
一种房车用热塑性复合材料内饰板及其加工方法.pdf

春景****23

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种房车用热塑性复合材料内饰板及其加工方法.pdf
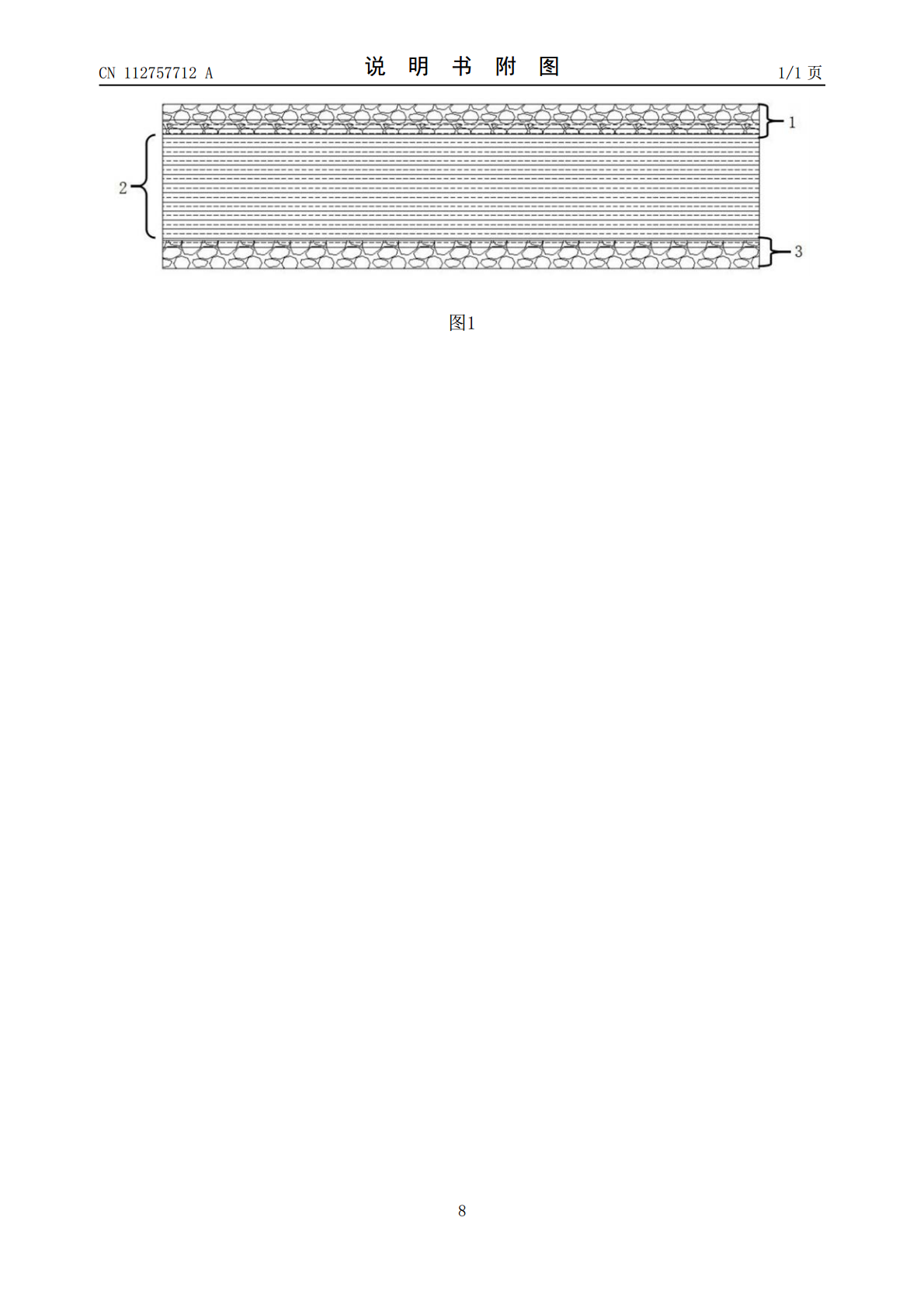
本发明公开了一种房车用热塑性复合材料内饰板及其加工方法,内饰板由复合材料基板以及位于复合材料基板两侧表面的内饰层和胶粘介质层组成,所述内饰层包括一层内饰面或由内饰面、热熔胶网/膜和无纺布层组成,所述内饰面为立体提花织物;所述热熔网/膜为无纺布贴合专用胶网;所述无纺布层为水刺PET无纺布或PET与黏胶纤维、竹纤维等一种或多种纤维混纺的水刺无纺布,所述复合材料基板由多层连续纤维增强热塑性复合材料预浸片组成。