
一种带冷却水道的热冲压模具及其制造工艺.pdf

一条****丹淑

1/10
2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种带冷却水道的热冲压模具及其制造工艺.pdf
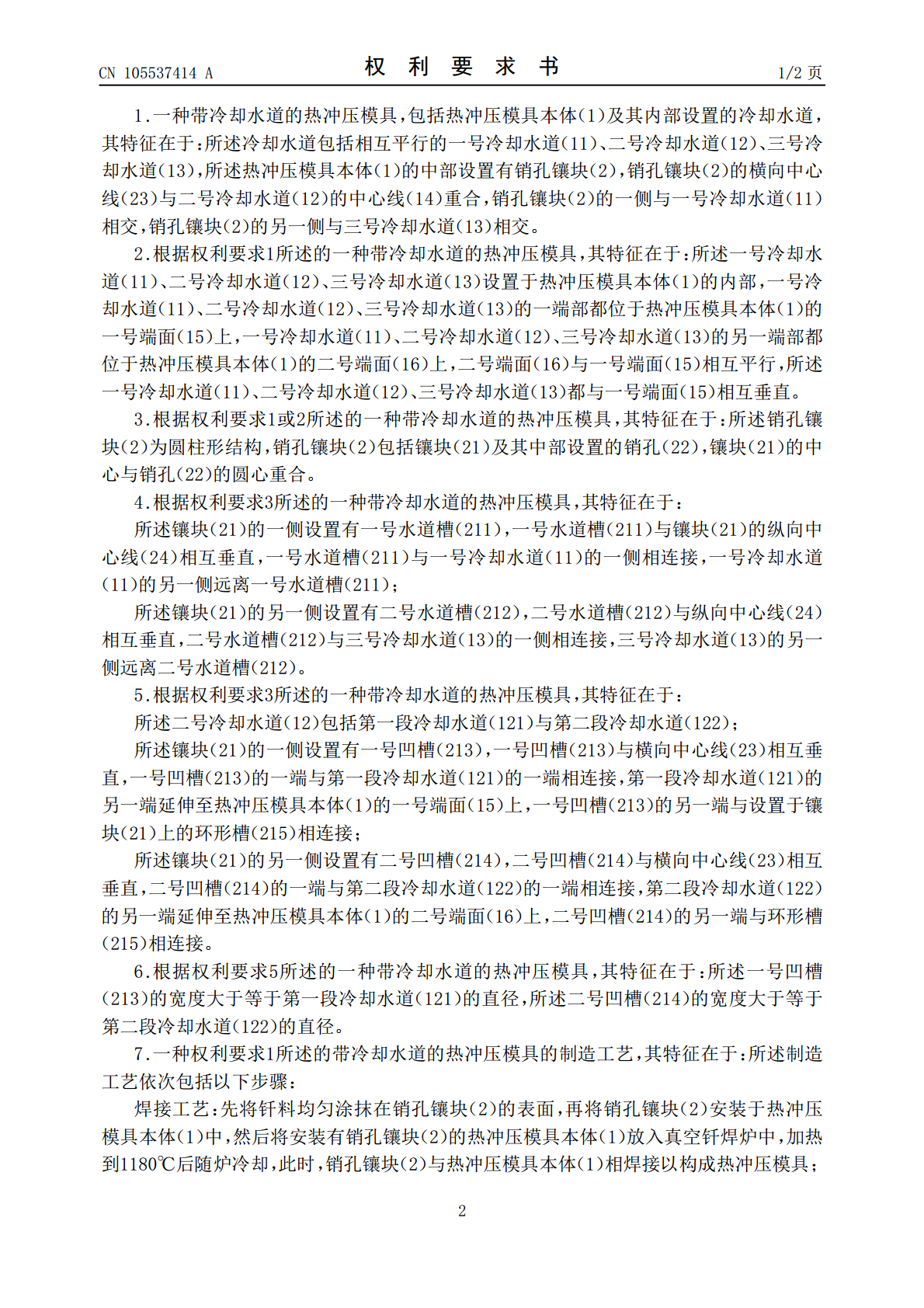
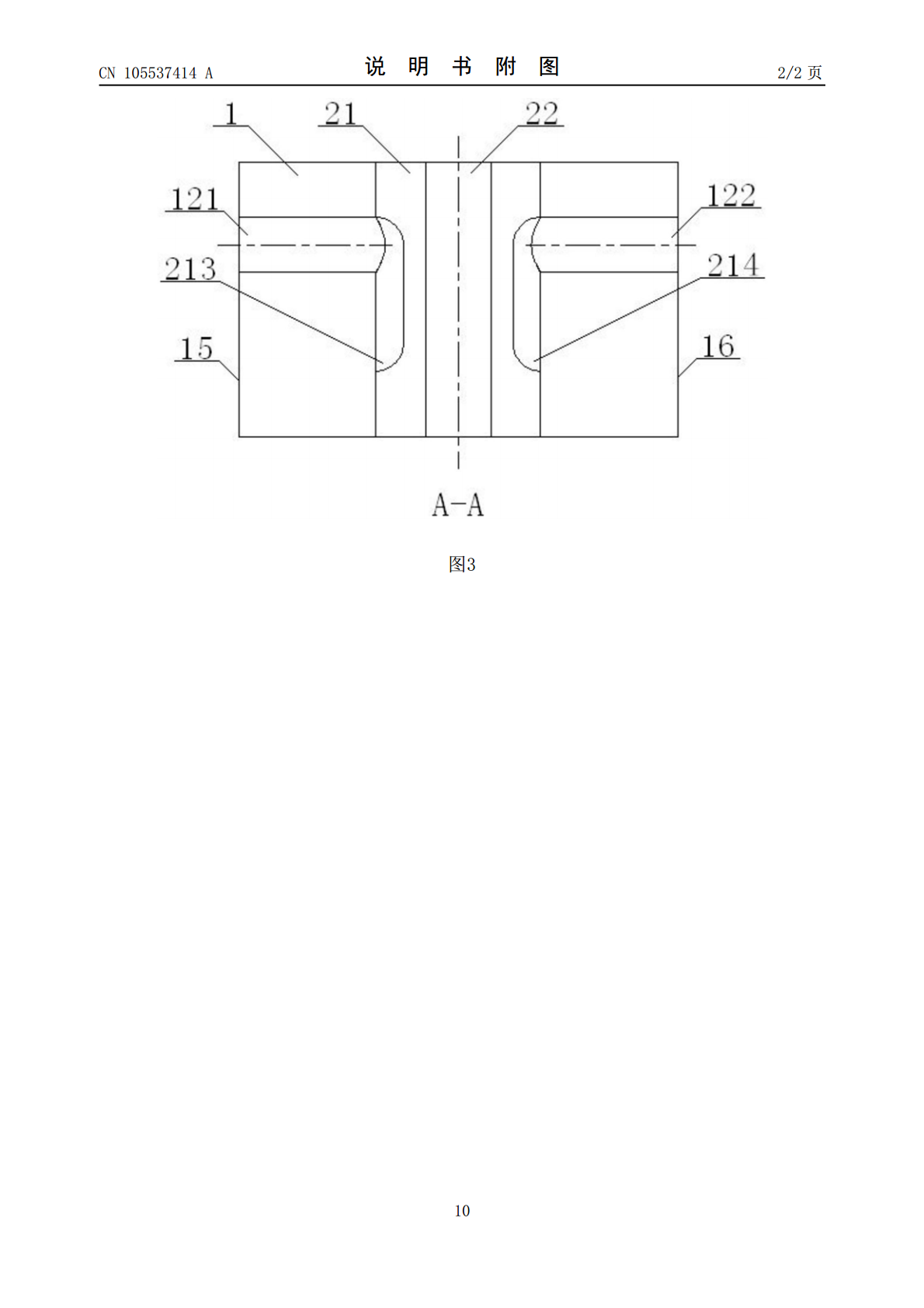
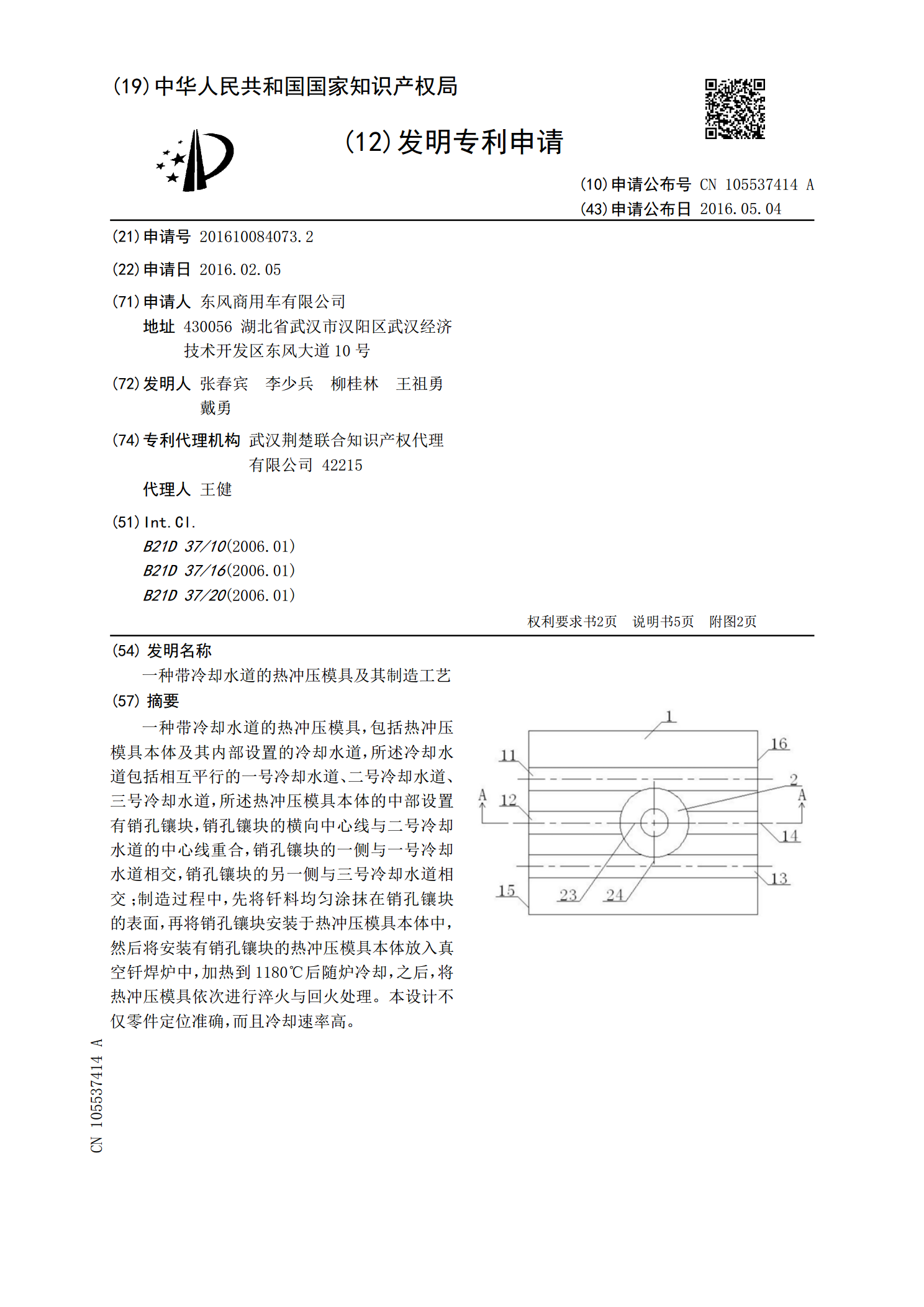
一种带冷却水道的热冲压模具,包括热冲压模具本体及其内部设置的冷却水道,所述冷却水道包括相互平行的一号冷却水道、二号冷却水道、三号冷却水道,所述热冲压