
一种软硬结合板的制备方法及其软硬结合板.pdf

Ma****57


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种软硬结合板的制备方法及其软硬结合板.pdf
本发明提供了一种软硬结合板的制备方法及其软硬结合板,该方法包括以下步骤,制作内层软板,在内层软板上贴合覆盖膜,在覆盖膜上对应软板区域内贴保护胶,用预先开有带连接筋的槽的不流胶PP介质层将内层软板和硬板压合;使用锣槽的方式锣去所述连接筋,揭盖去掉软板区部分的介质层和保护膜层,完成开盖。再依后流程生产至软硬结合板成品。用在介质层上开带连接筋点位的槽替代了传统的开窗,在压合过程中,硬板无悬空区,协同保护膜层的作用,使软板区得到有效保护,不出现PP胶残留、铜皮破裂、渗药水等不良现象。

软硬结合板揭盖的方法及软硬结合板.pdf
本申请申请涉及印制电路板技术领域,提供了一种软硬结合板揭盖的方法及软硬结合板,该软硬结合板揭盖的方法包括:提供一基板,基板包括芯板层、PET层和PP层,芯板层具有废料区域和产品单元区域,芯板层上具有揭盖区域,揭盖区域有第一边和第二边以及第三边和第四边,第三边包括第一子边和第二子边,第四边包括第三子边和第四子边;在基板上切割出第一起手线槽和第二起手线槽;在基板上切割出第一切割线槽和第二切割线槽;在基板上切割出一辅助揭盖线槽;将位于揭盖区域内的PP层和位于揭盖区域内的PET层揭除。本申请之软硬结合板揭盖的方法

一种软硬结合板的制备方法.pdf
本发明涉及一种软硬结合板的制备方法,属于板材应用开发技术领域。通过优化压合叠构、钻污处理、严格控制盲锣深度来制备此种类似软硬结合板的新型软硬结合板,在半挠折性材料SB120的基础上,运用此板材与FR4板材压合,开发出类似软硬结合板的新型软硬结合板产品,能够满足客户只需拥有静态挠折特性的要求,大大降低了制备成本及克服软硬结合板技术难点,减少制备周期。

移动终端、软硬结合板及其制造方法.pdf
本发明提供一种软硬结合板,包括基板和依次层叠在所述基板一侧的第一覆盖膜、第一PP片和第一铜箔层,所述第一覆盖膜通过粘胶贴附在所述基板的一侧,所述基板一侧上设有第一连接点,所述第一覆盖膜上与所述第一连接点对应位置处设有第一通孔,所述第一铜箔层和所述第一PP片上设有连通所述第一通孔的第一连通孔,所述第一连通孔和所述第一通孔通过镀铜以电性连接所述第一铜箔层和所述第一连接点。本发明还提供一种软硬结合板的制造方法,先在覆盖膜上设置通孔,再将覆盖膜贴附于基板上,防止在覆盖膜上钻孔时有粘胶残留,造成连通孔中镀铜断裂、不
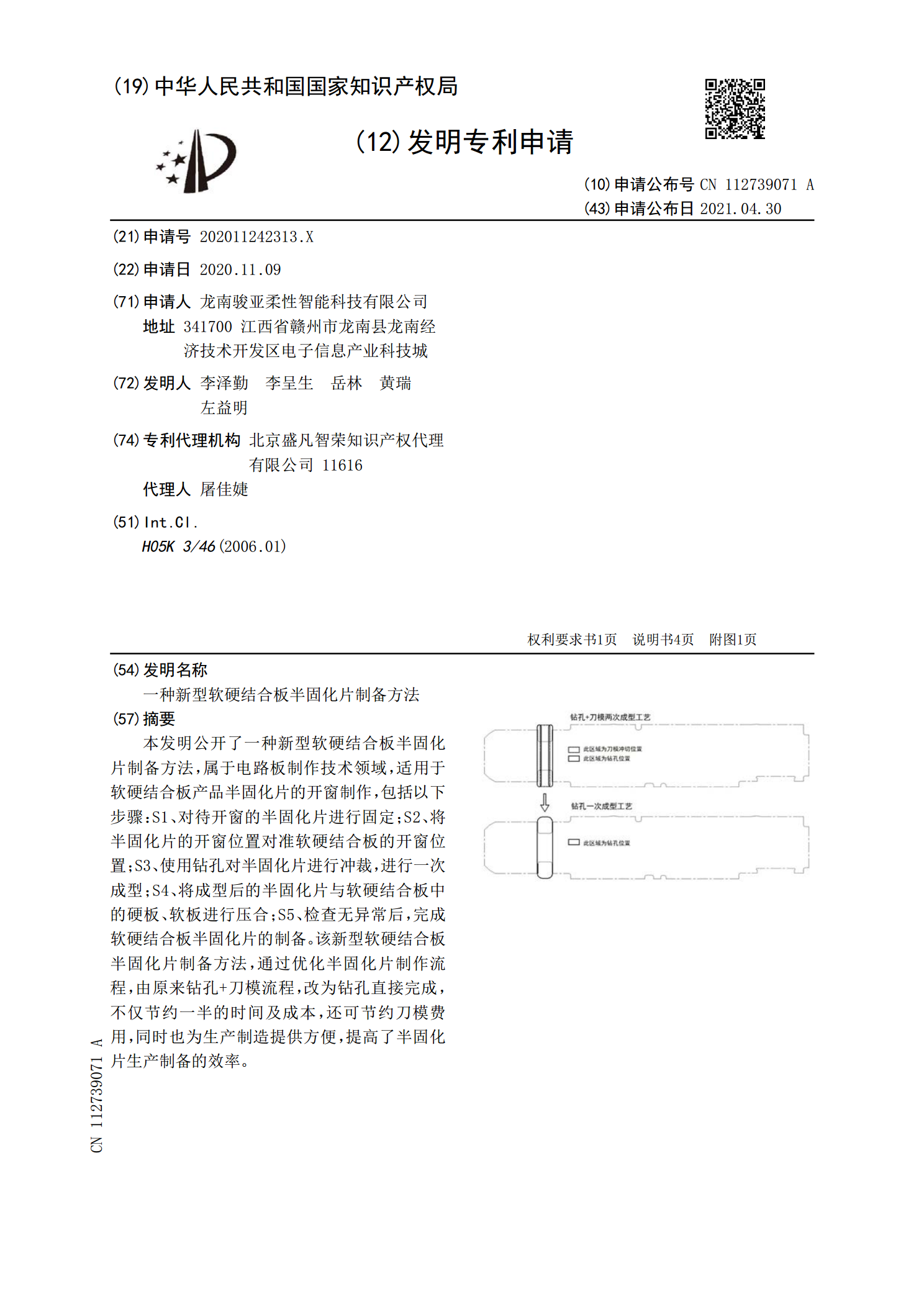
一种新型软硬结合板半固化片制备方法.pdf
本发明公开了一种新型软硬结合板半固化片制备方法,属于电路板制作技术领域,适用于软硬结合板产品半固化片的开窗制作,包括以下步骤:S1、对待开窗的半固化片进行固定;S2、将半固化片的开窗位置对准软硬结合板的开窗位置;S3、使用钻孔对半固化片进行冲裁,进行一次成型;S4、将成型后的半固化片与软硬结合板中的硬板、软板进行压合;S5、检查无异常后,完成软硬结合板半固化片的制备。该新型软硬结合板半固化片制备方法,通过优化半固化片制作流程,由原来钻孔+刀模流程,改为钻孔直接完成,不仅节约一半的时间及成本,还可节约刀模费