
一种铝合金型材挤压成型装置.pdf

An****99


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金型材挤压成型装置.pdf
本发明公开了一种铝合金型材挤压成型装置,涉及挤压成型装置领域,包括装置平台、装置主体、成品传送装置和加热装置,装置主体的一端设置有装置平台,装置平台的一侧设置有加热装置,且装置平台上还设置有液压装置,另一端设置有成品传送装置,装置主体的内部设置有原料槽,且原料槽的末端模具槽设置有模具,原料槽的下方设置有下落槽,且下落槽的顶端设置有与原料槽相匹配的自动板。本发明通过设置的余料刮除机构,刮除掉铝合金棒从挤压机出口挤出后,残留在模具上铝合金棒的尾部,避免影响下一次挤压;通过设置的自动板、下落槽和余料传送装置相互
一种铝合金型材挤压成型工艺.pdf
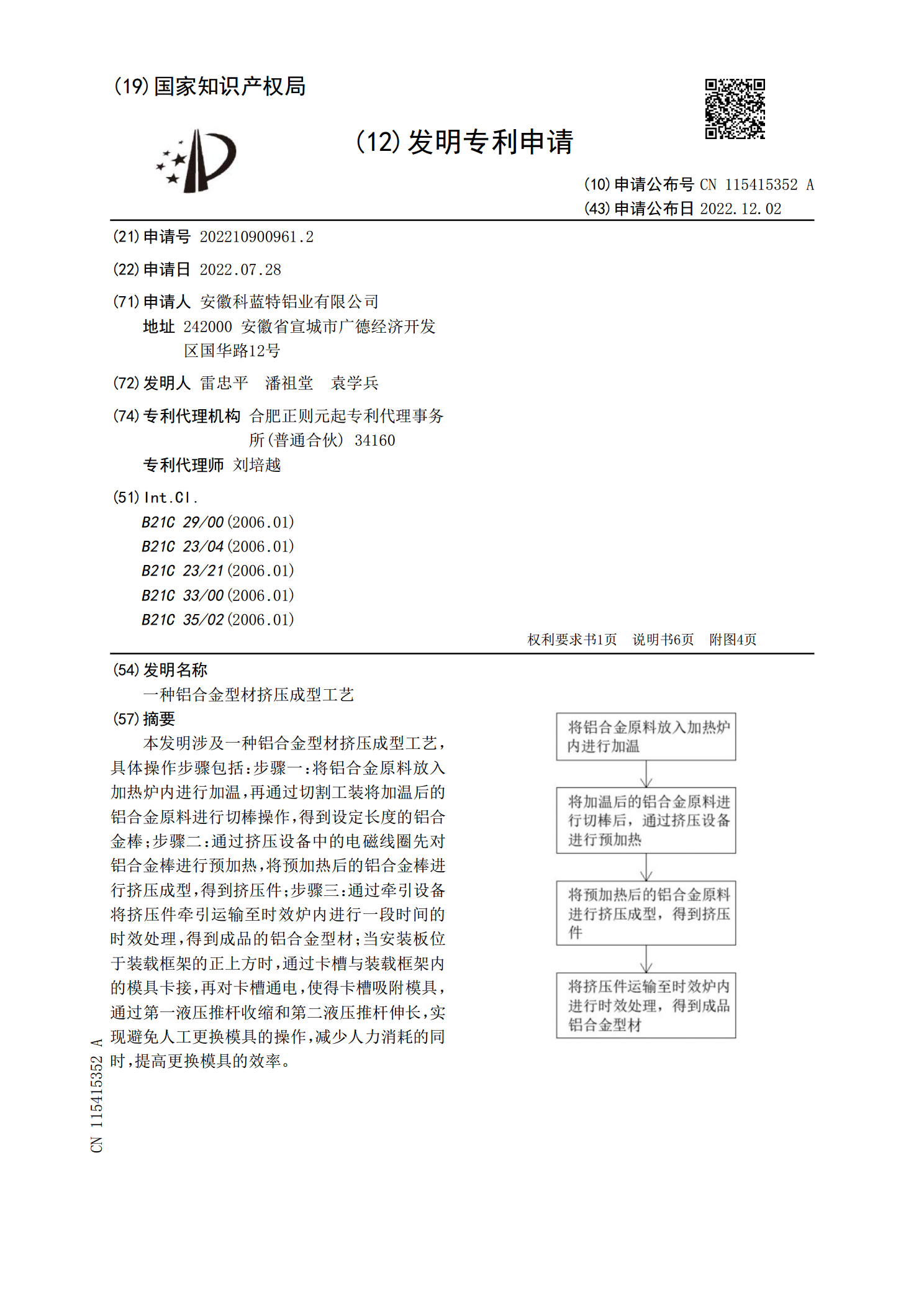
本发明涉及一种铝合金型材挤压成型工艺,具体操作步骤包括:步骤一:将铝合金原料放入加热炉内进行加温,再通过切割工装将加温后的铝合金原料进行切棒操作,得到设定长度的铝合金棒;步骤二:通过挤压设备中的