
一种极耳焊接槽位的制备方法、极片的制备方法及极片.pdf

Ch****91


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种极耳焊接槽位的制备方法、极片的制备方法及极片.pdf
本发明提供了一种极耳焊接槽位的制备方法,包括以下步骤:设定好极片上极耳的焊接槽位;将带有镂空区的挡板覆盖于设定的所述槽位,所述镂空区与设定的所述槽位对应设置,且所述槽位覆盖的活性物质层裸露于所述镂空区中;去除所述槽位覆盖的活性物质层;取下所述挡板,完成极耳焊接槽位的制备。相比于现有技术,本发明提供的制备方法,先采用带有镂空区的挡板覆盖在设定好的槽位区域,然后再去除槽位上涂覆的活性物质层,该槽位的面积大小只需满足极耳的焊接要求即可,没有多余的箔材预留,可以最大化提升电芯内部的空间利用,增加活性材料的填充量,

埋极耳式极片的制备方法.pdf
本发明公开了一种埋极耳式极片的制备方法,包括以下步骤,1)将发泡胶带预贴覆在集流体的预定位置上,2)将浆料涂覆在预贴覆好发泡胶带的集流体上,然后将其送入烘箱烘干,达到预定温度后发泡胶带热解黏并膨胀卷曲,3)去除掉已经卷曲的发泡胶带,得到存在预留空白区的极片;4)将极片进行碾压、剪切,剪切后使得预留空白区处于极片一侧边缘;5)在预留空白区焊极耳。本发明利用发泡胶带覆盖部分区域实现全面涂覆极粉,减少极耳焊接处的空箔,发泡胶带在预定温度下膨胀卷曲和脱落,得以在极片内部焊极耳,使得自由设计极耳位置和尺寸的工艺设想

埋极耳式极片的制备方法、极片及锂离子电池.pdf
本发明公开了一种卷绕式极组,包括正极片和负极片以及隔膜;正极片包括正极极片和正极极耳,负极片包括负极极片和负极极耳,所述的正极极片和负极极片上除预留空白区外上下两侧面均涂覆有极粉,所述的预留空白区位于所述的极片侧边缘处且与正极极耳或负极极耳大小相对应,所述的正极极耳或负极极耳对应地焊接在所述的预留空白区;所述的正极极片在正极极耳焊接处前后两侧面上对应地贴覆有正极保护胶带以将正极预留空白区包容其内,在负极耳两个对应相邻的正极极片上与负极耳相邻面上分别贴覆有负极保护胶带以将负极预留空白区遮护其间。

