
一种用于LNG船低温管路的充惰性气体换向阀.pdf

书生****瑞梦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于LNG船低温管路的充惰性气体换向阀.pdf
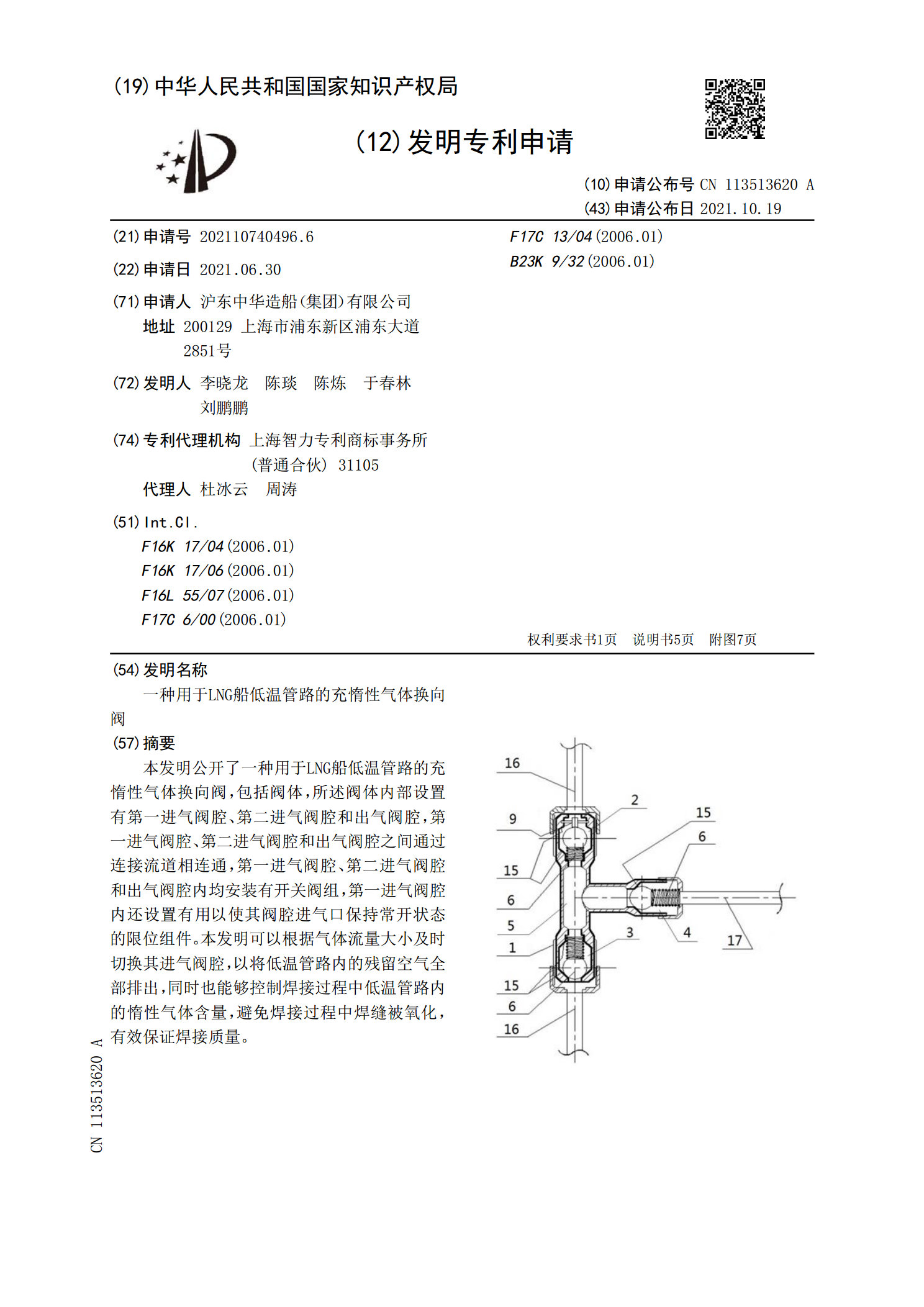
本发明公开了一种用于LNG船低温管路的充惰性气体换向阀,包括阀体,所述阀体内部设置有第一进气阀腔、第二进气阀腔和出气阀腔,第一进气阀腔、第二进气阀腔和出气阀腔之间通过连接流道相连通,第一进气阀腔、第二进气阀腔和出气阀腔内均安装有开关阀组,第一进气阀腔内还设置有用以使其阀腔进气口保持常开状态的限位组件。本发明可以根据气体流量大小及时切换其进气阀腔,以将低温管路内的残留空气全部排出,同时也能够控制焊接过程中低温管路内的惰性气体含量,避免焊接过程中焊缝被氧化,有效保证焊接质量。