电磁线圈先对铝合金棒进行预加热,将预加热后的铝合金棒进行挤压成型,得到挤压件;步骤三:通过牵引设备将挤压件牵引运输至时效炉内进行一段时间的时效处理,得到成品的铝合金型材;当安装板位于装载框架的正上方时,通过卡槽与装载框架内的模具卡接,再对卡槽通电,使得卡槽吸附模具,通过第一液压推杆收缩和第二液压推杆伸长,实现避免人

一种铝合金型材挤压装置.pdf
本发明提供了一种铝合金型材挤压装置,包括挤压机构和上料机构;所述挤压机构包括工作台、挤压组件以及用于夹紧型材的限位组件,所述挤压组件和所述限位组件均安装于所述工作台上,所述限位组件包括可相对所述工作台旋转的支撑板,所述挤压组件包括用于抵接型材的挤压模具;所述上料机构包括调节组件、夹持组件以及架设于所述工作台上的定位座,所述调节组件转动装配于所述定位座上,所述夹持组件滑动安装于所述调节组件上并用于夹持型材,所述夹持组件可相对所述定位座旋转。本发明解决了人工操控容易导致上料位置偏差的问题,且具有结构简单、可代
一种铝型材挤压成型装置.pdf
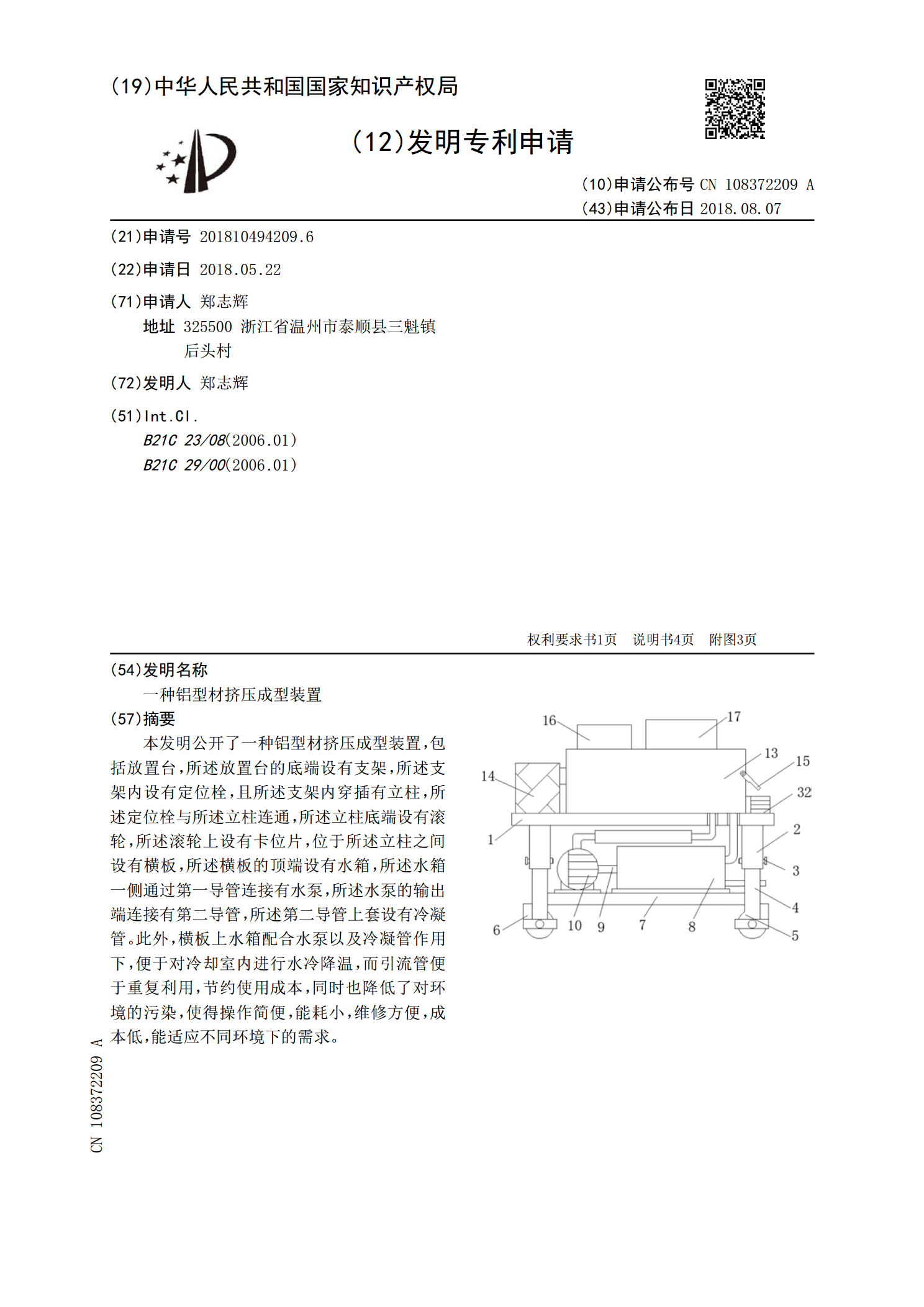
