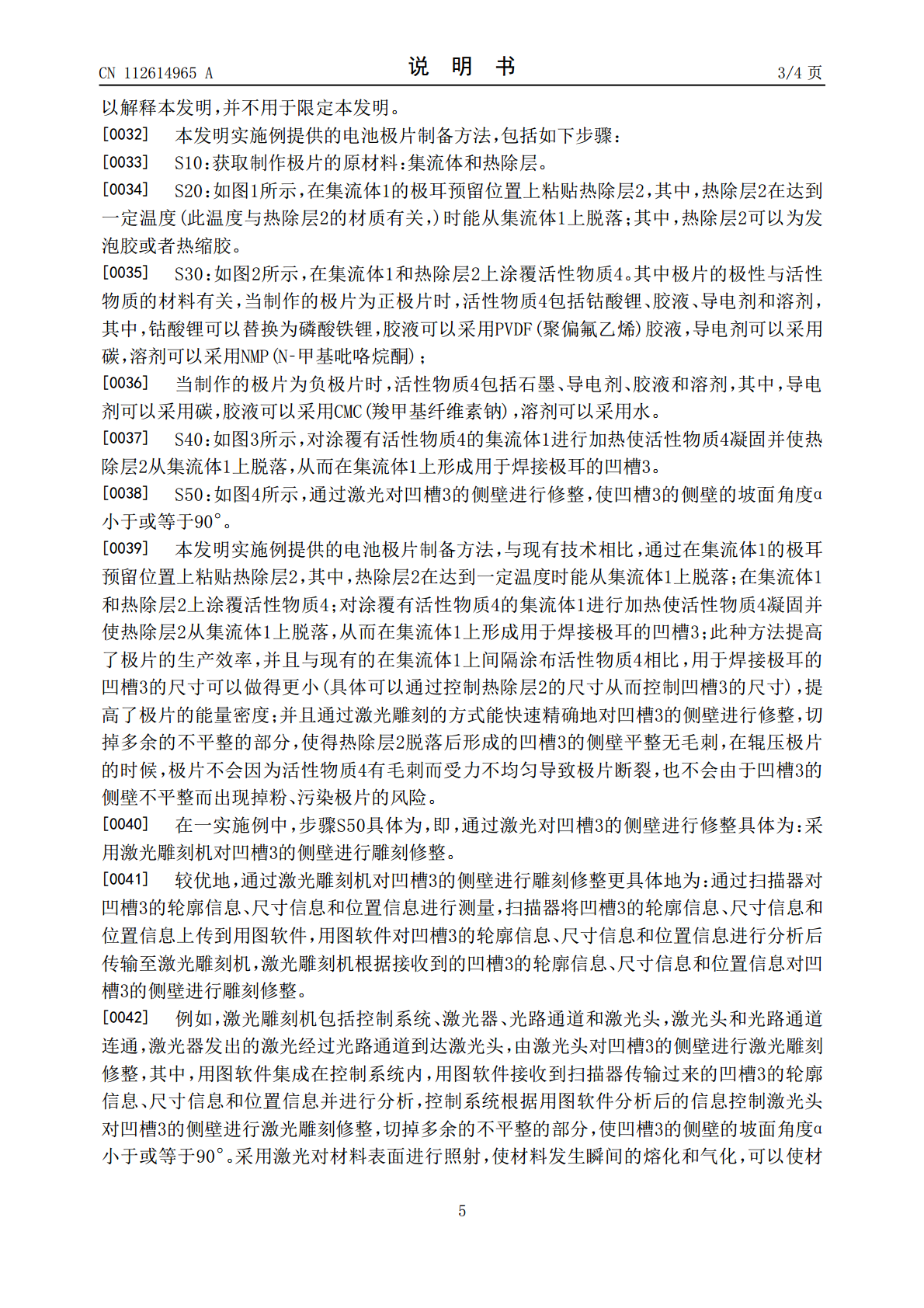
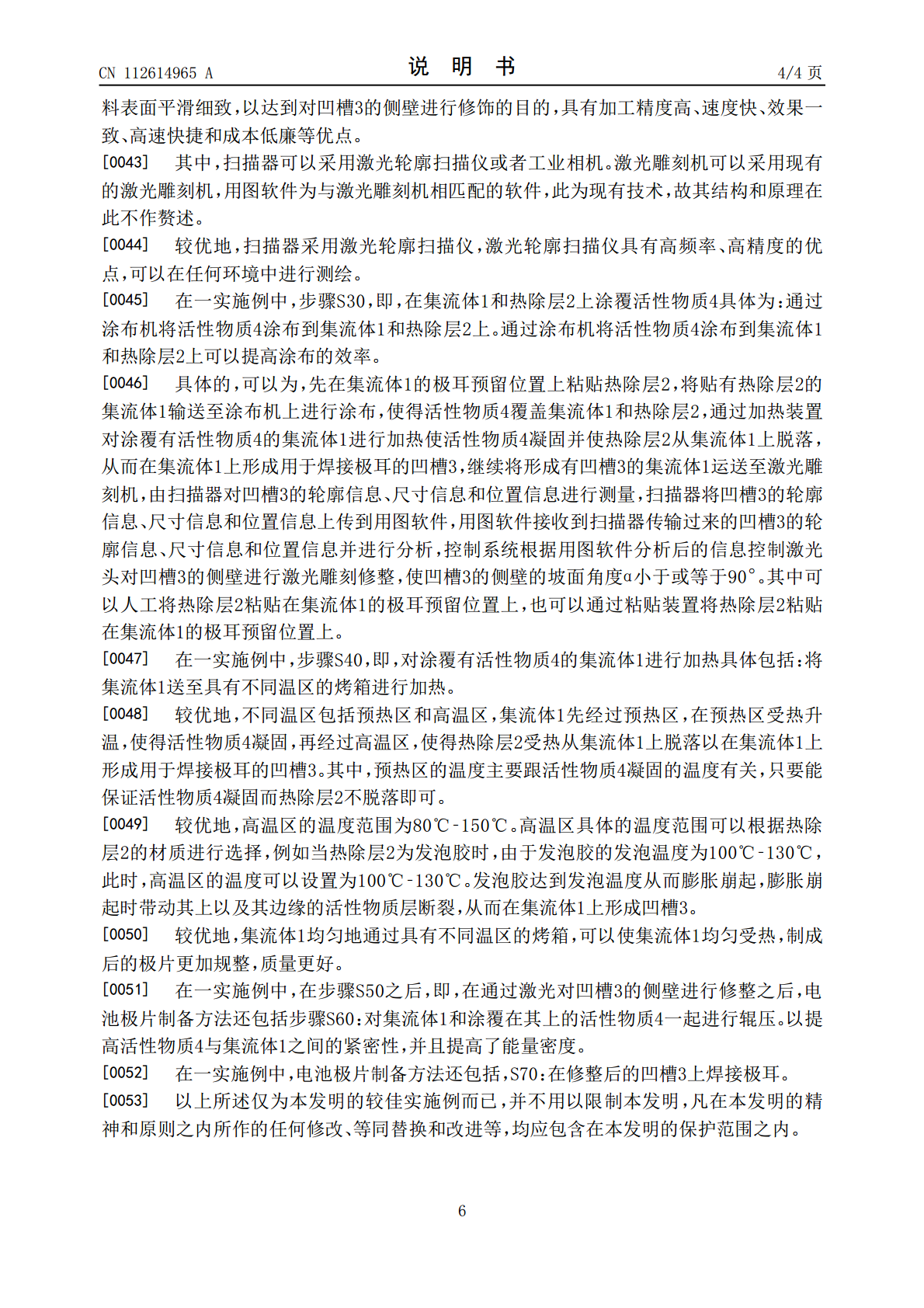
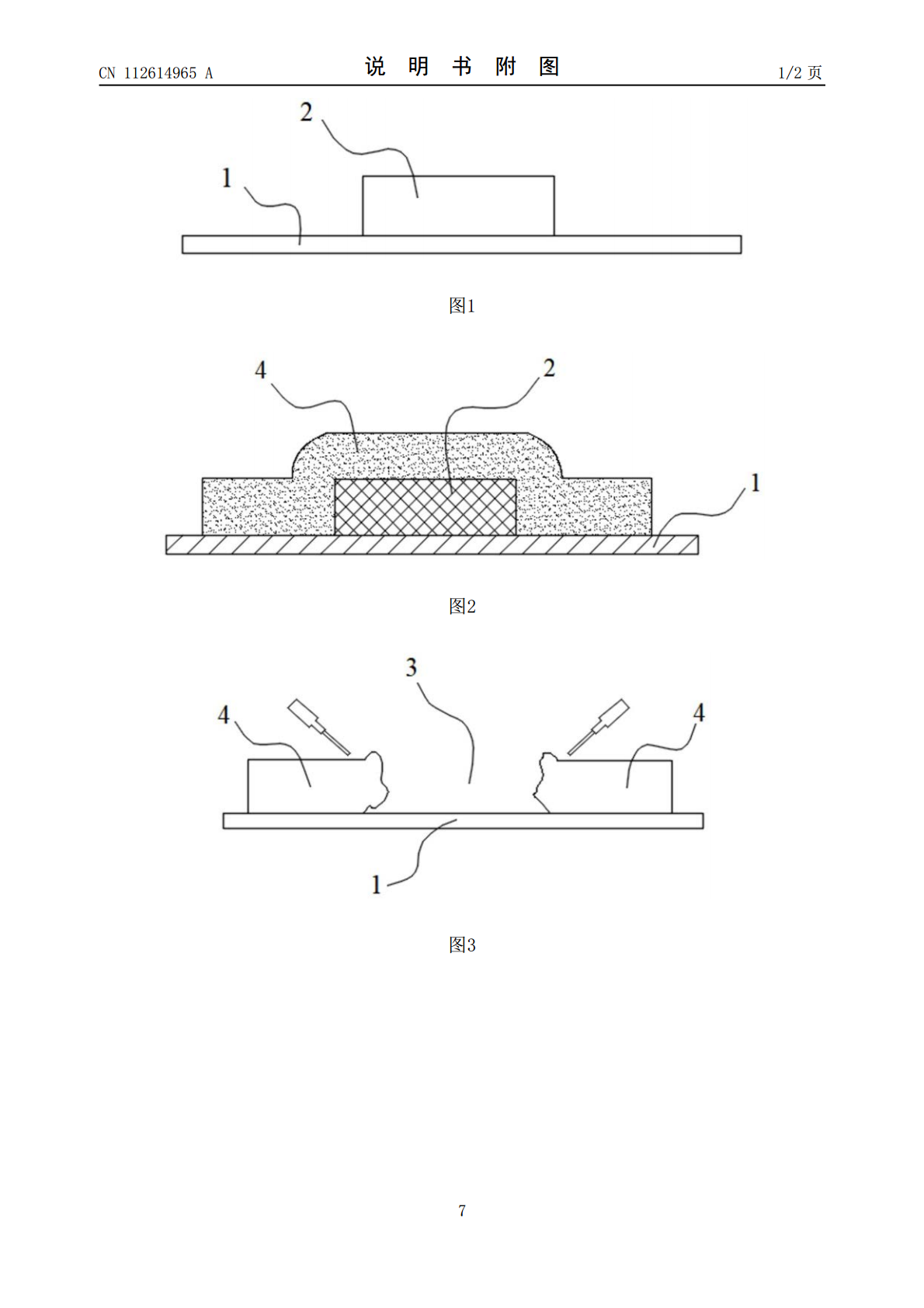
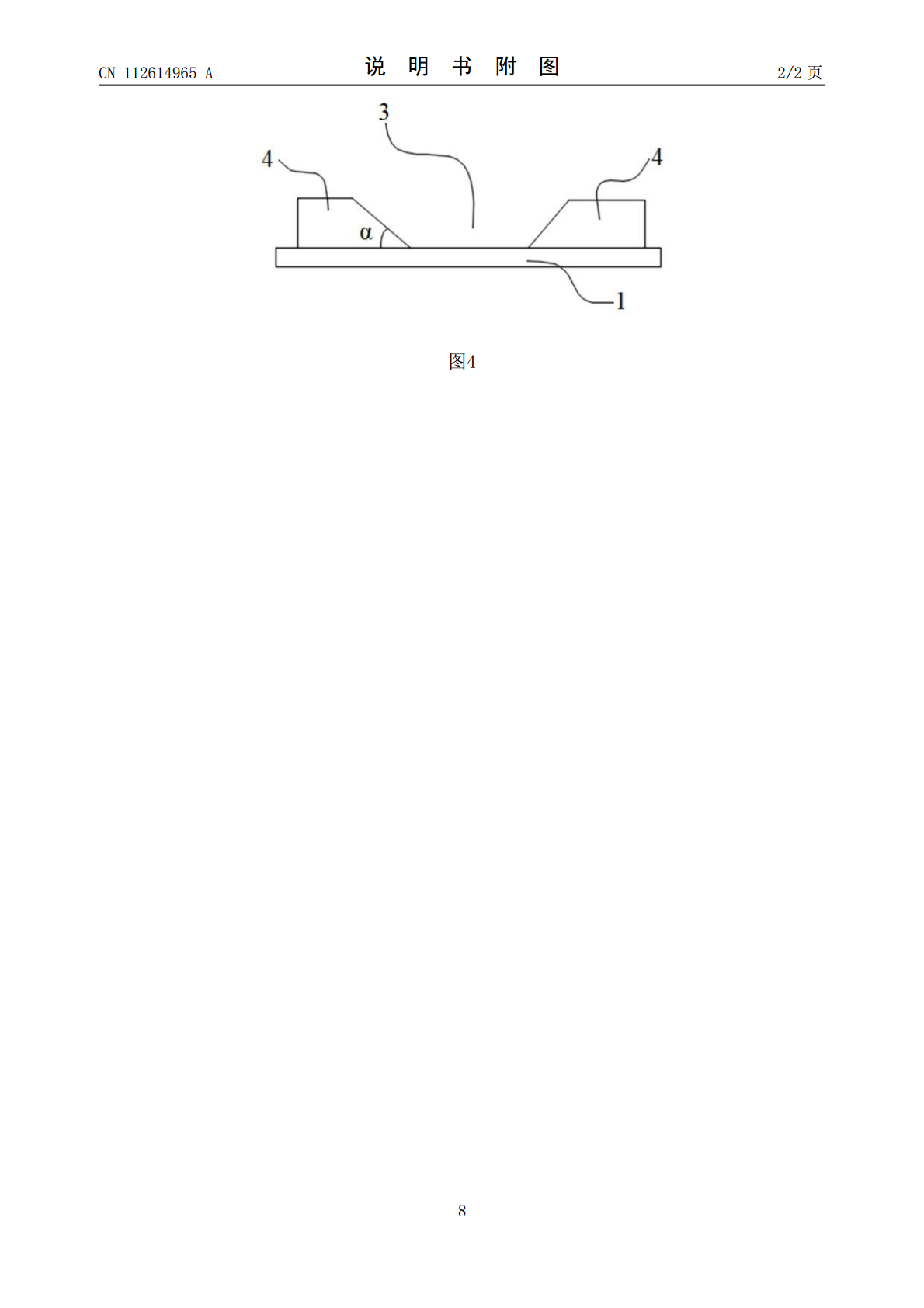
本发明涉及一种电池极片制备方法,在集流体的极耳预留位置上粘贴热除层,其中,热除层在达到一定温度时能从集流体上脱落;在集流体和热除层上涂覆活性