
基于高熵合金中间层铝/钢异种金属双光束激光焊接方法.pdf

宁馨****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于高熵合金中间层铝/钢异种金属双光束激光焊接方法.pdf
本发明涉及一种基于高熵合金中间层铝/钢异种金属双光束激光焊接方法,属于材料焊接技术领域。以Fe/Al基高熵合金金属片为中间层材料,精确调节两并排激光束的功率比,使主光束光斑位于钢板侧,辅助光束光斑位于铝合金板侧。通过控制温度场分布,当高功率激光束的温度达到Fe/Al基高熵合金金属片与钢板的液相线温度以上,在钢板侧,形成熔化焊缝。在铝合金板侧,由于铝熔点较低形成钎焊焊缝。两束激光束的光斑之间预留一段距离,焊接结束后,高熵合金层中间未被激光辐射部分仍为固体状态,避免了Fe,Al元素的相互扩散,减少Fe‑Al金
一种基于高熵合金中间层的TWIP钢激光焊接方法.pdf
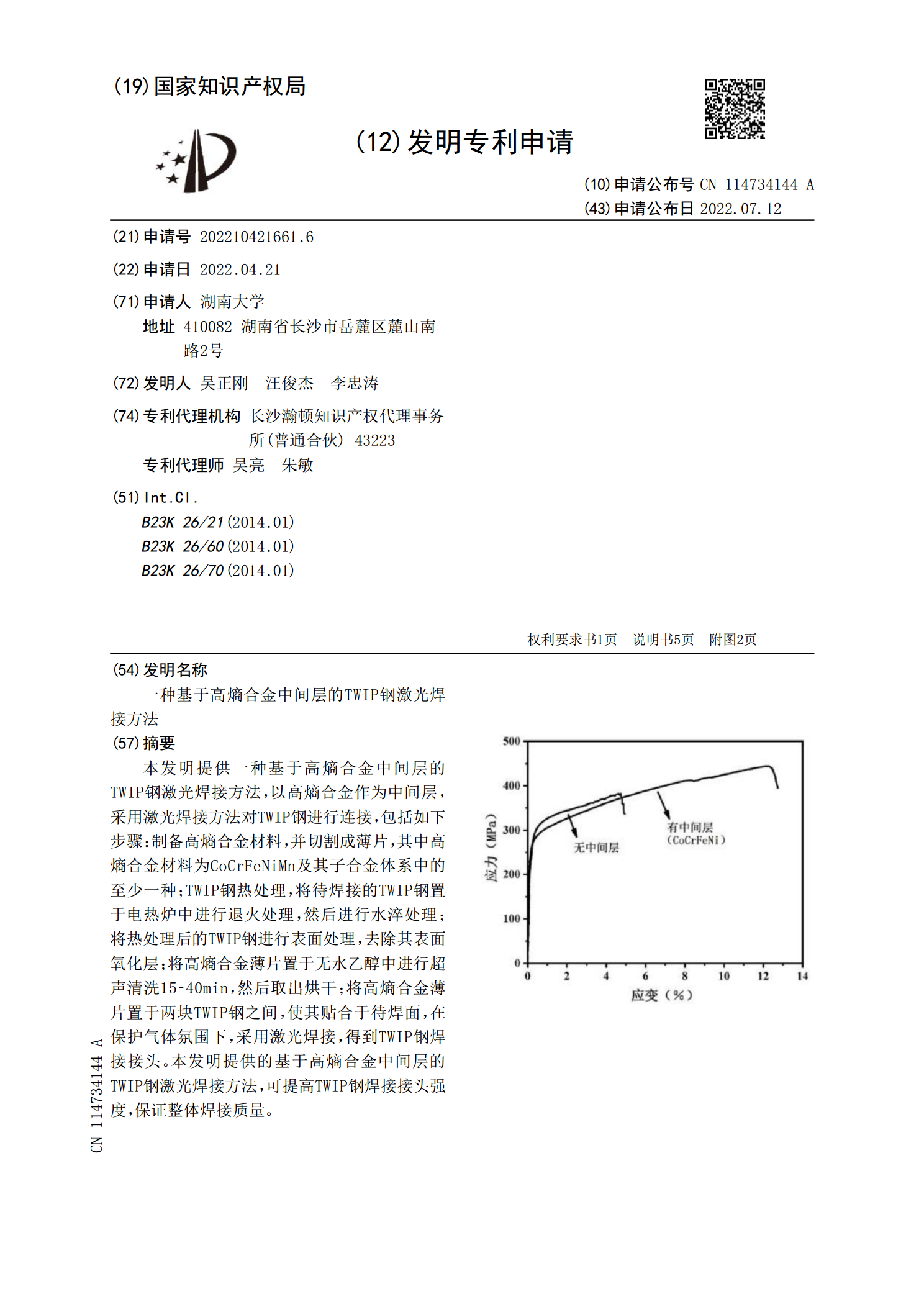
本发明提供一种基于高熵合金中间层的TWIP钢激光焊接方法,以高熵合金作为中间层,采用激光焊接方法对TWIP钢进行连接,包括如下步骤:制备高熵合金材料,并切割成薄片,其中高熵合金材料为CoCrFeNiMn及其子合金体系中的至少一种;TWIP钢热处理,将待焊接的TWIP钢置于电热炉中进行退火处理,然后进行水淬处理;将热处理后的TWIP钢进行表面处理,去除其表面氧化层;将高熵合金薄片置于无水乙醇中进行超声清洗15‑40min,然后取出烘干;将高熵合金薄片置于两块TWIP钢之间,使其贴合于待焊面,在保护气体氛围下

异种金属激光焊接方法.pdf