埋极耳式极片的制备方法、极片及锂离子电池.pdf
本发明公开了一种埋极耳式极片的制备方法,包括以下步骤,1)将发泡胶带预贴覆在集流体的预定位置上,2)将浆料涂覆在预贴覆好发泡胶带的集流体上,然后将其送入烘箱烘干,达到预定温度后发泡胶带热解黏并膨胀卷曲,3)去除掉已经卷曲的发泡胶带,得到存在预留空白区的极片;4)将极片进行碾压、剪切,剪切后使得预留空白区处于极片一侧边缘;5)在预留空白区焊极耳。本发明利用发泡胶带覆盖部分区域实现全面涂覆极粉,减少极耳焊接处的空箔,发泡胶带在预定温度下膨胀卷曲和脱落,得以在极片内部焊极耳,使得自由设计极耳位置和尺寸的工艺设想
电池极片的制备装置以及电池极片的制备方法.pdf
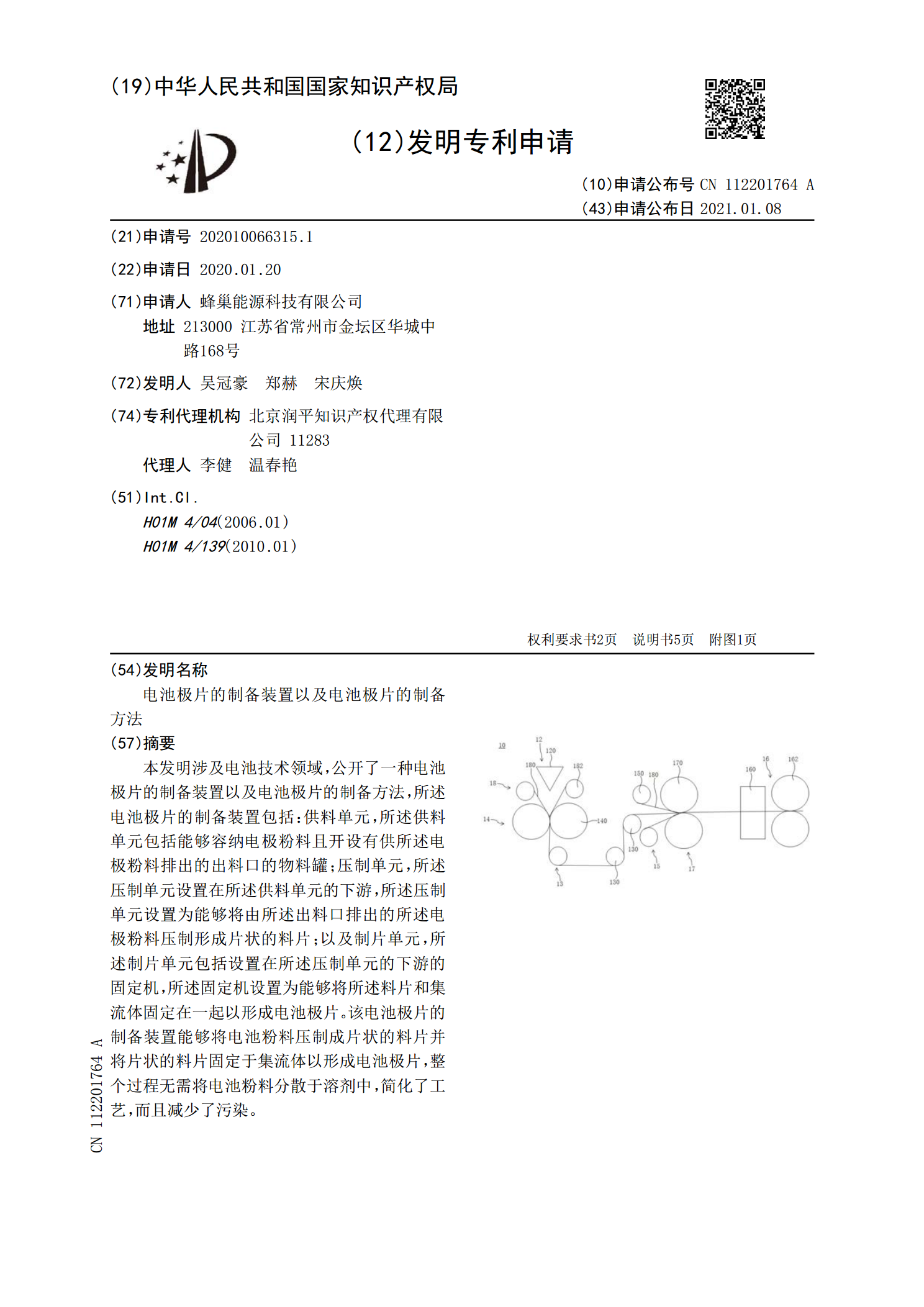
本发明涉及电池技术领域,公开了一种电池极片的制备装置以及电池极片的制备方法,所述电池极片的制备装置包括:供料单元,所述供料单元包括能够容纳电极粉料且开设有供所述电极粉料排出的出料口的物料罐;压制单元,所述压制单元设置在所述供料单元的下游,所述压制单元设置为能够将由所述出料口排出的所述电极粉料压制形成片状的料片;以及制片单元,所述制片单元包括设置在所述压制单元的下游的固定机,所述固定机设置为能够将所述料片和集流体固定在一起以形成电池极片。该电池极片的制备装置能够将电池粉料压制成片状的料片并将片状的料片固定于