
一种热冲压随型冷却模具及其制造方法.pdf

诗文****仙女

1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热冲压随型冷却模具及其制造方法.pdf
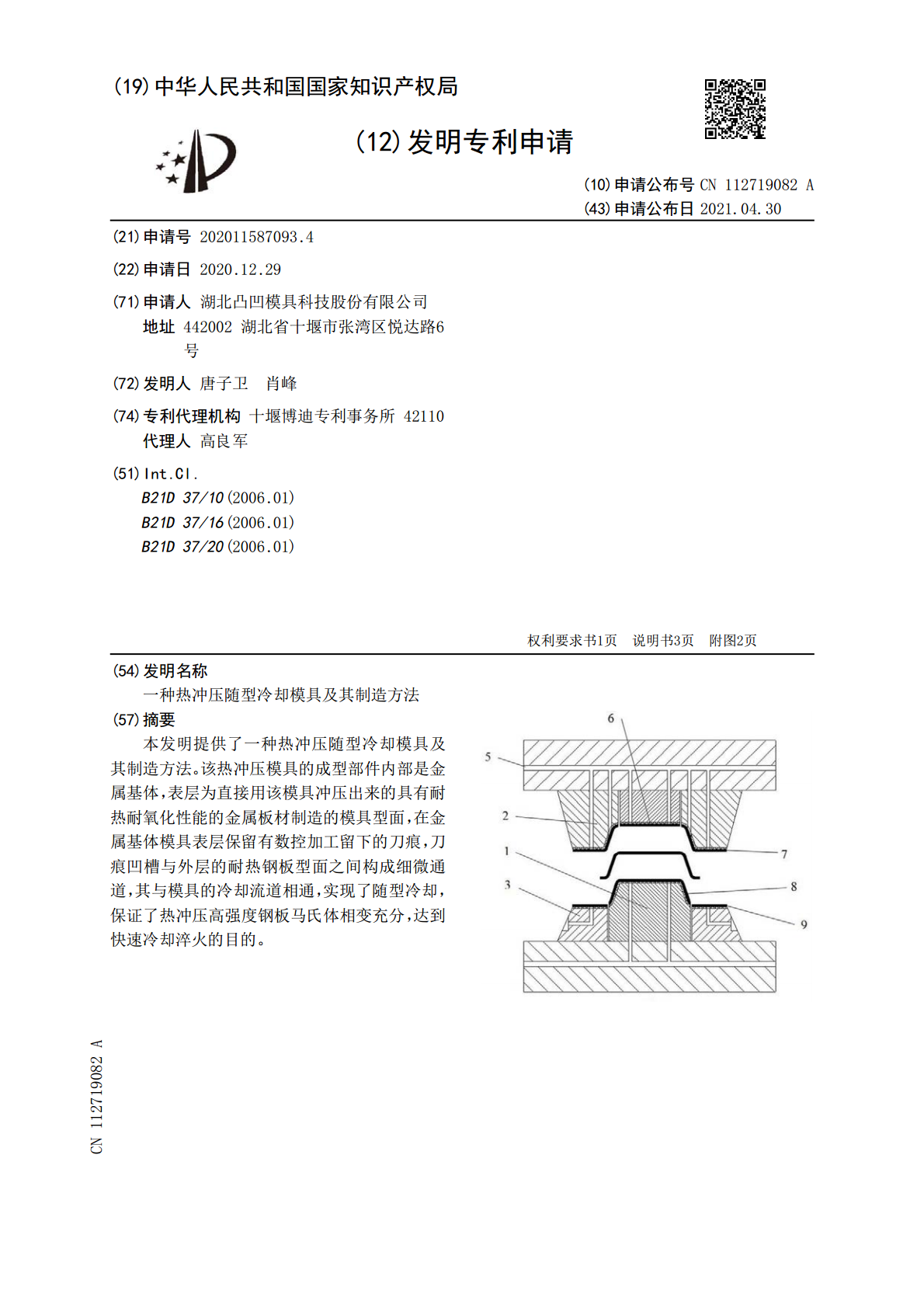
本发明提供了一种热冲压随型冷却模具及其制造方法。该热冲压模具的成型部件内部是金属基体,表层为直接用该模具冲压出来的具有耐热耐氧化性能的金属板材制造的模具型面,在金属基体模具表层保留有数控加工留下的刀痕,刀痕凹槽与外层的耐热钢板型面之间构成细微通道,其与模具的冷却流道相通,实现了随型冷却,保证了热冲压高强度钢板马氏体相变充分,达到快速冷却淬火的目的。
一种带冷却水道的热冲压模具及其制造工艺.pdf
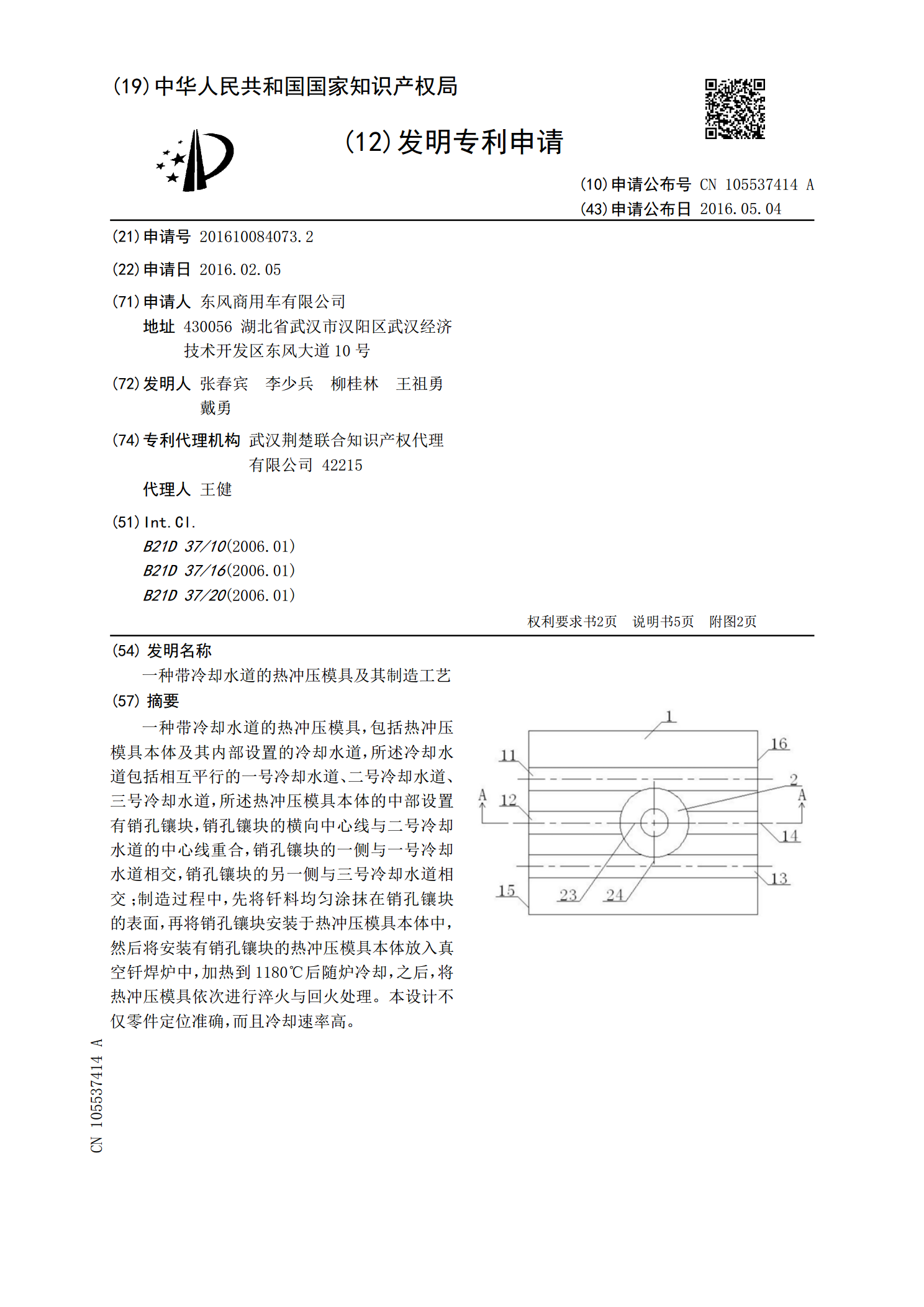
一种带冷却水道的热冲压模具,包括热冲压模具本体及其内部设置的冷却水道,所述冷却水道包括相互平行的一号冷却水道、二号冷却水道、三号冷却水道,所述热冲压模具本体的中部设置有销孔镶块,销孔镶块的横向中心线与