本发明具有防霉、耐磨、耐晒、易清洗的优点一旦污染极易清洗,同一部位擦拭多次不会擦毛或破损,且不留痕迹;与

一种大型客机用复合材料内饰的加工装置及其加工方法.pdf
本发明属于客机加工装置技术领域,尤其是一种大型客机用复合材料内饰的加工装置及其加工方法,针对现有的切削复合材料产生的废屑易在加工装置积留以及对复合材料长度的定位不够准确问题,现提出如下方案,其包括安装箱,所述安装箱的顶部开设有通孔,所述通孔内贯穿滑动连接有固定杆,所述固定杆的顶端固定连接有安装座,所述安装座为空心结构,本发明中,启动电机可以带动安装座移动,并在安装座移动的同时通过夹板对复合板材进行夹持,通过复合板材与抵板一侧抵触,固定复合板材前端伸出的长度,启动切割刀可以对复合板材进行切割,通过第一旋转板
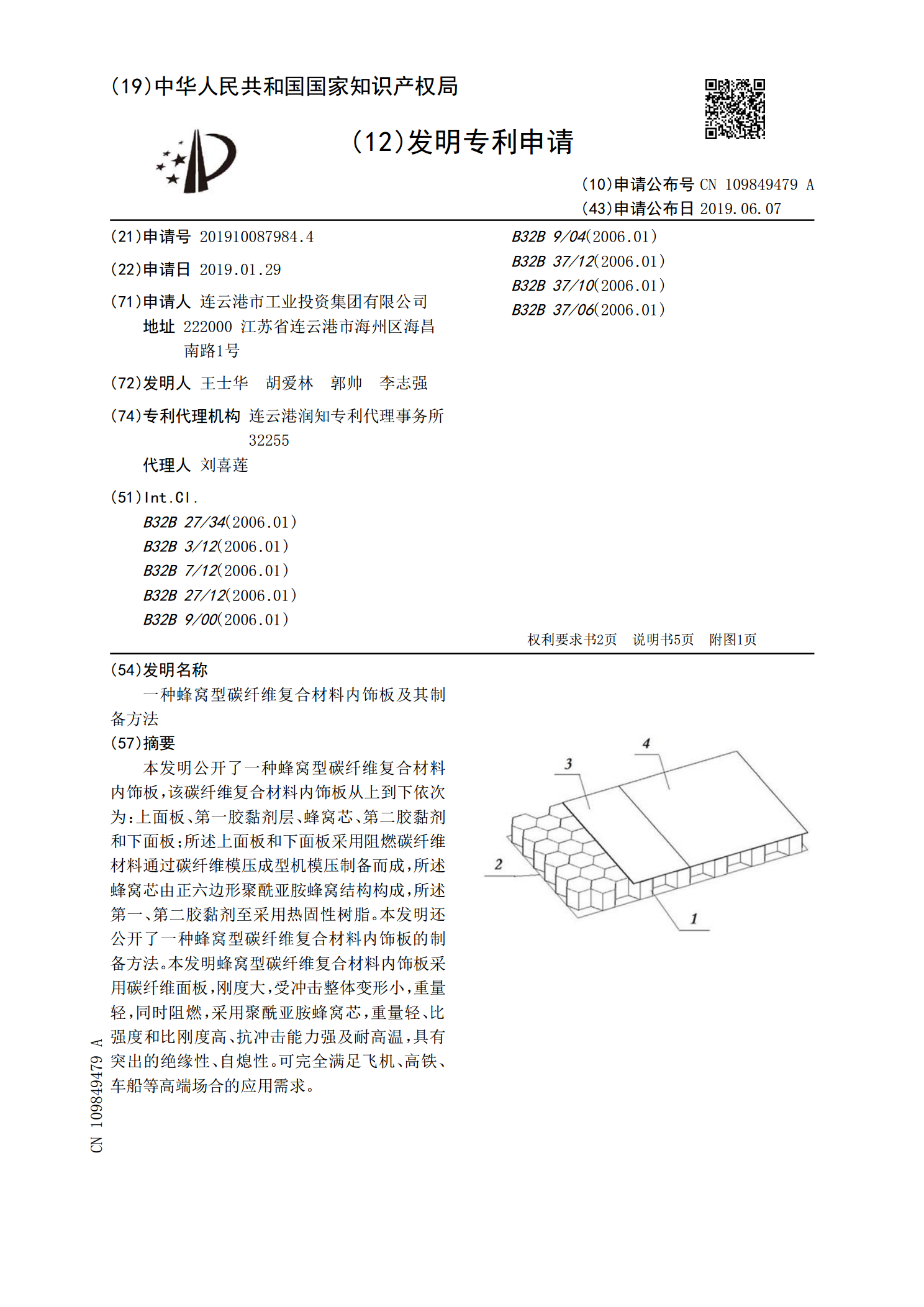
一种蜂窝型碳纤维复合材料内饰板及其制备方法.pdf
本发明公开了一种蜂窝型碳纤维复合材料内饰板,该碳纤维复合材料内饰板从上到下依次为:上面板、第一胶黏剂层、蜂窝芯、第二胶黏剂和下面板;所述上面板和下面板采用阻燃碳纤维材料通过碳纤维模压成型机模压制备而成,所述蜂窝芯由正六边形聚酰亚胺蜂窝结构构成,所述第一、第二胶黏剂至采用热固性树脂。本发明还公开了一种蜂窝型碳纤维复合材料内饰板的制备方法。本发明蜂窝型碳纤维复合材料内饰板采用碳纤维面板,刚度大,受冲击整体变形小,重量轻,同时阻燃,采用聚酰亚胺蜂窝芯,重量轻、比强度和比刚度高、抗冲击能力强及耐高温,具有突出的绝
