
一种连铸辊的喷涂制造方法.pdf

努力****星驰

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连铸辊的喷涂制造方法.pdf
本发明公开了一种连铸辊的喷涂制造方法,其具体步骤是:(1)粗加工;(2)探伤;(3)喷涂前加工:采用切削方式整体见圆、见亮,并预留喷涂层尺寸;然后螺纹铣刀二次加工;(4)喷涂前预处理:对待喷涂面采用喷砂、喷丸进行预处理;(5)喷涂:采用火焰喷涂工艺在基体上制备复合涂层;(6)喷涂后加工。其中连铸辊表面复合涂层由打底层、过渡层和面层组成;其中打底层为Ni基合金粉末,涂层厚度为0.05‑0.1mm;过渡层为NiCr合金粉末,涂层厚度为0.2‑0.3mm;面层为Ni基碳化物粉末,涂层厚度为0.05‑0.1mm。
一种连铸辊辊套的修复方法.pdf
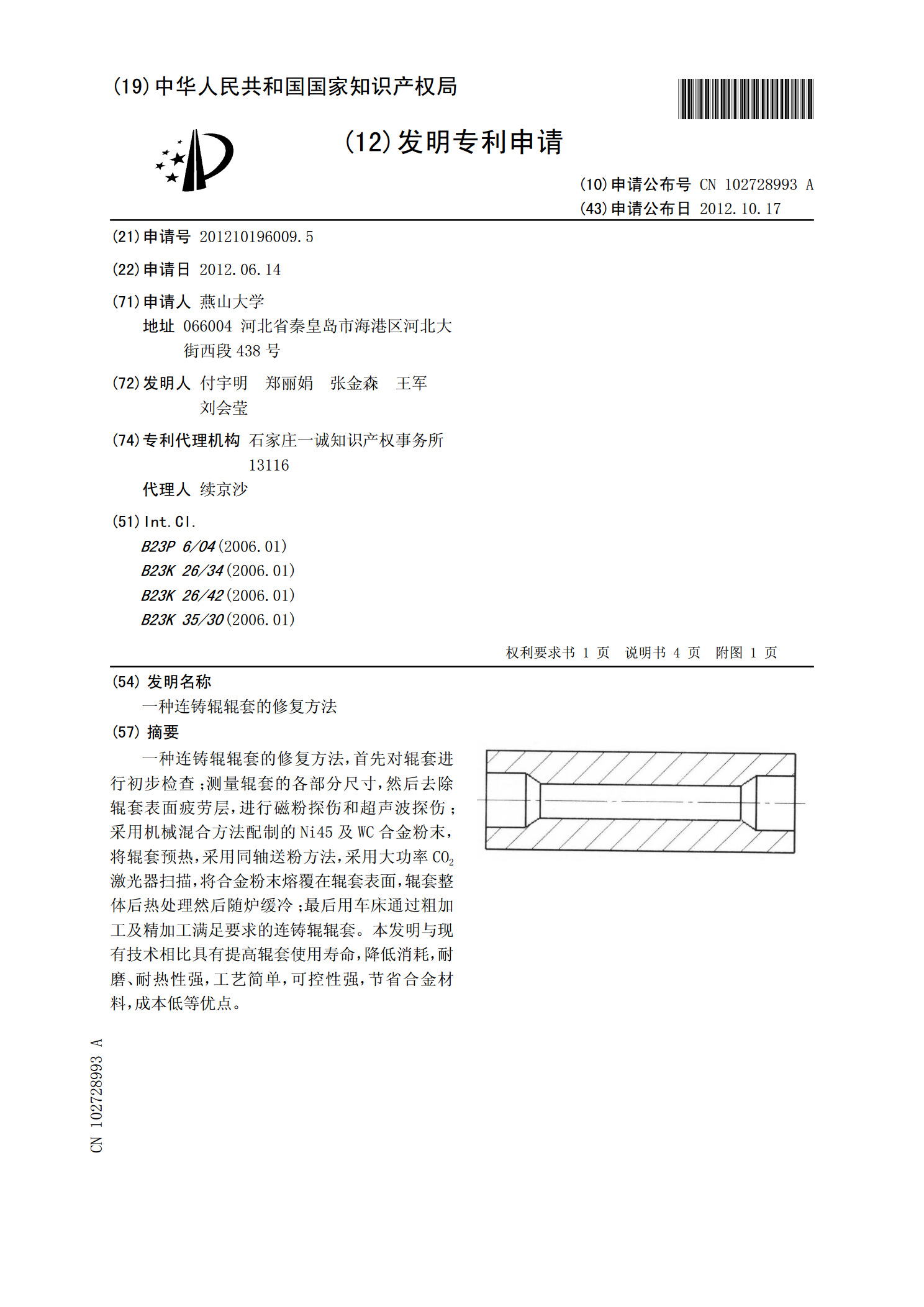
一种连铸辊辊套的修复方法,首先对辊套进行初步检查;测量辊套的各部分尺寸,然后去除辊套表面疲劳层,进行磁粉探伤和超声波探伤;采用机械混合方法配制的Ni45