
一种恒间隙轧制机构及其轧制方法.pdf

猫巷****提格


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种恒间隙轧制机构及其轧制方法.pdf
本发明涉及新能源领域,尤指一种恒间隙轧制机构及其轧制方法,轧制机构包括上辊轴、下辊轴和辅助机构,所述辅助机构分别设置在下辊轴的左右两侧,所述下辊轴与辅助机构表面之间留有凹槽,所述凹槽位置套有圆形胶圈。本发明恒间隙轧制机构及其轧制方法在下辊轴两侧增加辅助机构,加压后上下辊轴挤压形变时,下辊轴两侧的辅助机构接触到上辊轴时两侧受力增大,原本辊面弯曲发生形变的辊面,受到两侧限位压力后弧面被回调了,保证辊面平行,两侧因限位的边缘保护,使得极片受力与中间保持一致,这样挤压形变的波浪,厚度极差小,单双面交替都可以在恒间

一种无缝齿轨及其轧制机构、方法.pdf
本发明关于一种无缝齿轨及其轧制机构、方法,该轧制机构包括上下相对设置的齿槽辊和底辊、两个左右对称设置的侧辊,所述齿槽辊、所述侧辊和所述底辊围成的区域用于连续轧制齿轨坯成型无缝齿轨。本发明所述的一种无缝齿轨轧制机构,能够实现连续生产无缝齿轨,提高了生产效率,轧制生产过程中避免了使用铣齿、插齿等切削加工工艺,噪音低、污染小,改善了生产劳动条件,不需额外的重新磨光或重涂费用,加工机构的装卸容易且通用性强,针对不同规格的无缝齿轨更换对应的所述齿槽辊、所述侧辊和所述底辊,实现对多种规格无缝齿轨进行加工,该无缝齿轨轧

一种更换不同规格坯料的轧制装置及其轧制方法.pdf
本发明提供一种更换不同规格坯料的轧制装置及其轧制方法,所述轧制装置包括:依次放置的第一轧机、第二轧机、第三轧机、第四轧机、第五轧机、第六轧机与第七轧机;不同轧机具备不同型号的孔型,将不同规格的方坯通过所述轧制装置进行的轧制方法,通过调整第一轧制处理、第二轧制处理、第三轧制处理和第四轧制处理的轧制尺寸和延伸系数,且保证棒材尺寸精度及表面质量满足技术要求。能够实现240mm方坯与200mm方坯转换时不调整加热炉步进梁步距、不更换轧机,减少了转换停机时间,提升了棒材轧制产能、提高创效。
开放式型钢的轧制方法及其轧制系统.pdf
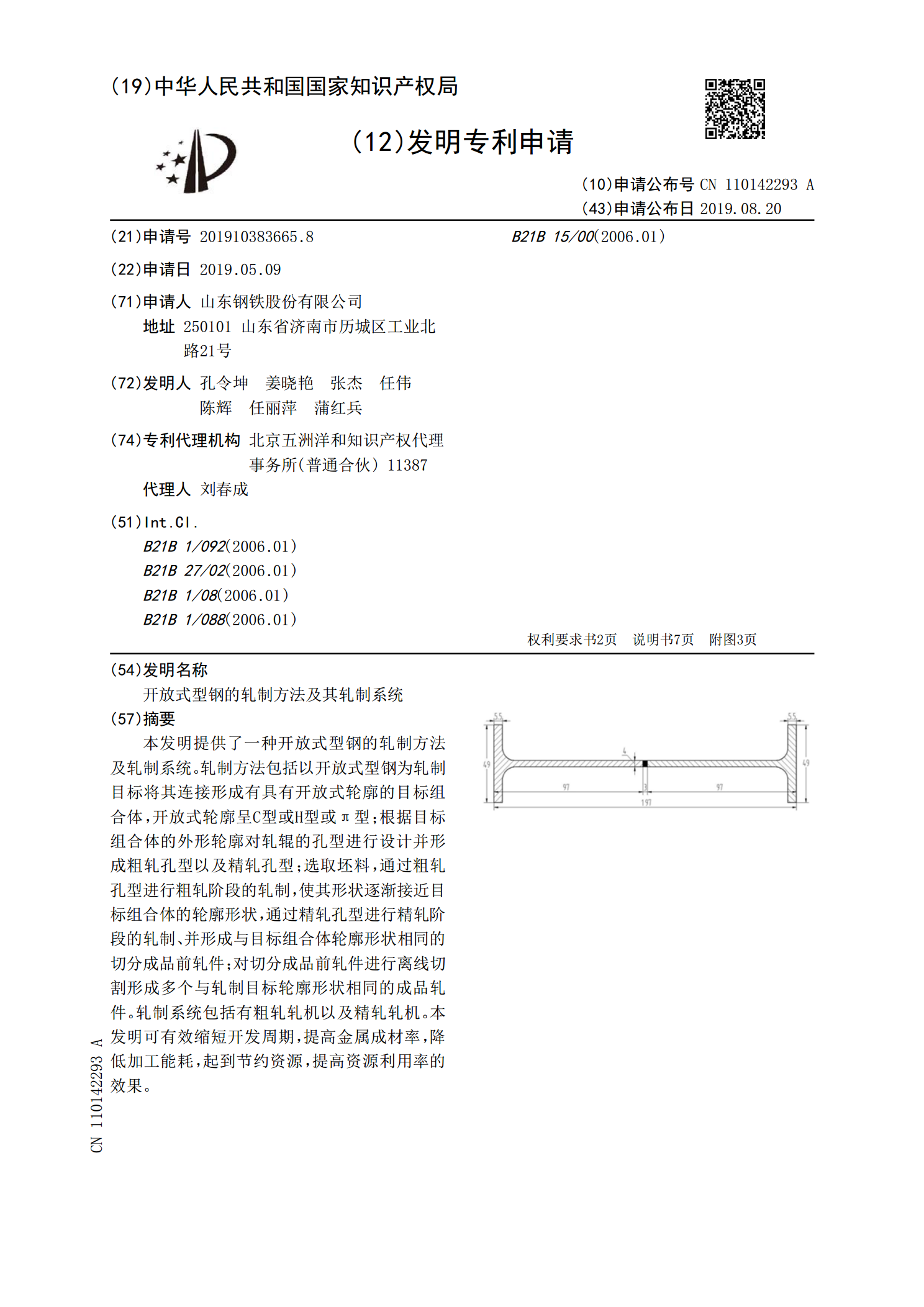