模具本体的中部设置有销孔镶块,销孔镶块的横向中心线与二号冷却水道的中心线重合,销孔镶块的一侧与一号冷却水道相交,销孔镶块的另一侧与三号冷却水道相交;制造过程中,先将钎料均匀涂抹在销孔镶块的表面,再将销孔镶块安装于热冲压模具本体中,然后将安装有销孔镶块的热冲压模具本体放入真空钎焊炉中,加热到1180℃后随炉冷却,之后,将热冲压模具依次进行淬火与回火处理。本设计不

一种热冲压随型冷却模具及其制造方法.pdf
本发明提供了一种热冲压随型冷却模具及其制造方法。该热冲压模具的成型部件内部是金属基体,表层为直接用该模具冲压出来的具有耐热耐氧化性能的金属板材制造的模具型面,在金属基体模具表层保留有数控加工留下的刀痕,刀痕凹槽与外层的耐热钢板型面之间构成细微通道,其与模具的冷却流道相通,实现了随型冷却,保证了热冲压高强度钢板马氏体相变充分,达到快速冷却淬火的目的。

高强钢板热冲压模具冷却水道优化设计.docx
高强钢板热冲压模具冷却水道优化设计高强钢板热冲压模具冷却水道优化设计摘要:热冲压模具在工业生产中起着重要作用,冷却是热冲压模具保持工作稳定的关键。本论文针对高强钢板热冲压模具的冷却水道进行优化设计,以提高模具的冷却效果,确保模具的正常工作。1.引言热冲压是一种在高温和高压条件下进行的加工工艺,它能够加工出较复杂的零件,并且具有较高的精度。但是,高温热冲压容易导致模具热变形,从而影响模具的工作性能和寿命。因此,冷却水道的设计对于热冲压模具的正常工作至关重要。2.高强钢板热冲压模具的冷却需求分析高强钢板的热冲