本发明公开了一种异种金属激光焊接方法,用以实现高熔点金属工件与低熔点金属工件之间的焊接,在所述高熔点金属工件与所述低熔点金属工件之间设置间隙,采用激光束由高熔点金属工件一侧射向低熔点金属工件的一侧以实现焊接。这样,由于在所述高熔点金属工件与所述低熔点金属工件之间设置间隙,有利于低熔点金属蒸汽的挥发,两工件之间的结合部位受热更加均匀、可控,热量分布更加合理,可防止飞溅、穿孔等现象的发生。
一种铜铝异种金属的激光焊接方法.pdf
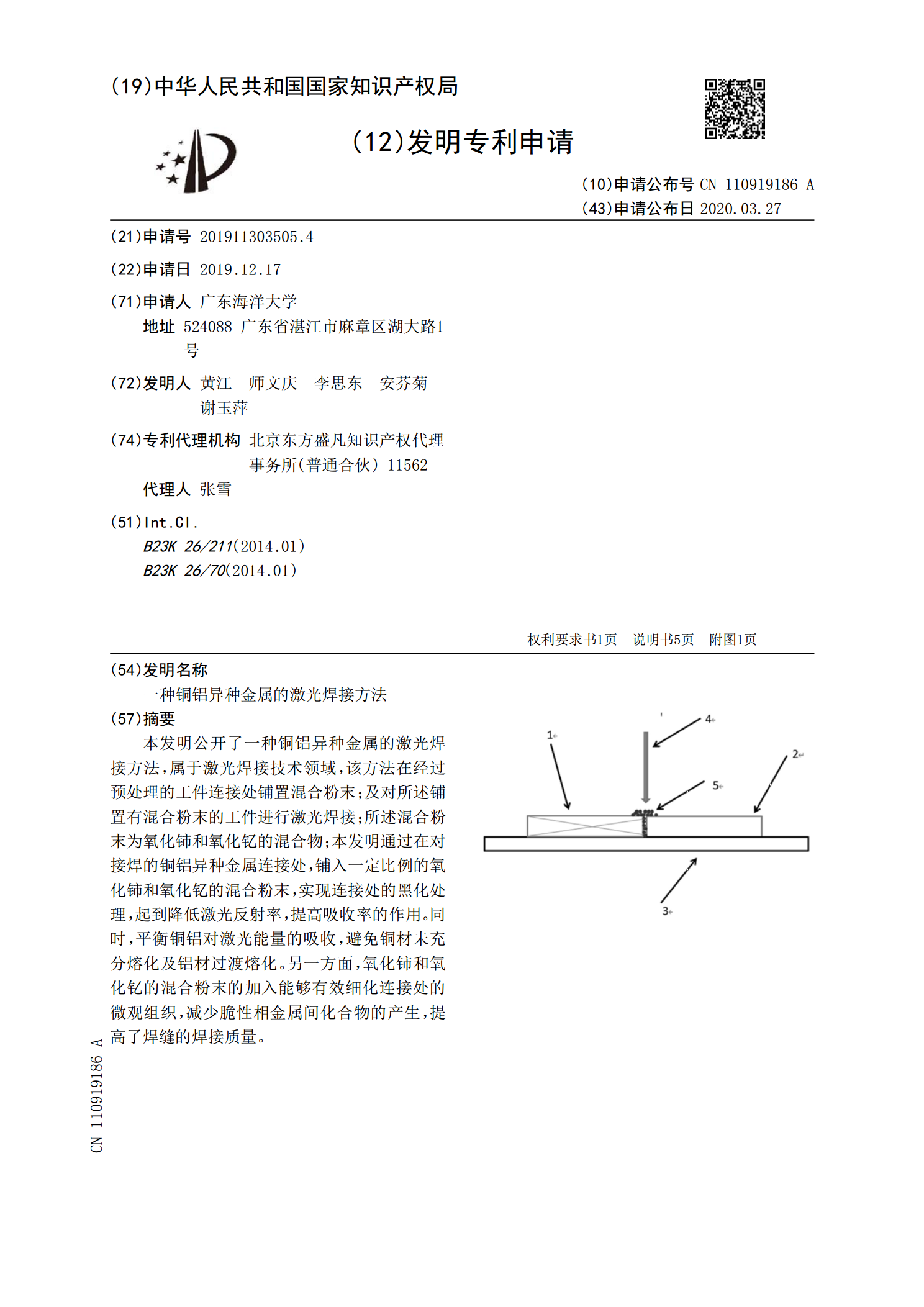
本发明公开了一种铜铝异种金属的激光焊接方法,属于激光焊接技术领域,该方法在经过预处理的工件连接处铺置混合粉末;及对所述铺置有混合粉末的工件进行激光焊接;所述混合粉末为氧化铈和氧化钇的混合物;本发明通过在对接焊的铜铝异种金属连接处,铺入一定比例的氧化铈和氧化钇的混合粉末,实现连接处的黑化处理,起到降低激光反射率,提高吸收率的作用。同时,平衡铜铝对激光能量的吸收,避免铜材未充分熔化及铝材过渡熔化。