
一种表面无黄铜镀层的切割钢丝及其制备方法.pdf

长春****主a


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种表面无黄铜镀层的切割钢丝及其制备方法.pdf
本发明公开了一种表面无黄铜镀层的切割钢丝及其制备方法,将带黄铜镀层的普通切割钢丝经过褪镀液进行褪镀,褪镀处理完成后使用清水对切割钢丝表面进行冲洗;冲洗完成后,在切割钢丝表面涂覆防锈剂;然后烘干得到无金属镀层的切割钢丝。本发明的制备方法,褪镀处理效果好,无金属污染残留;降低了后续的处理难度和成本;且不含金属镀层的切割钢丝,力学性能与含有镀层的切割钢丝相当,但是不存在除Fe以外的金属,避免了晶圆切片过程中带入除Fe之外的金属,可以彻底解决晶圆生产中的Cu、Zn金属污染问题。

一种高强镀黄铜钢丝拉拔润滑剂及其制备方法.pdf
本发明涉及一种高强镀黄铜钢丝拉拔润滑剂及其制备方法,将油性剂与含磷极压剂、乳化剂升温至100~120℃,在不断搅拌下加入90~100℃的水,然后冷却到40℃以下,再加入防腐防锈剂、防霉剂、消泡剂,搅拌均匀即得产品。本发明的有益效果:(1)本发明提供的水基润滑剂润滑性能良好,用于高强镀黄铜钢丝的拉拔加工,拉拔速度高,模具损耗低,断丝率低,钢丝表面清洁光滑,拉拔残留物少,与橡胶的粘合高且稳定,可替代进口产品,促进金属制品行业的国产化进程,经济效益和社会效益显著。(2)该水基润滑剂的制备工艺合理,操作性强,生产
一种具有梯形波形的切割钢丝及其制备方法.pdf
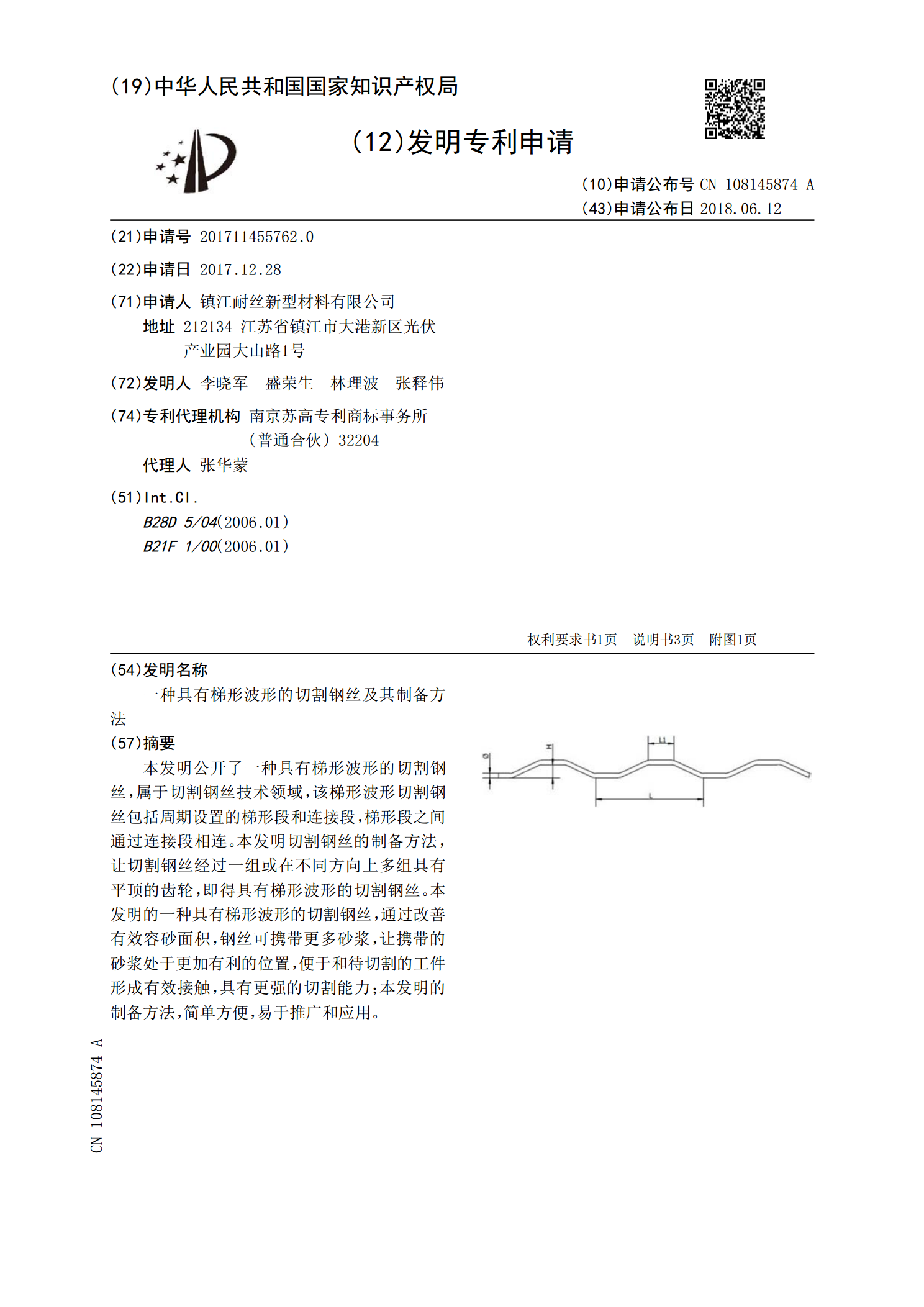
本发明公开了一种具有梯形波形的切割钢丝,属于切割钢丝技术领域,该梯形波形切割钢丝包括周期设置的梯形段和连接段,梯形段之间通过连接段相连。本发明切割钢丝的制备方法,让切割钢丝经过一组或在不同方向上多组具有平顶的齿轮,即得具有梯形波形的切割钢丝。本发明的一种具有梯形波形的切割钢丝,通过改善有效容砂面积,钢丝可携带更多砂浆,让携带的砂浆处于更加有利的位置,便于和待切割的工件形成有效接触,具有更强的切割能力;本发明的制备方法,简单方便,易于推广和应用。