物质;对涂覆有活性物质的集流体进行加热使活性物质凝固并使热除层从集流体上脱落,从而在集流体上形成用于焊接极耳的凹槽;通过激光对凹槽的侧壁进行修整,使凹槽的侧壁的坡面角度α小于或等于90°。通过激光雕刻的方式能快速精确地对凹槽的侧壁进行修整,切掉多余的不平整的部分,使得热除层脱落后形成的凹槽的侧壁平整无毛刺,在辊压极片的时候,极片不会因为活性物质有毛刺而受力不均匀导致极

电池极片制备方法.pdf
本发明涉及一种电池极片制备方法,包括:在集流体上涂布活性物质层;去除部分活性物质层以在集流体上形成沿集流体的宽度方向间隔分布的多个第一空箔区;通过多切刀设备沿集流体的长度方向分切集流体以将第一空箔区的边缘部分切除,并在切除第一空箔区的边缘部分的同时将涂覆有活性物质层的集流体分切成多个极片料,第一空箔区的边缘部分被切除后剩余的部分形成用于焊接极耳的极耳焊接区,每个极片料的第一面在其自身的宽度方向上均具有一个极耳焊接区。通过多切刀设备分切集流体既实现了分切得到多个极片料的目的,同时也使得各个极片料上具有不用再
正极极片及其制备方法、电池.pdf