热冲压模具冷却水道FEM-CFD耦合优化研究.docx
热冲压模具冷却水道FEM-CFD耦合优化研究热冲压模具是在金属材料冷冲压加工过程中使用的关键设备,在使用过程中,模具生成的热量需要通过冷却水道进行有效散热才能保证模具的稳定工作。因此,冷却水道的设计和优化对热冲压模具的使用寿命和工作效率有着至关重要的影响。本文将主要探讨热冲压模具冷却水道设计的FEM-CFD耦合优化研究。一、热冲压模具的冷却水道设计原理1.1冷却水道的设计意义在金属材料形成过程中,模具会不断地受到挤压和冲击,从而产生大量的热量。如果没有冷却水道来进行散热,模具的温度将会急剧升高,从而对模具
一种冲压模具及其冲压工艺.pdf
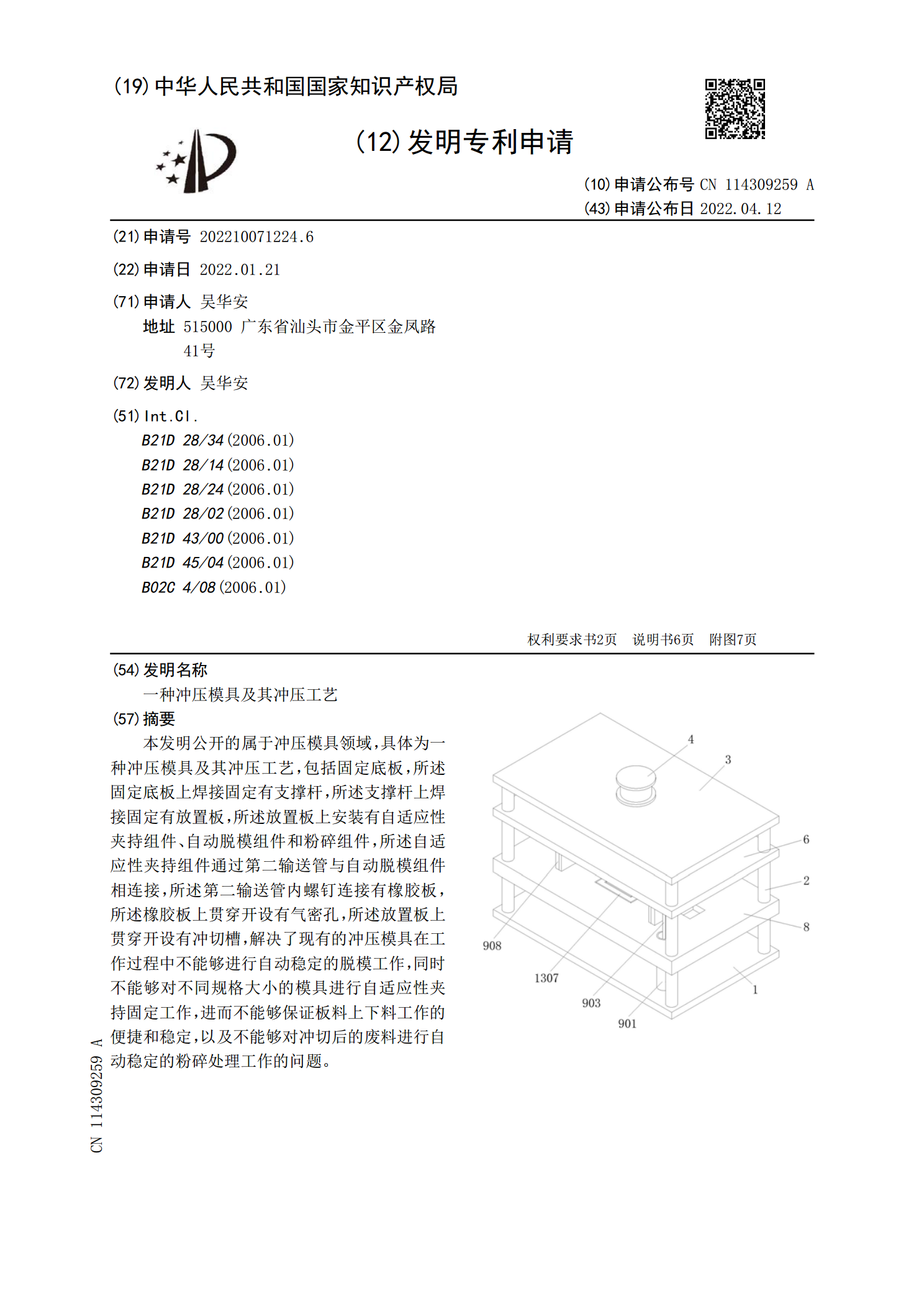
本发明公开的属于冲压模具领域,具体为一种冲压模具及其冲压工艺,包括固定底板,所述固定底板上焊接固定有支撑杆,所述支撑杆上焊接固定有放置板,所述放置板上安装有自适应性夹持组件、自动脱模组件和粉碎组件,所述自适应性夹持组件通过第二输送管与自动脱模组件相连接,所述第二输送管内螺钉连接有橡胶板,所述橡胶板上贯穿开设有气密孔,所述放置板上贯穿开设有冲切槽,解决了现有的冲压模具在工作过程中不能够进行自动稳定的脱模工作,同时不能够对不同规格大小的模具进行自适应性夹持固定工作,进而不能够保证板料上下料工作的便捷和稳定,以