本发明公开了一种铝型材挤压成型装置,包括放置台,所述放置台的底端设有支架,所述支架内设有定位栓,且所述支架内穿插有立柱,所述定位栓与所述立柱连通,所述立柱底端设有滚轮,所述滚轮上设有卡位片,位于所述立柱之间设有横板,所述横板的顶端设有水箱,所述水箱一侧通过第一导管连接有水泵,所述水泵的输出端连接有第二导管,所述第二导管上套设有冷凝管。此外,横板上水箱配合水泵以及冷凝管作用下,便于对冷却室内进行水冷降温,而引流管便于重复利用,节约使用成本,同时也降低了对环境的污染,使得操作简便,能耗小,维修方便,成本低,能

一种铝合金工件挤压成型装置.pdf
本发明公开了一种铝合金工件挤压成型装置,包括机架、上压模结构、下压模结构、水冷结构及控制器,所述机架的顶部固定安装有上压模结构,所述机架的底部固定安装有下压模结构,所述下压模结构包括下模平台,所述下模平台的底部固定安装有两支腿;下模平台的顶部设置有两个脱模孔;所述下模平台的左右两侧上滑动安装有左侧模和右侧模,所述左侧模和右侧模分别与两条滑动齿轮固定连接,所述左侧模和右侧模的底部设置脱模凹槽,所述左侧模和右侧模具有合模和开模两个状态,当所述左侧模和右侧模处于合模状态时,所述左侧模和右侧模底部设置的脱模凹槽正