及WC合金粉末,将辊套预热,采用同轴送粉方法,采用大功率CO2激光器扫描,将合金粉末熔覆在辊套表面,辊套整体后热处理然后随炉缓冷;最后用车床通过粗加工及精加工满足要求的连铸辊辊套。本发明与现有技术相比具有提高辊套使用寿命,降低消耗,耐磨、耐热性强,工艺简单,可控性强,节省合金材料,成本低等优点。
一种薄带连铸结晶辊用铜套及其制造方法.pdf
本发明公开了一种薄带连铸结晶辊用铜套,其组分按重量百分比为:铍含量0.03~0.18%,锰含量0.4~2%,锆含量0.02~0.6%,其余为铜。该方法包括如下步骤:步骤A、在真空熔炼炉内先将铜、锰及铍铜合金熔化,再加入锆,浇注成合金锭;步骤B、将由步骤A制得的合金锭依次采用热锻、固溶、冷锻及经过时效处理工序制备成铜套粗坯;步骤C、将由步骤B制得的铜套粗坯进行机加工得到结晶辊用铜套成品。本发明的铜套,为一种具有高导电率、高耐高温强度和高硬度的合金材料。其制造方法能有效的细化晶粒、显微组织,以及形成高度弥散的

连铸大方坯连续曲率凸形辊制造方法.pdf