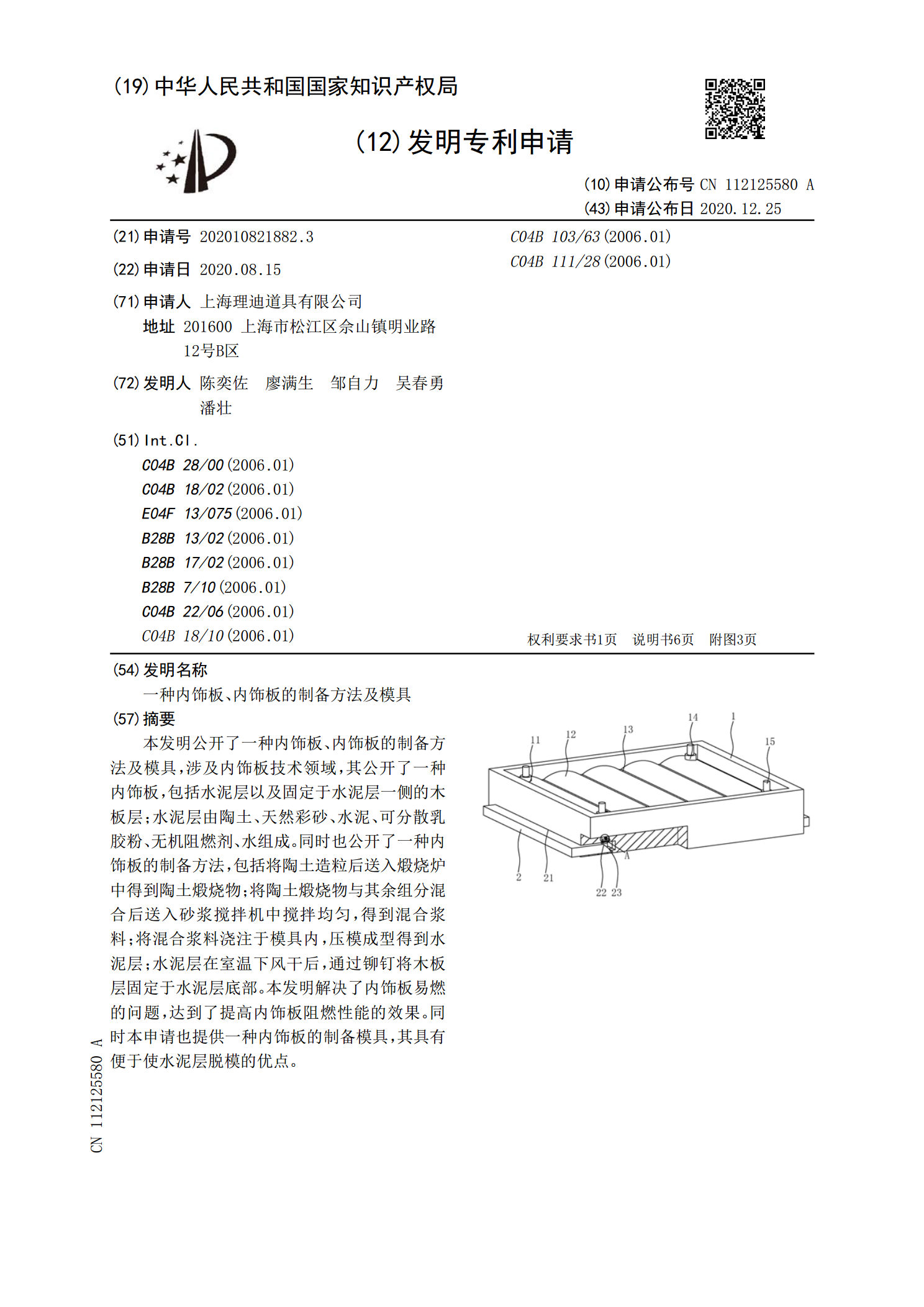
一种内饰板、内饰板的制备方法及模具.pdf
本发明公开了一种内饰板、内饰板的制备方法及模具,涉及内饰板技术领域,其公开了一种内饰板,包括水泥层以及固定于水泥层一侧的木板层;水泥层由陶土、天然彩砂、水泥、可分散乳胶粉、无机阻燃剂、水组成。同时也公开了一种内饰板的制备方法,包括将陶土造粒后送入煅烧炉中得到陶土煅烧物;将陶土煅烧物与其余组分混合后送入砂浆搅拌机中搅拌均匀,得到混合浆料;将混合浆料浇注于模具内,压模成型得到水泥层;水泥层在室温下风干后,通过铆钉将木板层固定于水泥层底部。本发明解决了内饰板易燃的问题,达到了提高内饰板阻燃性能的效果。同时本申请