本发明提供了一种开放式型钢的轧制方法及轧制系统。轧制方法包括以开放式型钢为轧制目标将其连接形成有具有开放式轮廓的目标组合体,开放式轮廓呈C型或H型或π型;根据目标组合体的外形轮廓对轧辊的孔型进行设计并形成粗轧孔型以及精轧孔型;选取坯料,通过粗轧孔型进行粗轧阶段的轧制,使其形状逐渐接近目标组合体的轮廓形状,通过精轧孔型进行精轧阶段的轧制、并形成与目标组合体轮廓形状相同的切分成品前轧件;对切分成品前轧件进行离线切割形成多个与轧制目标轮廓形状相同的成品轧件。轧制系统包括有粗轧轧机以及精轧轧机。本发明可有效缩短开
开放式型钢的轧制方法及其轧制系统.pdf
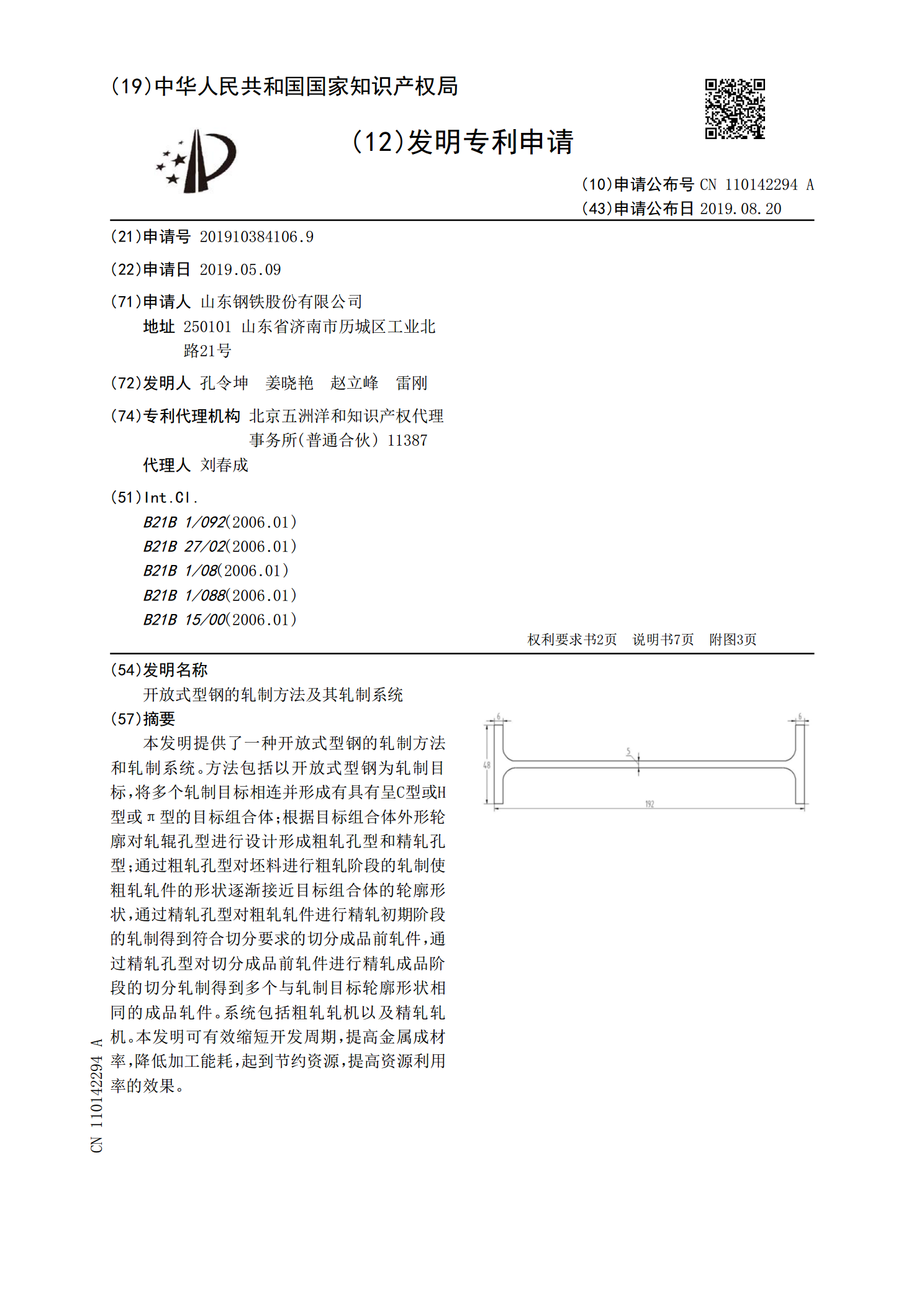
本发明提供了一种开放式型钢的轧制方法和轧制系统。方法包括以开放式型钢为轧制目标,将多个轧制目标相连并形成有具有呈C型或H型或π型的目标组合体;根据目标组合体外形轮廓对轧辊孔型进行设计形成粗轧孔型和精轧孔型;通过粗轧孔型对坯料进行粗轧阶段的轧制使粗轧轧件的形状逐渐接近目标组合体的轮廓形状,通过精轧孔型对粗轧轧件进行精轧初期阶段的轧制得到符合切分要求的切分成品前轧件,通过精轧孔型对切分成品前轧件进行精轧成品阶段的切分轧制得到多个与轧制目标轮廓形状相同的成品轧件。系统包括粗轧轧机以及精轧轧机。本发明可有效缩短开