
砂芯表面处理方法.pdf

景福****90


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
砂芯表面处理方法.pdf
本申请公开了一种砂芯表面处理方法,包括如下步骤:S1、首先在铸型表面均匀的涂刷一层铸造涂料;S2、涂料自然干燥后,用砂纸将型面涂料磨至均匀平滑,铸型表面无积留;S3、用燃烧的乙炔喷头在铸型表面均匀的熏一层炭黑。本发明涂料和炭黑层在金属液浇注时产生强还原性气氛,在铸件与涂层界面会形成气膜和碳膜,阻止金属液与砂型相互作用,产生防气效果,且在用乙炔喷头燃烧时,在空气中燃烧时为不完全燃烧,会析出单质碳,单质碳附着在铸型表面形成一层炭黑,如此可以在铸件与涂层界面会形成气膜和碳膜,阻止金属液与砂型相互作用,产生防气效
大型铸件砂芯的表面处理装置.pdf
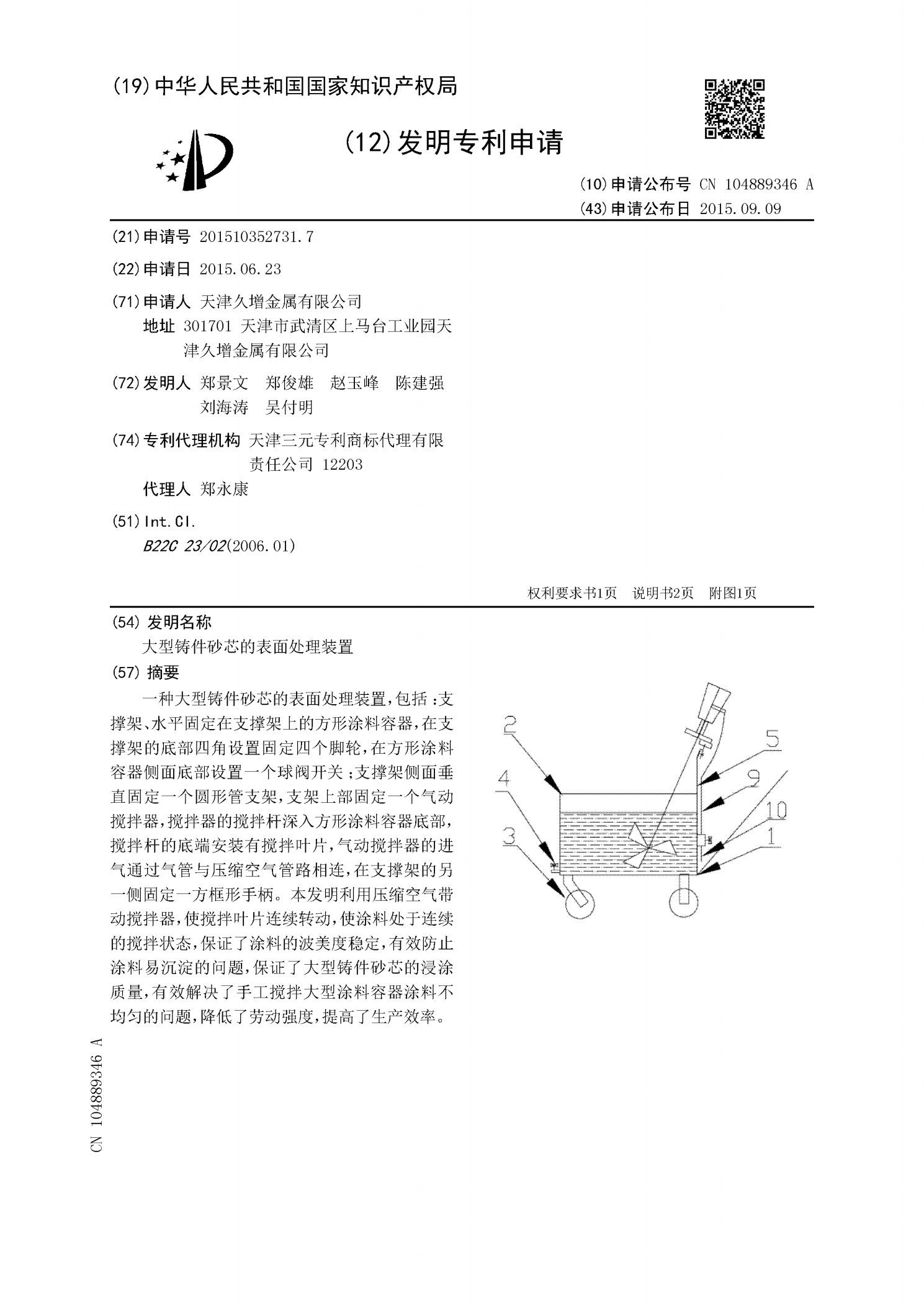
一种大型铸件砂芯的表面处理装置,包括:支撑架、水平固定在支撑架上的方形涂料容器,在支撑架的底部四角设置固定四个脚轮,在方形涂料容器侧面底部设置一个球阀开关;支撑架侧面垂直固定