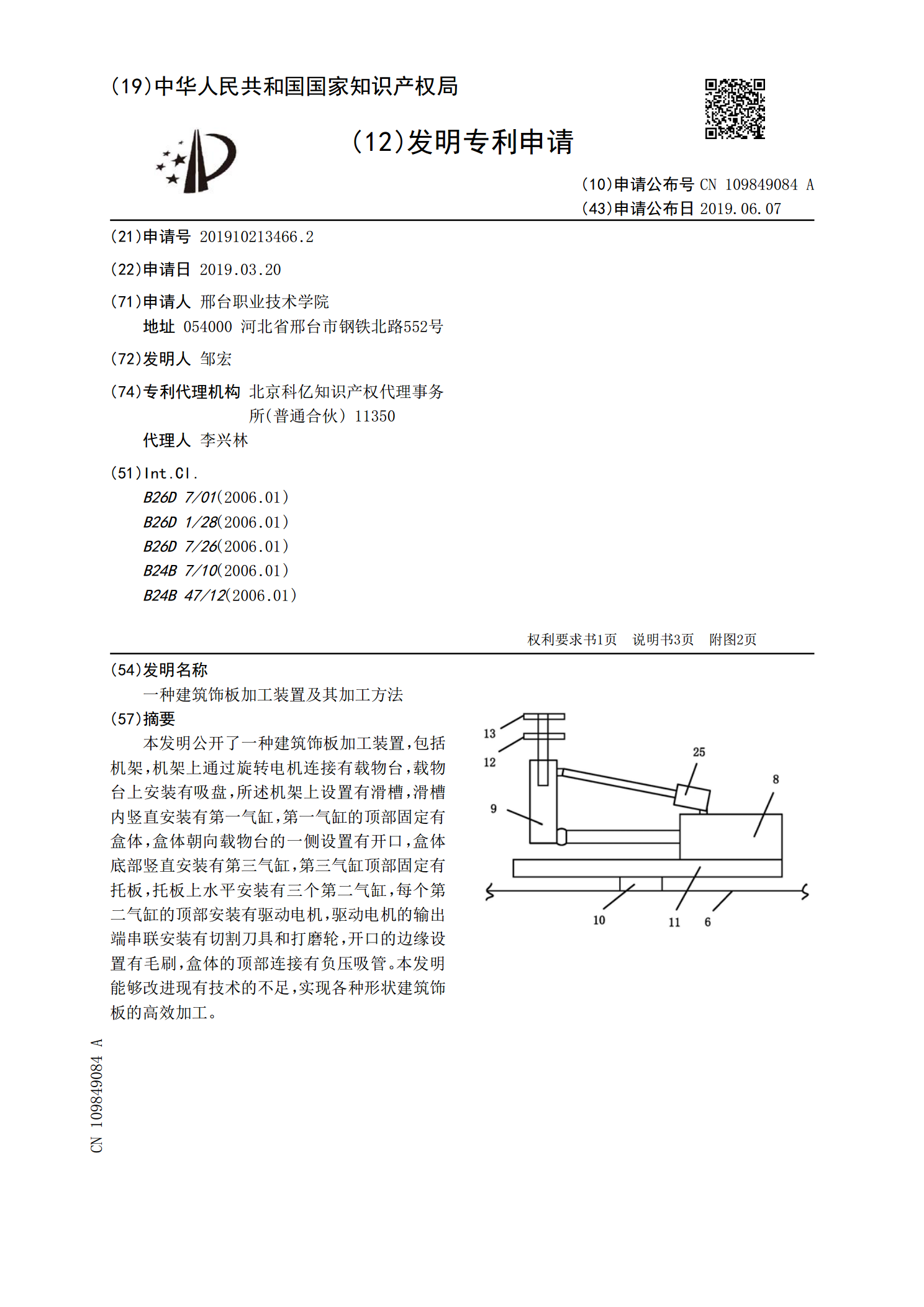
一种建筑饰板加工装置及其加工方法.pdf
本发明公开了一种建筑饰板加工装置,包括机架,机架上通过旋转电机连接有载物台,载物台上安装有吸盘,所述机架上设置有滑槽,滑槽内竖直安装有第一气缸,第一气缸的顶部固定有盒体,盒体朝向载物台的一侧设置有开口,盒体底部竖直安装有第三气缸,第三气缸顶部固定有托板,托板上水平安装有三个第二气缸,每个第二气缸的顶部安装有驱动电机,驱动电机的输出端串联安装有切割刀具和打磨轮,开口的边缘设置有毛刷,盒体的顶部连接有负压吸管。本发明能够改进现有技术的不足,实现各种形状建筑饰板的高效加工。