
热塑性树脂组合物的成型机和制造方法以及复合树脂组合物成型品的制造方法、注塑成型品.pdf

是你****元呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热塑性树脂组合物的成型机和制造方法以及复合树脂组合物成型品的制造方法、注塑成型品.pdf
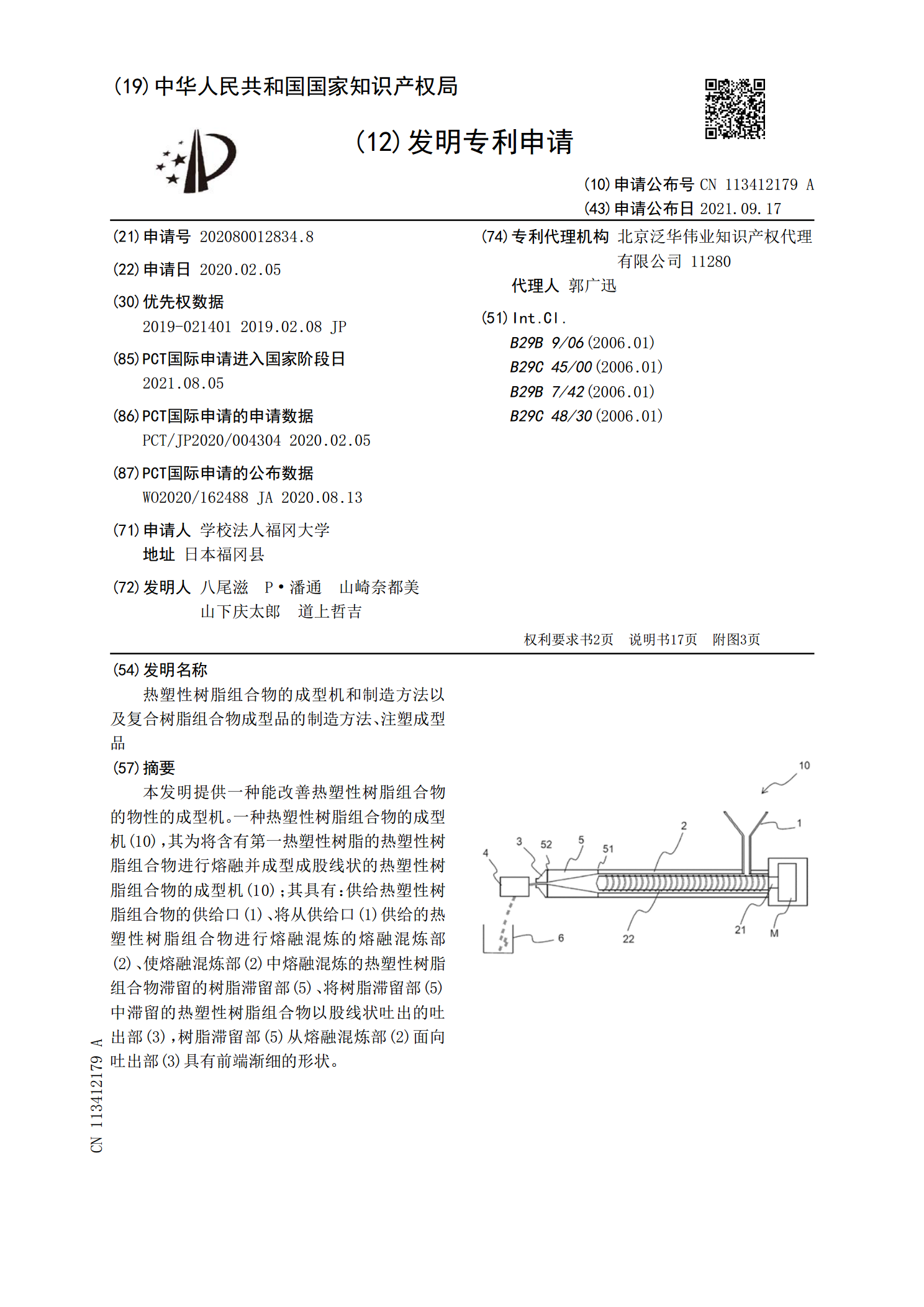
本发明提供一种能改善热塑性树脂组合物的物性的成型机。一种热塑性树脂组合物的成型机(10),其为将含有第一热塑性树脂的热塑性树脂组合物进行熔融并成型成股线状的热塑性树脂组合物的成型机(10);其具有:供给热塑性树脂组合物的供给口(1)、将从供给口(1)供给的热塑性树脂组合物进行熔融混炼的熔融混炼部(2)、使熔融混炼部(2)中熔融混炼的热塑性树脂组合物滞留的树脂滞留部(5)、将树脂滞留部(5)中滞留的热塑性树脂组合物以股线状吐出的吐出部(3),树脂滞留部(5)从熔融混炼部(2)面向吐出部(3)具有前端渐细的形
树脂组合物、树脂成型品的制造方法和树脂成型品.pdf