一种镀黄铜钢丝拉拔加工用的水基润滑剂及其制备方法.pdf
本发明涉及金属压力加工用水基润滑剂。一种镀黄铜钢丝拉拔加工用的水基润滑剂,按重量百分比计其组成为:油性剂10~25%;含磷极压剂3~10%;矿物油3~8%;助乳化剂3~6%;防锈剂1~5%;防霉剂1~3%;消泡剂0.1~0.3%;水余量;所述的油性剂为聚酰胺-环氧乙烷-环氧丙烷共聚物,其通式为其中,R、R’是碳原子数为11-21的直链烷基或含一个双键的直链烯基,m1、m2为1-8之间的整数,n1、n2为0-8之间的整数,且m1+m2+n1+n2≤16;其分子量为800-1500,熔点为100-150℃。该
一种含铅镀层黄铜基蓄电池栅板材料及其制备方法与应用.pdf
本发明涉及一种含铅镀层黄铜基蓄电池栅板材料及其制备方法与应用,包括黄铜基片与设于黄铜基片表面的含铅电镀层,该含铅电镀层包括铅镀层、铅锡镀层或铅锑镀层中的一种;制备方法包括首先将黄铜基片依次进行化学除油、除锈、活化后,得到预处理黄铜基片,再将预处理黄铜基片置于电镀液中进行电镀镀层,干燥后即得到栅板材料。与现有技术相比,本发明采用黄铜作为铅酸电池中轻质金属板栅基底材料,黄铜具有良好的力学性能,导电率高,热态和冷态下塑性较好,但易产生腐蚀破裂,但经表面电镀铅及铅合金镀层后,可有效保护黄铜基底在硫酸等酸性电解液中