
一种中厚板铝/钢异种金属激光填丝焊接方法.pdf

森林****来了

1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板铝/钢异种金属激光填丝焊接方法.pdf
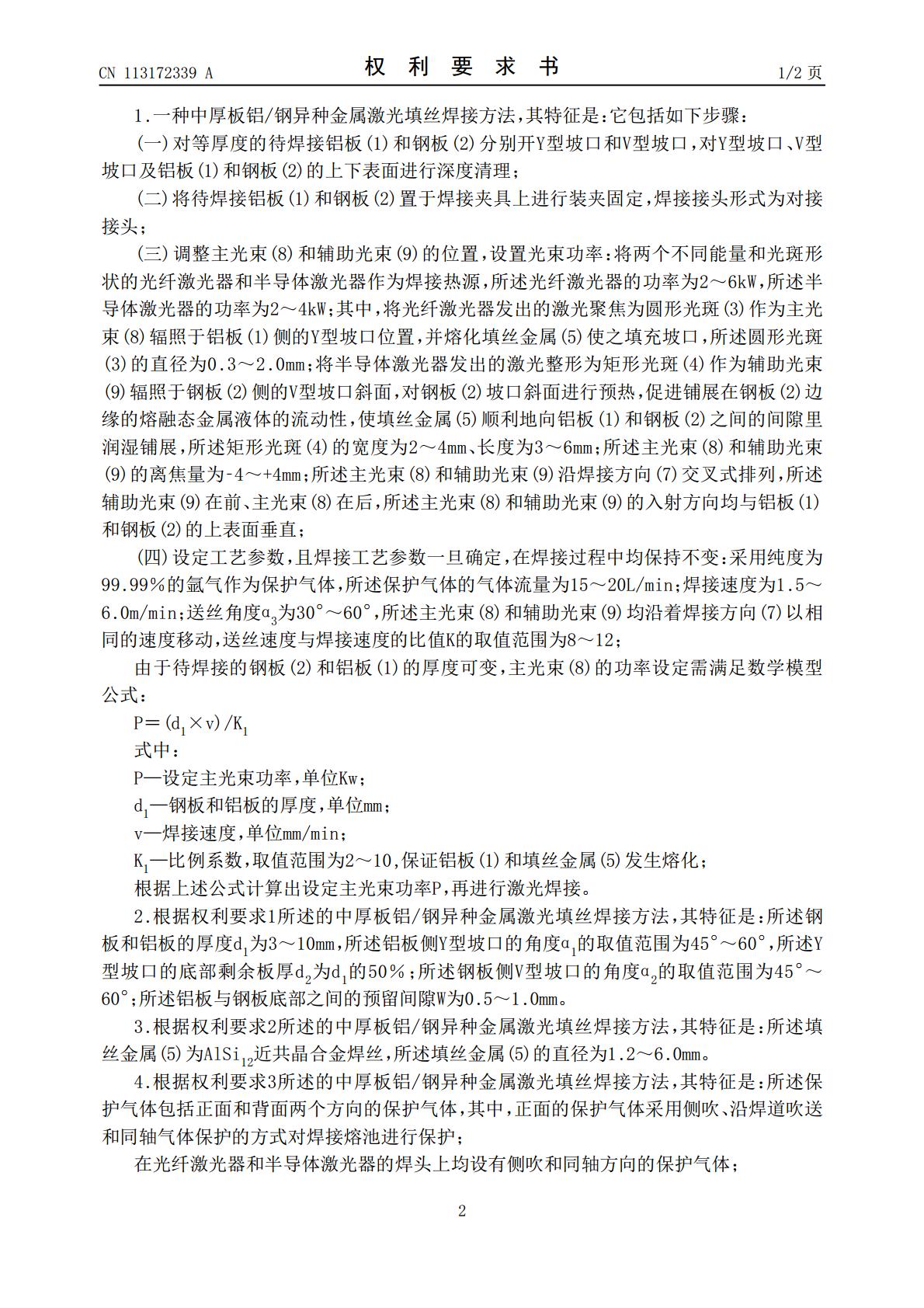
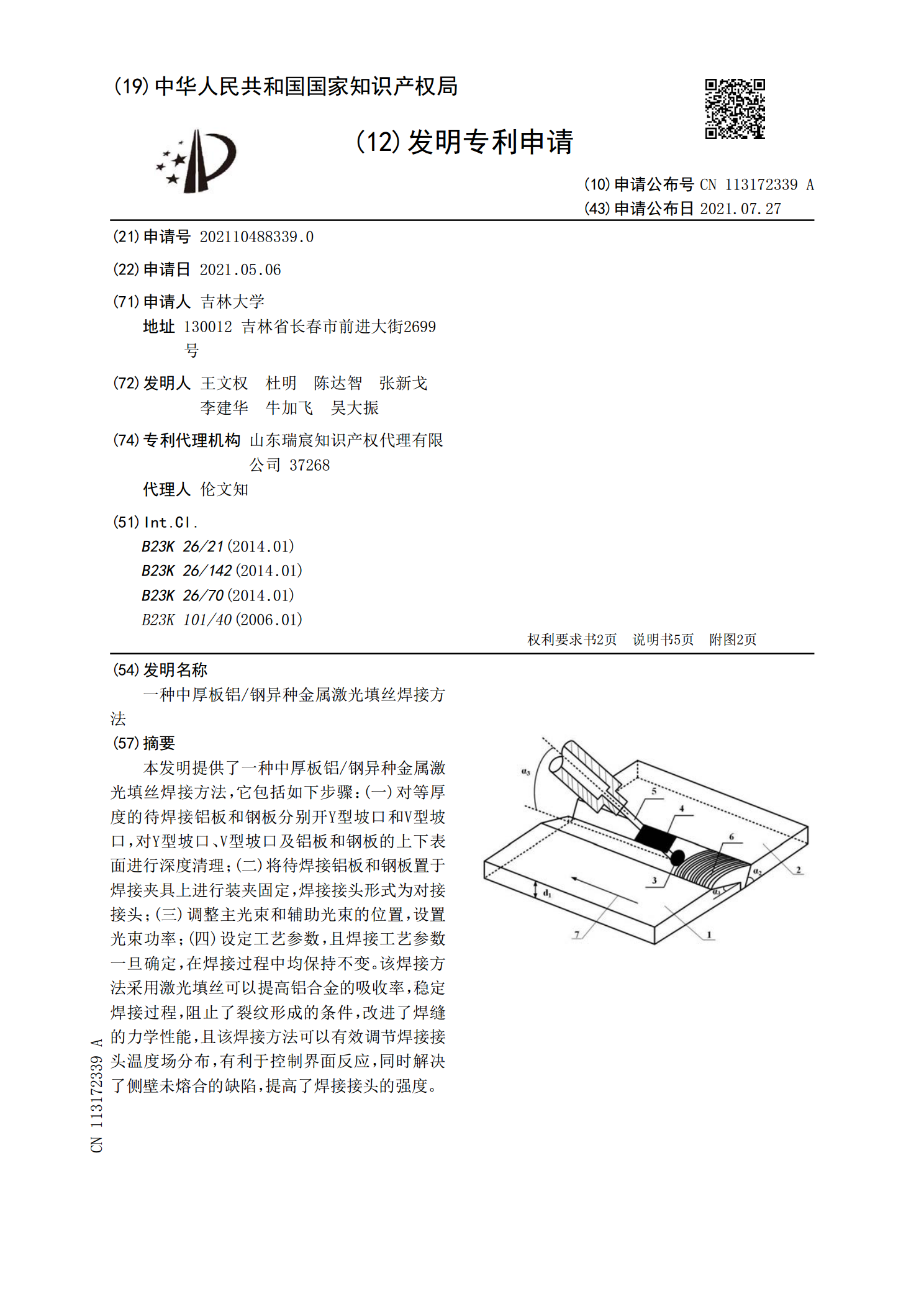
本发明提供了一种中厚板铝/钢异种金属激光填丝焊接方法,它包括如下步骤:(一)对等厚度的待焊接铝板和钢板分别开Y型坡口和V型坡口,对Y型坡口、V型坡口及铝板和钢板的上下表面进行深度清理;(二)将待焊接铝板和钢板置于焊接夹具上进行装夹固定,焊接接头形式为对接接头;(三)调整主光束和辅助光束的位置,设置光束功率;(四)设定工艺参数,且焊接工艺参数一旦确定,在焊接过程中均保持不变。