本发明提供一种树脂组合物,包含:纤维素衍生物,其中将使用JIS7152-3(2005)中规定的JISD2型模具通过注射成型所述树脂组合物得到的D2试样在65℃的温度和85%RH的湿度的环境下在铝板上保持24小时后,吸水弯曲量为0.3mm以下。本发明还提供一种树脂成型品的制造方法和一种树脂成型品。与含有纤维素衍生物并具有大于0.3mm的吸水弯曲量的树脂组合物相比,由本发明的树脂组合物可以获得成型收缩率的各向异性小的树脂成型品。

树脂组合物、成型品和其制造方法.pdf
[课题]提供:即使通过强制脱模方式从模具进行脱模,也可以防止脱模后的成型品中残留变形,且得到的成型品具有优异的刚性的强制脱模成型品用树脂组合物;和,使用其的强制脱模成型品;以及,其制造方法。[解决方案]一种强制脱模成型品用树脂组合物,其23℃下的弯曲模量为8GPa以上,150℃下的弯曲模量不足23℃下的弯曲模量的40%。150℃下的弯曲模量优选为5GPa以下。
热塑性树脂组合物、其制备方法以及使用其制造的成型品.pdf
本发明公开了热塑性树脂组合物、其制备方法和使用其制造的成型品。更具体而言,所述热塑性树脂组合物包含:3重量%至22重量%的接枝共聚物(A?1),所述接枝共聚物(A?1)包含平均粒径为200nm至400nm的丙烯酸酯类橡胶、芳族乙烯基化合物和乙烯基氰化合物;17重量%至40重量%的接枝共聚物(A?2),所述接枝共聚物(A?2)包含平均粒径为50nm至199nm的丙烯酸酯类橡胶、芳族乙烯基化合物和乙烯基氰化合物;30重量%至57重量%的共聚物(B),所述共聚物(B)包含(甲基)丙烯酸烷基酯化合物、α?甲基苯乙
树脂组合物、平板状成型体、多层体、成型品和成型品的制造方法.pdf
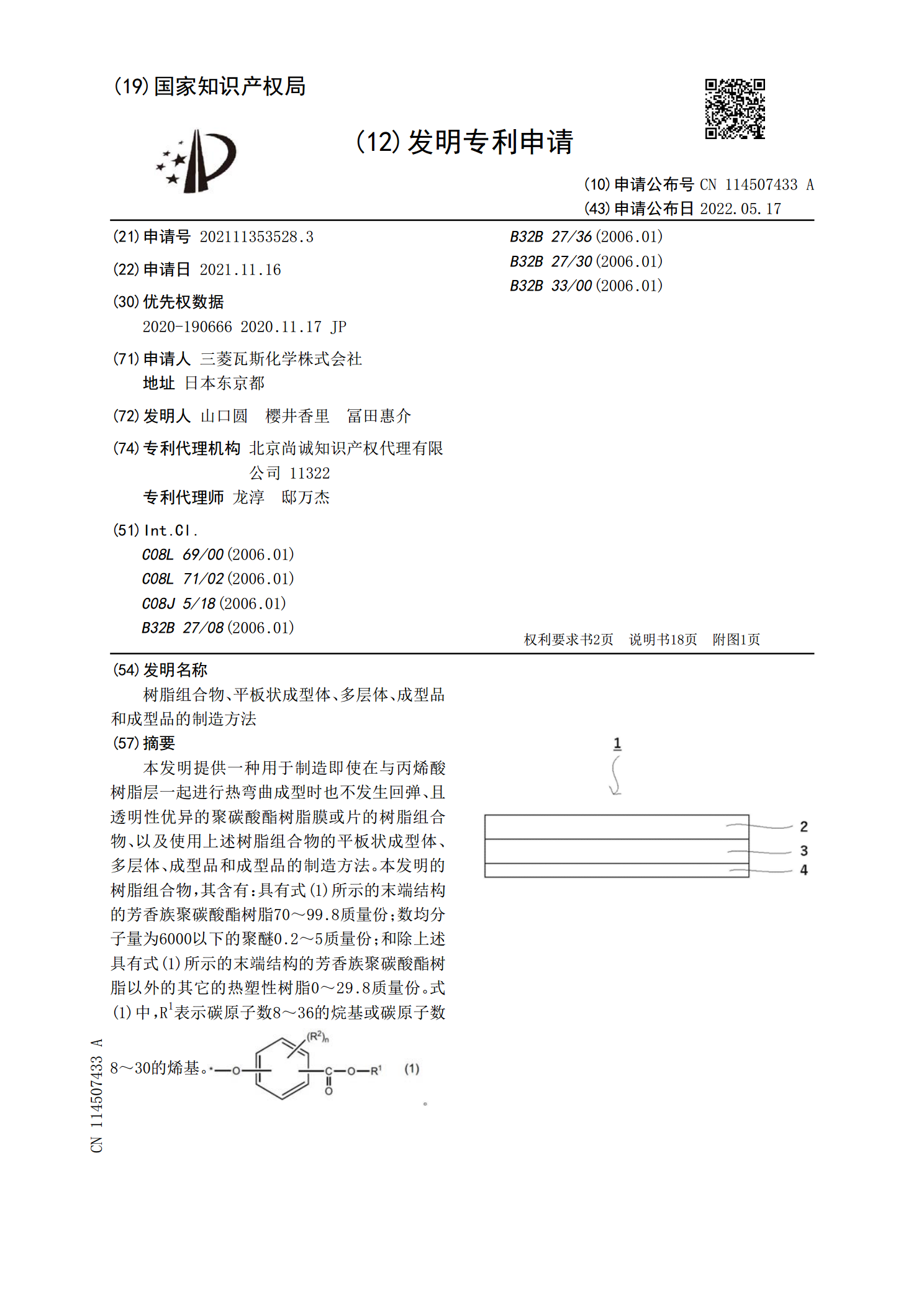
本发明提供一种用于制造即使在与丙烯酸树脂层一起进行热弯曲成型时也不发生回弹、且透明性优异的聚碳酸酯树脂膜或片的树脂组合物、以及使用上述树脂组合物的平板状成型体、多层体、成型品和成型品的制造方法。本发明的树脂组合物,其含有:具有式(1)所示的末端结构的芳香族聚碳酸酯树脂70~99.8质量份;数均分子量为6000以下的聚醚0.2~5质量份;和除上述具有式(1)所示的末端结构的芳香族聚碳酸酯树脂以外的其它的热塑性树脂0~29.8质量份。式(1)中,R<base:Sup>1</base:Sup>表示碳原子数8~3