二号冷却水道的中心线重合,销孔镶块的一侧与一号冷却水道相交,销孔镶块的另一侧与三号冷却水道相交;制造过程中,先将钎料均匀涂抹在销孔镶块的表面,再将销孔镶块安装于热冲压模具本体中,然后将安装有销孔镶块的热冲压模具本体放入真空钎焊炉中,加热到1180℃后随炉冷却,之后,将热冲压模具依次进行淬火与回火处理。本设计不
一种增强型随形冷却模具铜的快速制造方法.pdf
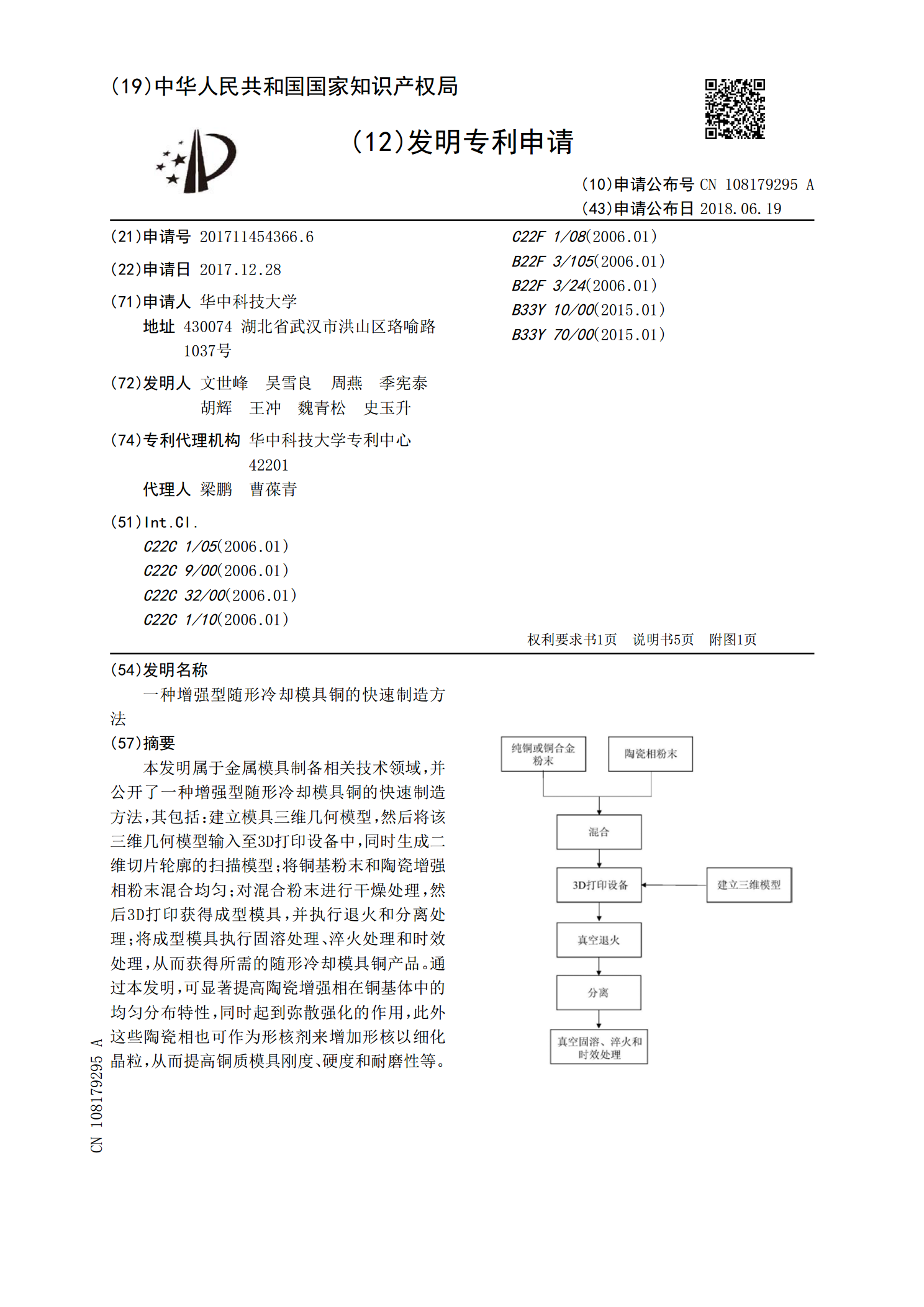
本发明属于金属模具制备相关技术领域,并公开了一种增强型随形冷却模具铜的快速制造方法,其包括:建立模具三维几何模型,然后将该三维几何模型输入至3D打印设备中,同时生成二维切片轮廓的扫描模型;将铜基粉末和陶瓷增强相粉末混合均匀;对混合粉末进行干燥处理,然后3D打印获得成型模具,并执行退火和分离处理;将成型模具执行固溶处理、淬火处理和时效处理,从而获得所需的随形冷却模具铜产品。通过本发明,可显著提高陶瓷增强相在铜基体中的均匀分布特性,同时起到弥散强化的作用,此外这些陶瓷相也可作为形核剂来增加形核以细化晶粒,从而

一种热冲压模具钢材料及其制造方法.pdf
本发明公开了一种热冲压模具钢材料及其制造方法,以质量百分比计,由以下化学成分组成:C0.47~0.51%;Si0.25~0.30%;Mn0.25~0.30%;Cr4.20~4.50%;Mo2.90~3.10%;V0.50~0.60%;Al0.01~0.03%;余量为Fe及不可避免的杂质。本发明还涉及其制造方法:通过电炉冶炼、真空精炼和电渣重熔,冶炼出成分均匀的电渣锭,并对电渣锭进行去应力退火;然后锻造成型,锻后球化退火;最后采用高温淬火和三次高温回火,获得具有优良的冲击韧性,回火稳定性和高的
一种具备随形冷却的热作模具成型方法.pdf
一种具备随形冷却的热作模具成型方法,属于激光快速成形技术领域。为保证热作模具激光铺粉3D打印的连续性,在管道打印至一半时,管道内部铺设低熔点金属线,铺设完毕后,继续在金属线表面打印直至完成整个模具的打印,此后将模具升温至低熔点金属线液相线温度以上,使得管道内填充的金属线熔化排出。为避免熔化金属滞留在管道内壁,优点在于,提供了管道内壁附近的激光工作参数,获得管道内壁与熔化金属间的合理表面张力,模具的冷却效果可以保障。