一个圆形管支架,支架上部固定一个气动搅拌器,搅拌器的搅拌杆深入方形涂料容器底部,搅拌杆的底端安装有搅拌叶片,气动搅拌器的进气通过气管与压缩空气管路相连,在支撑架的另一侧固定一方框形手柄。本发明利用压缩空气带动搅拌器,使搅拌叶片连续转动,使涂料处于连续的搅拌状态,保证了涂料的波美度稳定,有效防止涂料易沉淀的问题,保证了大型铸件砂芯的浸涂
树脂砂再生表面处理方法.pdf
本发明提供一种树脂砂再生表面处理方法,步骤为:将使用过的树脂砂收集在储罐中,放置2天后,将其加入震动破碎机,经过震动破碎,然后过筛,留下粒径均匀的树脂砂;对混合树脂砂进行筛选,将混合树脂砂中的铁屑除掉,得到纯净的树脂砂;将纯净的树脂砂放入气力打散装置中,使树脂砂在装置内的容腔中随着气流翻腾,将液态石蜡雾化喷洒在装置内的容腔中,树脂砂颗粒与雾化后的石蜡充分接触,在树脂砂颗粒表面形成石蜡层,从而得到石蜡包裹的树脂砂颗粒。本发明利用石蜡对树脂砂颗粒进行包裹,经过处理后的树脂砂颗粒再采用现有技术在其表面包裹树脂,
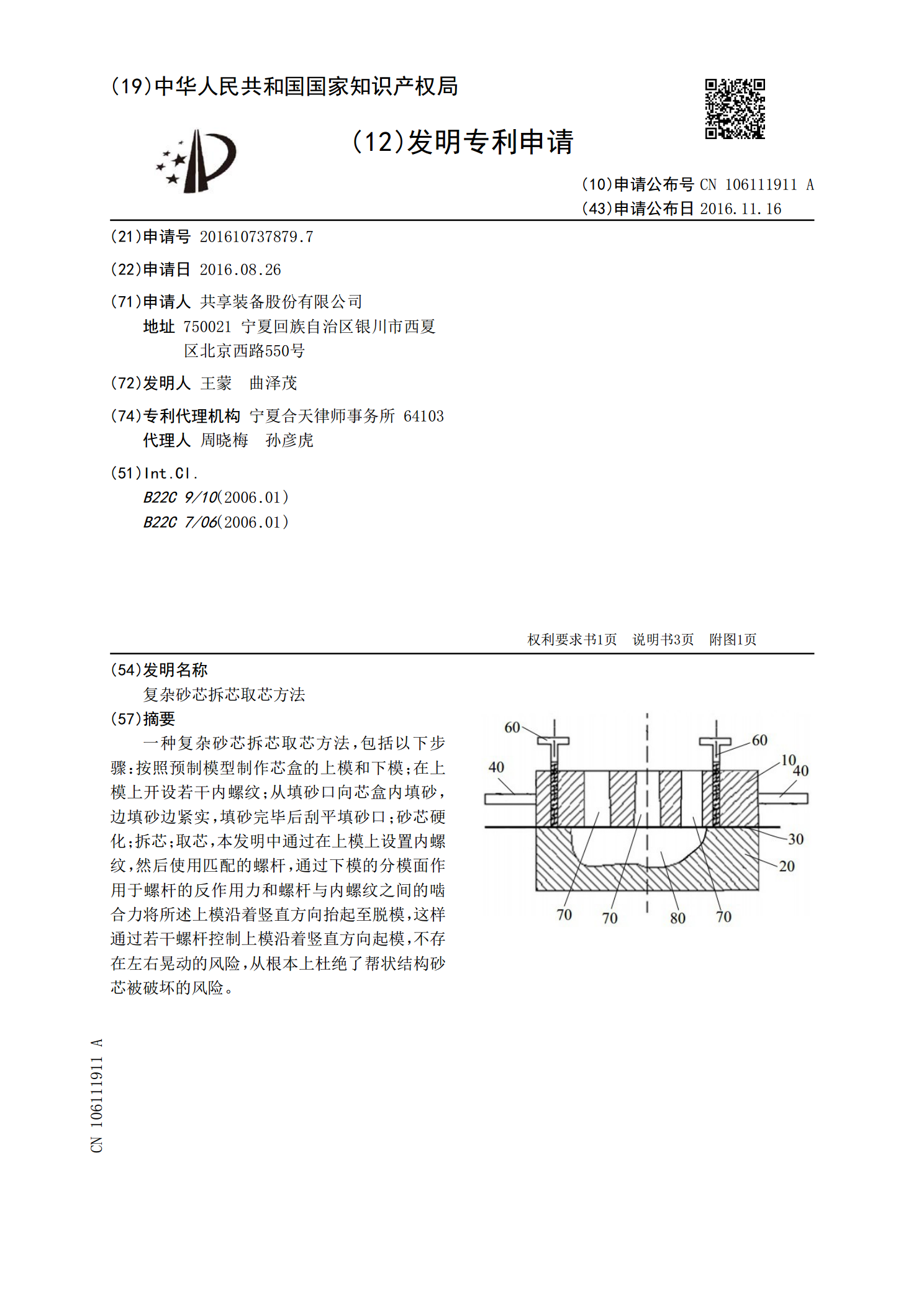
复杂砂芯拆芯取芯方法.pdf