本发明公开了正极极片及其制备方法、电池。该制备正极极片的方法包括:采用磁控溅射法和/或脉冲激光溅射法对金属钒靶材进行溅射,以便在导电衬底上沉积氧化钒膜,得到正极极片。该方法不仅制备工艺简单、适用于大规模工业化生产,而且可以制备得到电化学稳定性较好、比容量较高的正极极片,适用范围广泛。
一种极片的制备方法、电池的制备方法.pdf
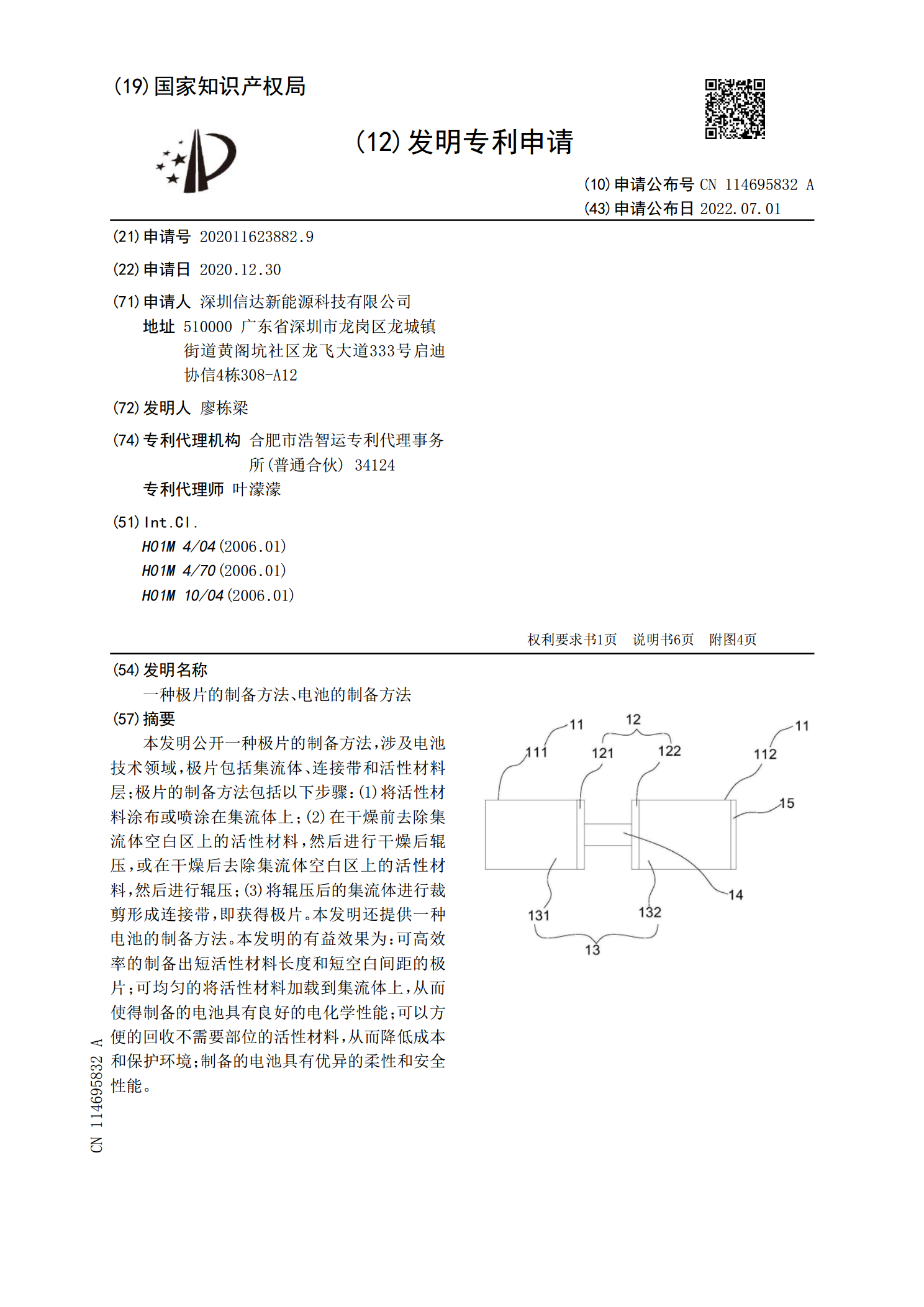
本发明公开一种极片的制备方法,涉及电池技术领域,极片包括集流体、连接带和活性材料层;极片的制备方法包括以下步骤:(1)将活性材料涂布或喷涂在集流体上;(2)在干燥前去除集流体空白区上的活性材料,然后进行干燥后辊压,或在干燥后去除集流体空白区上的活性材料,然后进行辊压;(3)将辊压后的集流体进行裁剪形成连接带,即获得极片。本发明还提供一种电池的制备方法。本发明的有益效果为:可高效率的制备出短活性材料长度和短空白间距的极片;可均匀的将活性材料加载到集流体上,从而使得制备的电池具有良好的电化学性能;可以方便的回