一种连铸大方坯连续曲率凸形辊制造方法,属金属铸造领域。其连续曲率凸形辊辊身工作部分的外轮廓曲线,由第一直线段AB、第一过渡曲线段BC、中间直线段CD、第二过渡曲线段DE和第二直线段EF构成;其第一过渡曲线段BC和第一直线段AB、中间直线段CD的一阶导数连续变化、二阶导数连续变化、曲率连续变化,构成一个具有连续变化曲率的第一过渡曲线;所述的第一过渡曲线BC与第二过渡曲线DE镜像对称。按照技术方案制造的连续曲率凸形辊,可使变形区域铸坯均匀变形,减少裂纹发生;凸形辊的过渡曲线可缩短,能进一步降低轧制压力和减少拉
连铸辊及其装配方法.pdf
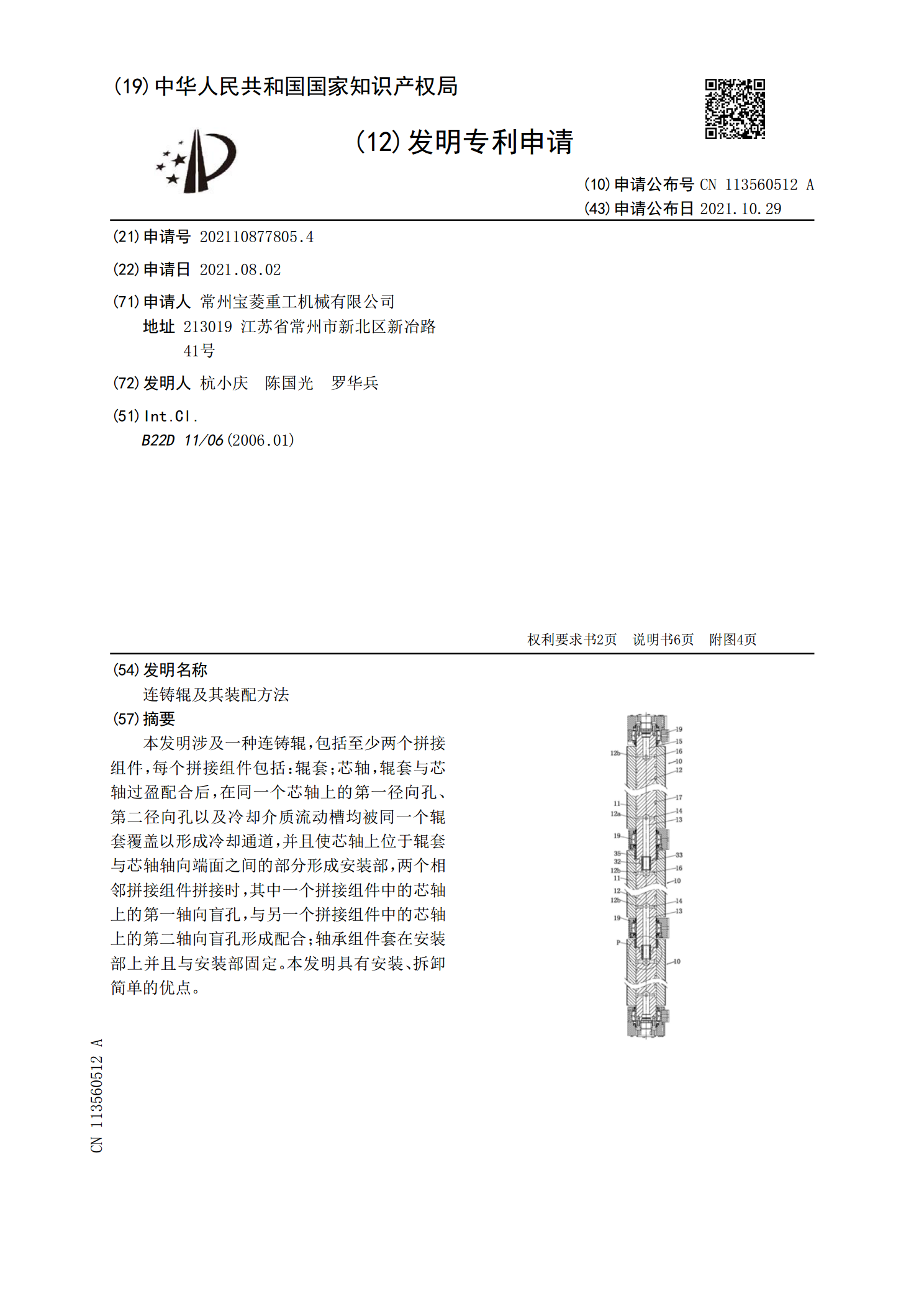
本发明涉及一种连铸辊,包括至少两个拼接组件,每个拼接组件包括:辊套;芯轴,辊套与芯轴过盈配合后,在同一个芯轴上的第一径向孔、第二径向孔以及冷却介质流动槽均被同一个辊套覆盖以形成冷却通道,并且使芯轴上位于辊套与芯轴轴向端面之间的部分形成安装部,两个相邻拼接组件拼接时,其中一个拼接组件中的芯轴上的第一轴向盲孔,与另一个拼接组件中的芯轴上的第二轴向盲孔形成配合;轴承组件套在安装部上并且与安装部固定。本发明具有安装、拆卸简单的优点。