一种复杂砂芯拆芯取芯方法,包括以下步骤:按照预制模型制作芯盒的上模和下模;在上模上开设若干内螺纹;从填砂口向芯盒内填砂,边填砂边紧实,填砂完毕后刮平填砂口;砂芯硬化;拆芯;取芯,本发明中通过在上模上设置内螺纹,然后使用匹配的螺杆,通过下模的分模面作用于螺杆的反作用力和螺杆与内螺纹之间的啮合力将所述上模沿着竖直方向抬起至脱模,这样通过若干螺杆控制上模沿着竖直方向起模,不存在左右晃动的风险,从根本上杜绝了帮状结构砂芯被破坏的风险。
高压防腐耐磨阀门阀芯表面的处理方法.pdf
本发明公开了一种高压防腐耐磨阀门阀芯表面的处理方法,即本方法首先对阀芯进行探伤、清洗、喷砂粗化预处理,表面粗糙度控制在Ra5-7μm;采用超音速喷涂设备在阀芯表面制备WC-Co-Cr粉末涂层,涂层厚度为0.20-0.25mm;采用异丙醇稀释后的烘烤型酚醛树脂作为封闭剂对阀芯进行封闭处理,然后采用200目金刚石砂轮进行粗磨处理;使用封闭剂对阀芯再次封闭处理后,采用400目金刚石砂轮进行精磨处理,粗糙度控制在Ra0.2μm以下;最后采用精密磨抛机对阀芯进行抛光处理,最终成品粗糙度为Ra0.03-0.05μm。