该焊接方法采用激光填丝可以提高铝合金的吸收率,稳定焊接过程,阻止了裂纹形成的条件,改进了焊缝的力学性能,且该焊接方法可以有效调节焊接接
一种铜铝异种金属的激光焊接方法.pdf
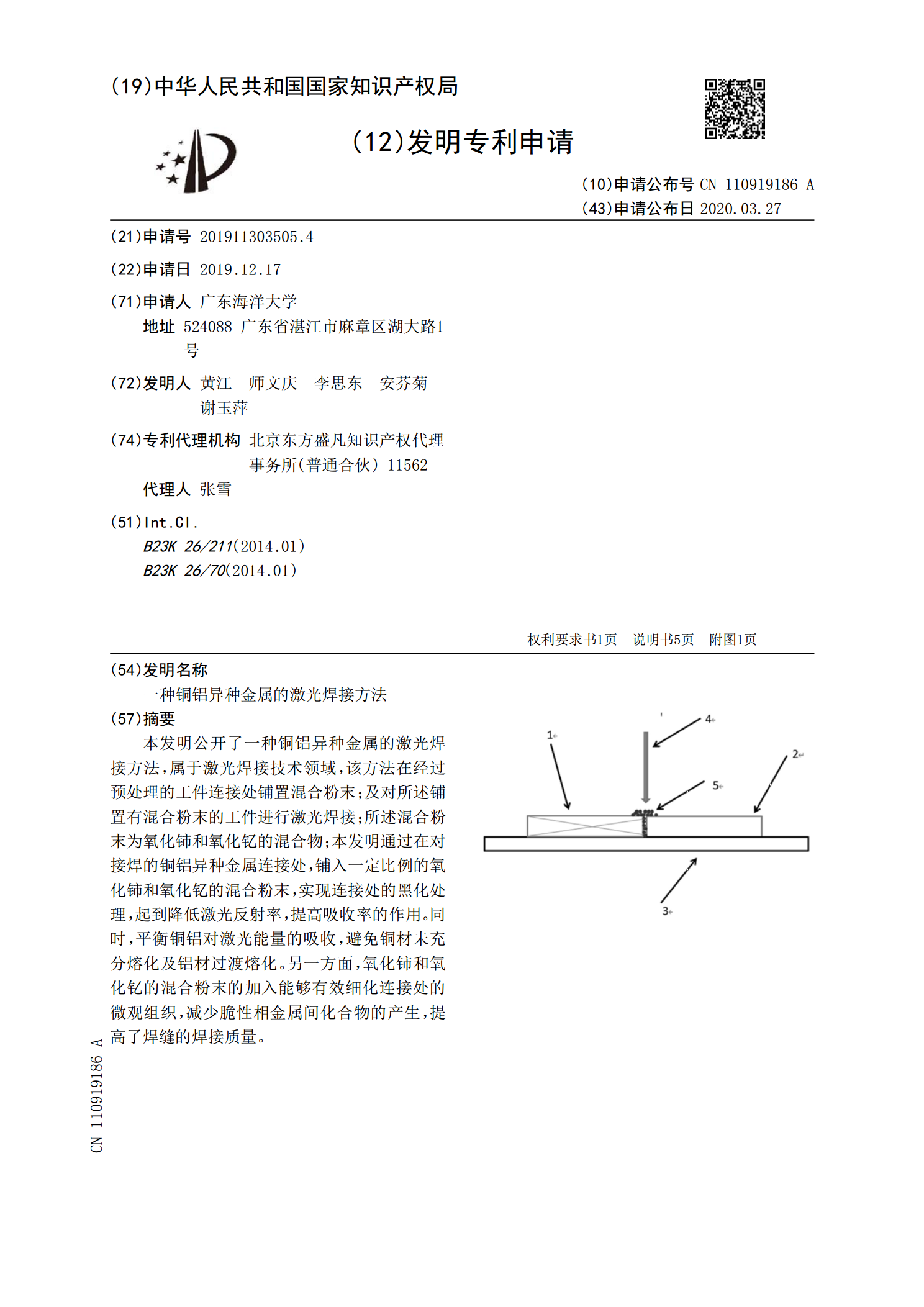
本发明公开了一种铜铝异种金属的激光焊接方法,属于激光焊接技术领域,该方法在经过预处理的工件连接处铺置混合粉末;及对所述铺置有混合粉末的工件进行激光焊接;所述混合粉末为氧化铈和氧化钇的混合物;本发明通过在对接焊的铜铝异种金属连接处,铺入一定比例的氧化铈和氧化钇的混合粉末,实现连接处的黑化处理,起到降低激光反射率,提高吸收率的作用。同时,平衡铜铝对激光能量的吸收,避免铜材未充分熔化及铝材过渡熔化。另一方面,氧化铈和氧化钇的混合粉末的加入能够有效细化连接处的微观组织,减少脆性相金属间化合物的产生,提高了焊缝的焊