一种LNG船低温管路充惰性气体密封装置.pdf
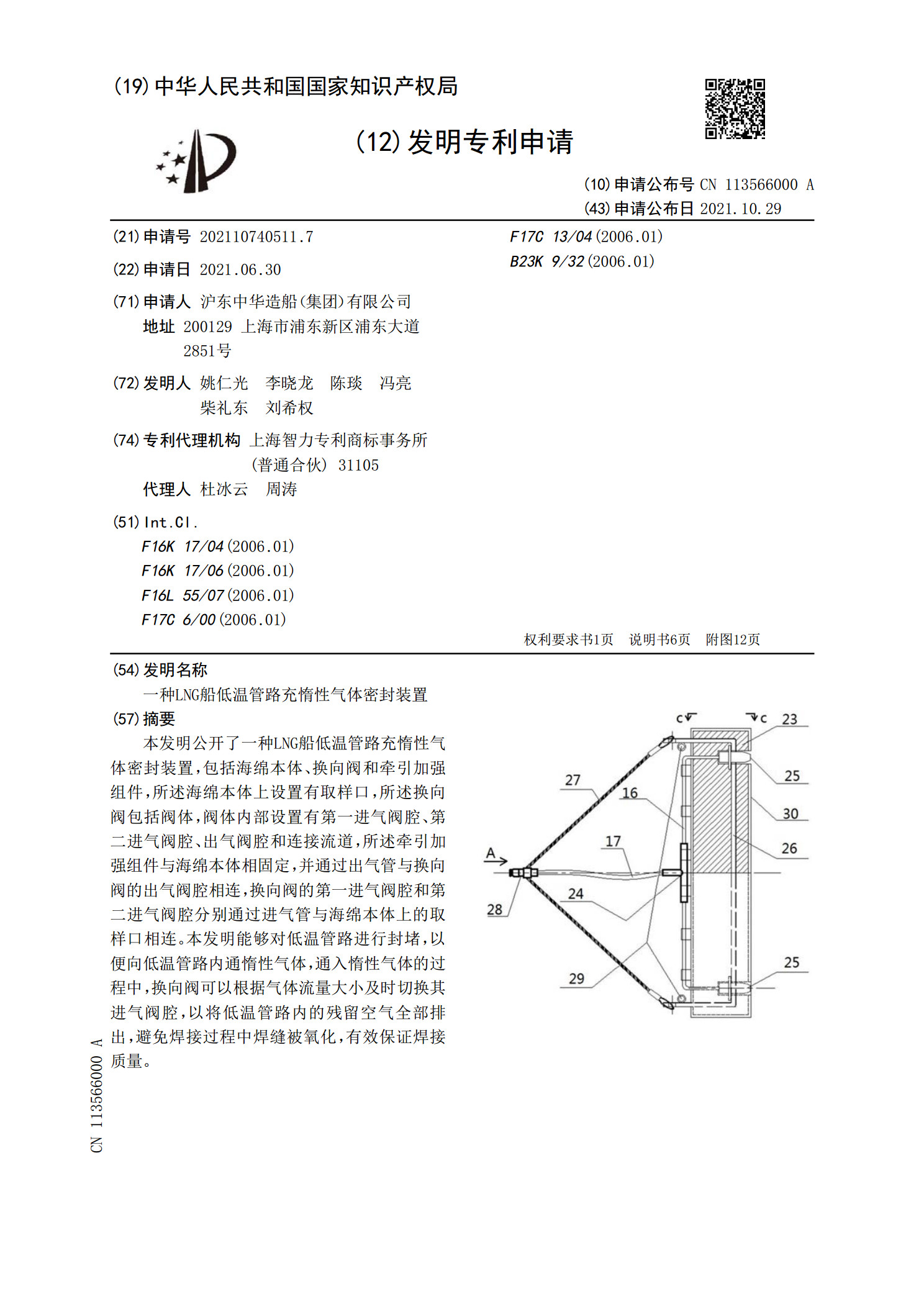
本发明公开了一种LNG船低温管路充惰性气体密封装置,包括海绵本体、换向阀和牵引加强组件,所述海绵本体上设置有取样口,所述换向阀包括阀体,阀体内部设置有第一进气阀腔、第二进气阀腔、出气阀腔和连接流道,所述牵引加强组件与海绵本体相固定,并通过出气管与换向阀的出气阀腔相连,换向阀的第一进气阀腔和第二进气阀腔分别通过进气管与海绵本体上的取样口相连。本发明能够对低温管路进行封堵,以便向低温管路内通惰性气体,通入惰性气体的过程中,换向阀可以根据气体流量大小及时切换其进气阀腔,以将低温管路内的残留空气全部排出,避免焊接

一种LNG船低温管路充惰性气体检测装置及其检测方法.pdf