另一方面,氧化铈和氧化钇的混合粉末的加入能够有效细化连接处的微观组织,减少脆性相金属间化合物的产生,提高了焊缝的焊
一种中厚板铝/钢异种金属激光填丝焊接方法.pdf
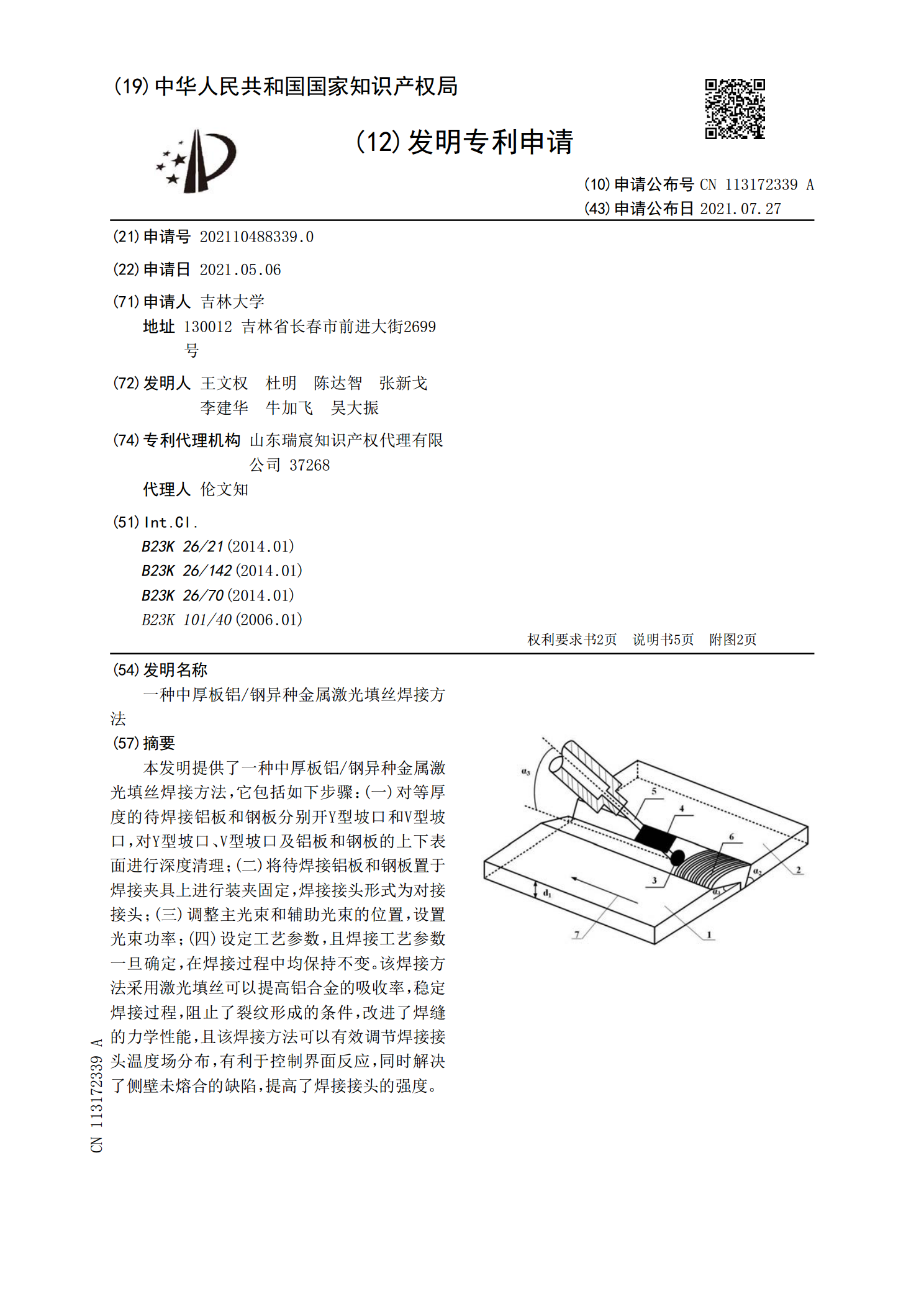
本发明提供了一种中厚板铝/钢异种金属激光填丝焊接方法,它包括如下步骤:(一)对等厚度的待焊接铝板和钢板分别开Y型坡口和V型坡口,对Y型坡口、V型坡口及铝板和钢板的上下表面进行深度清理;(二)将待焊接铝板和钢板置于焊接夹具上进行装夹固定,焊接接头形式为对接接头;(三)调整主光束和辅助光束的位置,设置光束功率;(四)设定工艺参数,且焊接工艺参数一旦确定,在焊接过程中均保持不变。该焊接方法采用激光填丝可以提高铝合金的吸收率,稳定焊接过程,阻止了裂纹形成的条件,改进了焊缝的力学性能,且该焊接方法可以有效调节焊接接