粉末成分对铝钢异种金属激光填粉焊接质量的影响的中期报告.docx
粉末成分对铝钢异种金属激光填粉焊接质量的影响的中期报告本研究旨在探究不同粉末成分对铝钢异种金属激光填粉焊接质量的影响。本文中期报告将介绍研究的实验设计、结果分析以及未来的研究展望。1.实验设计本次实验选取了两种不同的粉末成分,分别为铝挥发性粉末和铝氧化物粉末。实验采用激光填粉焊接技术,将铝挥发性粉末/铝氧化物粉末与不锈钢基材进行焊接。实验中,我们分别控制了粉末混合比例、激光参数和焊接速度等因素,并采用金相显微镜、扫描电镜和拉伸强度测试等方法对焊接接头的质量进行评估。2.结果分析从实验结果来看,铝挥发性粉末

异种金属激光焊接方法.pdf
本发明公开了一种异种金属激光焊接方法,用以实现高熔点金属工件与低熔点金属工件之间的焊接,在所述高熔点金属工件与所述低熔点金属工件之间设置间隙,采用激光束由高熔点金属工件一侧射向低熔点金属工件的一侧以实现焊接。这样,由于在所述高熔点金属工件与所述低熔点金属工件之间设置间隙,有利于低熔点金属蒸汽的挥发,两工件之间的结合部位受热更加均匀、可控,热量分布更加合理,可防止飞溅、穿孔等现象的发生。

基于高熵合金中间层铝/钢异种金属双光束激光焊接方法.pdf
本发明涉及一种基于高熵合金中间层铝/钢异种金属双光束激光焊接方法,属于材料焊接技术领域。以Fe/Al基高熵合金金属片为中间层材料,精确调节两并排激光束的功率比,使主光束光斑位于钢板侧,辅助光束光斑位于铝合金板侧。通过控制温度场分布,当高功率激光束的温度达到Fe/Al基高熵合金金属片与钢板的液相线温度以上,在钢板侧,形成熔化焊缝。在铝合金板侧,由于铝熔点较低形成钎焊焊缝。两束激光束的光斑之间预留一段距离,焊接结束后,高熵合金层中间未被激光辐射部分仍为固体状态,避免了Fe,Al元素的相互扩散,减少Fe‑Al金