本发明公开了一种LNG船低温管路充惰性气体检测装置,包括密封装置和气体检测模组;密封装置包括海绵本体和换向阀,海绵本体上设置有取样口,所述换向阀包括阀体,阀体内部设置有第一进气阀腔、第二进气阀腔、出气阀腔和连接流道,第一进气阀腔、第二进气阀腔和出气阀腔之间通过连接流道相连通,所述第一进气阀腔、第二进气阀腔和出气阀腔内均安装有开关阀组,第一进气阀腔内还设置有限位组件。本发明能够对低温管路进行封堵,以便向低温管路内通惰性气体,通入惰性气体的过程中,换向阀可以根据气体流量大小及时切换其进气阀腔,以将低温管路内的
一种用于LNG动力船双壁管路的连接结构.pdf
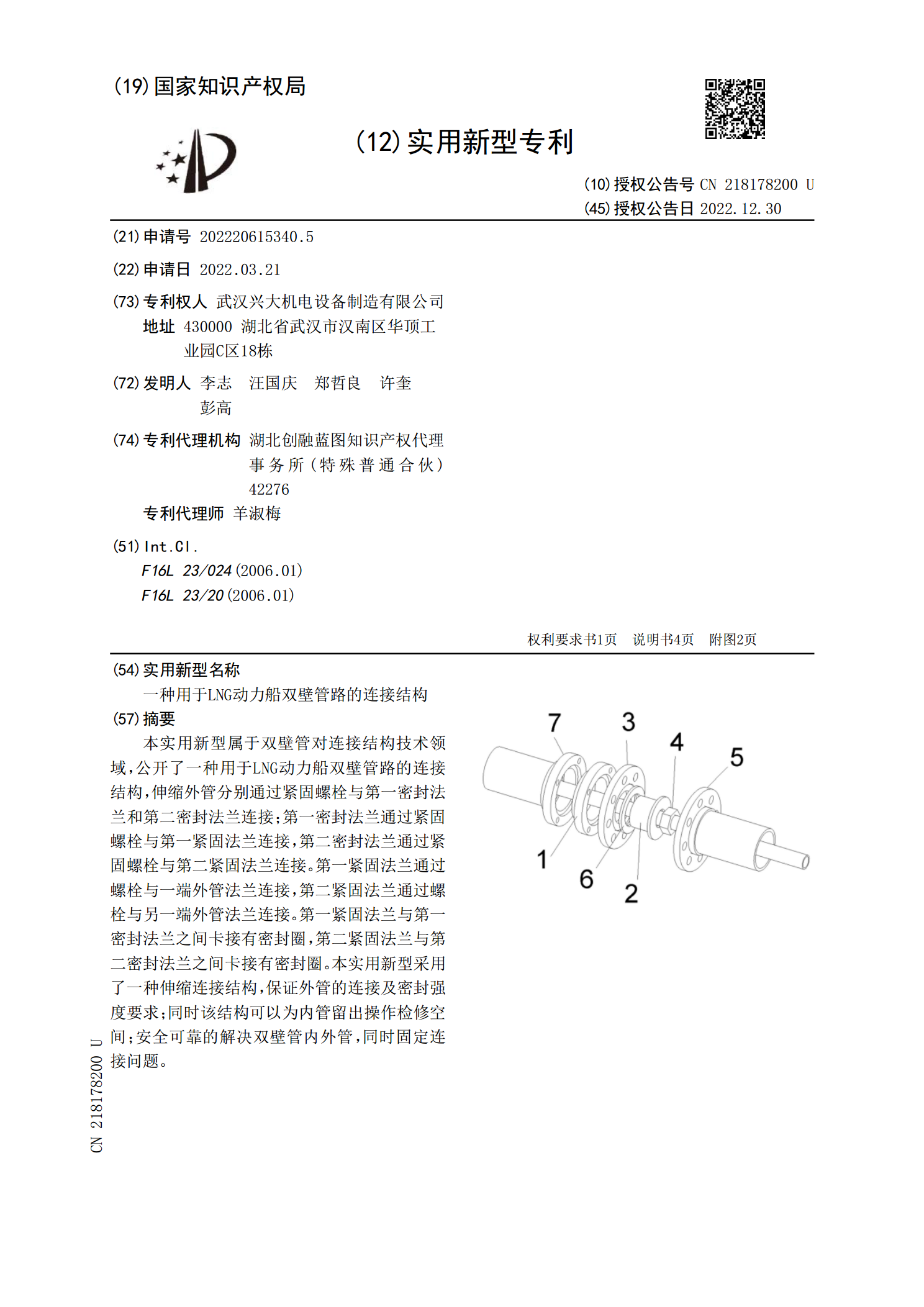
本实用新型属于双壁管对连接结构技术领域,公开了一种用于LNG动力船双壁管路的连接结构,伸缩外管分别通过紧固螺栓与第一密封法兰和第二密封法兰连接;第一密封法兰通过紧固螺栓与第一紧固法兰连接,第二密封法兰通过紧固螺栓与第二紧固法兰连接。第一紧固法兰通过螺栓与一端外管法兰连接,第二紧固法兰通过螺栓与另一端外管法兰连接。第一紧固法兰与第一密封法兰之间卡接有密封圈,第二紧固法兰与第二密封法兰之间卡接有密封圈。本实用新型采用了一种伸缩连接结构,保证外管的连接及密封强度要求;同时该结构可以为内管留出操作检修空间;安全可

一种LNG船低温管用可拆膨胀短管.pdf
本发明公开了一种LNG船低温管用可拆膨胀短管,包括盲板法兰,所述盲板法兰的内部开设有多个法兰螺丝孔,所述盲板法兰的中心固定安装有密封盲板,所述盲板法兰的外侧固定安装有三个对接管,所述对接管的外侧焊接有对接安装盘,所述对接安装盘的外侧设有短管安装盘。本发明所述的一种LNG船低温管用可拆膨胀短管,利用膨胀短管的安装,解决了LNG船低温管膨胀接头临时代替的问题,极大地保护了LNG船的低温膨胀接头,不必担心施工过程碰撞磨损膨胀接头,给甲板上的工作人员留出了更多的操作空间,同时通过可拆的膨胀短管,不仅可以方便现场施