
切削装置和切削方法.pdf

斌斌****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
切削装置和切削方法.pdf
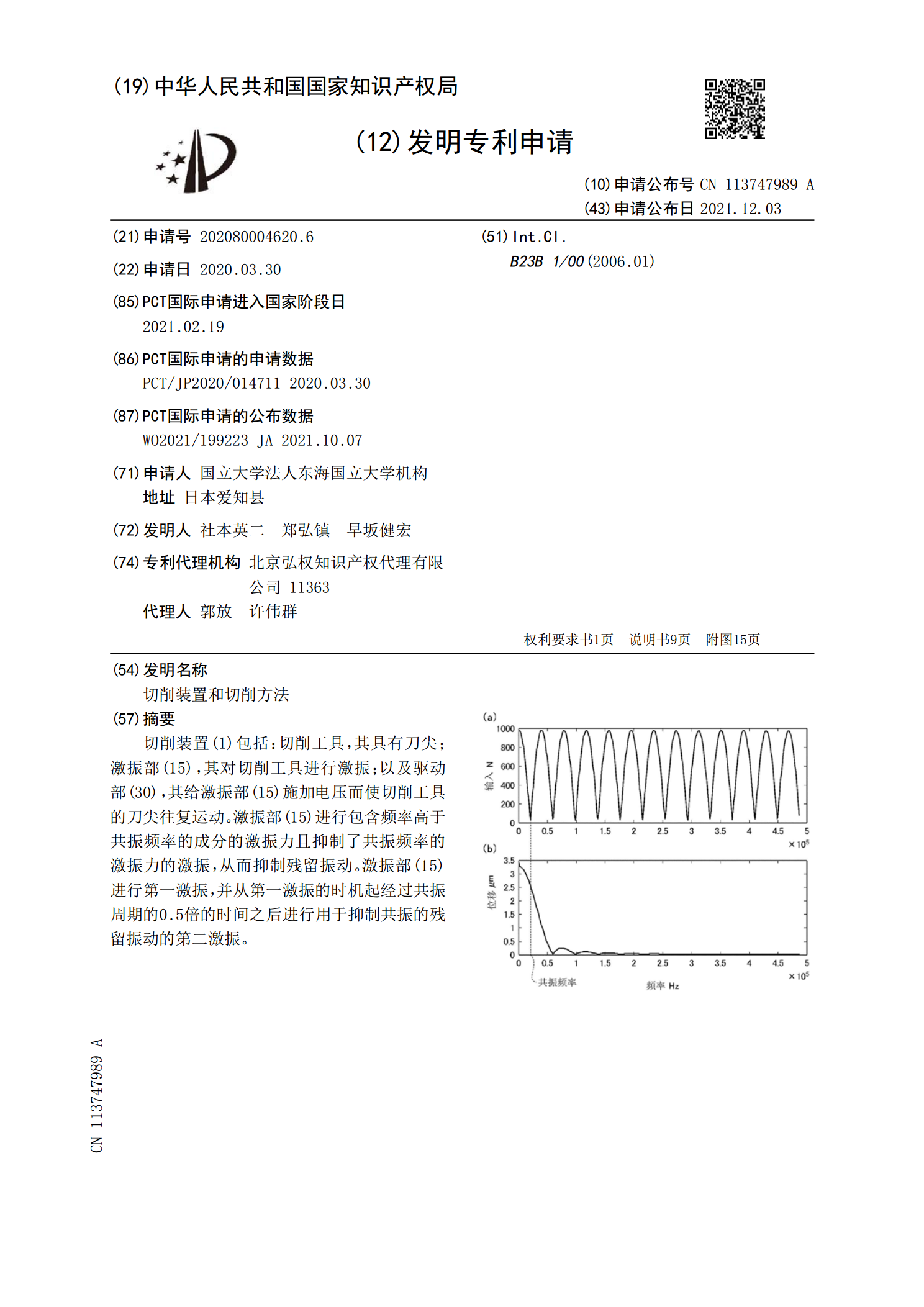
切削装置(1)包括:切削工具,其具有刀尖;激振部(15),其对切削工具进行激振;以及驱动部(30),其给激振部(15)施加电压而使切削工具的刀尖往复运动。激振部(15)进行包含频率高于共振频率的成分的激振力且抑制了共振频率的激振力的激振,从而抑制残留振动。激振部(15)进行第一激振,并从第一激振的时机起经过共振周期的0.5倍的时间之后进行用于抑制共振的残留振动的第二激振。
切削装置和包括该切削装置的斜切机.pdf
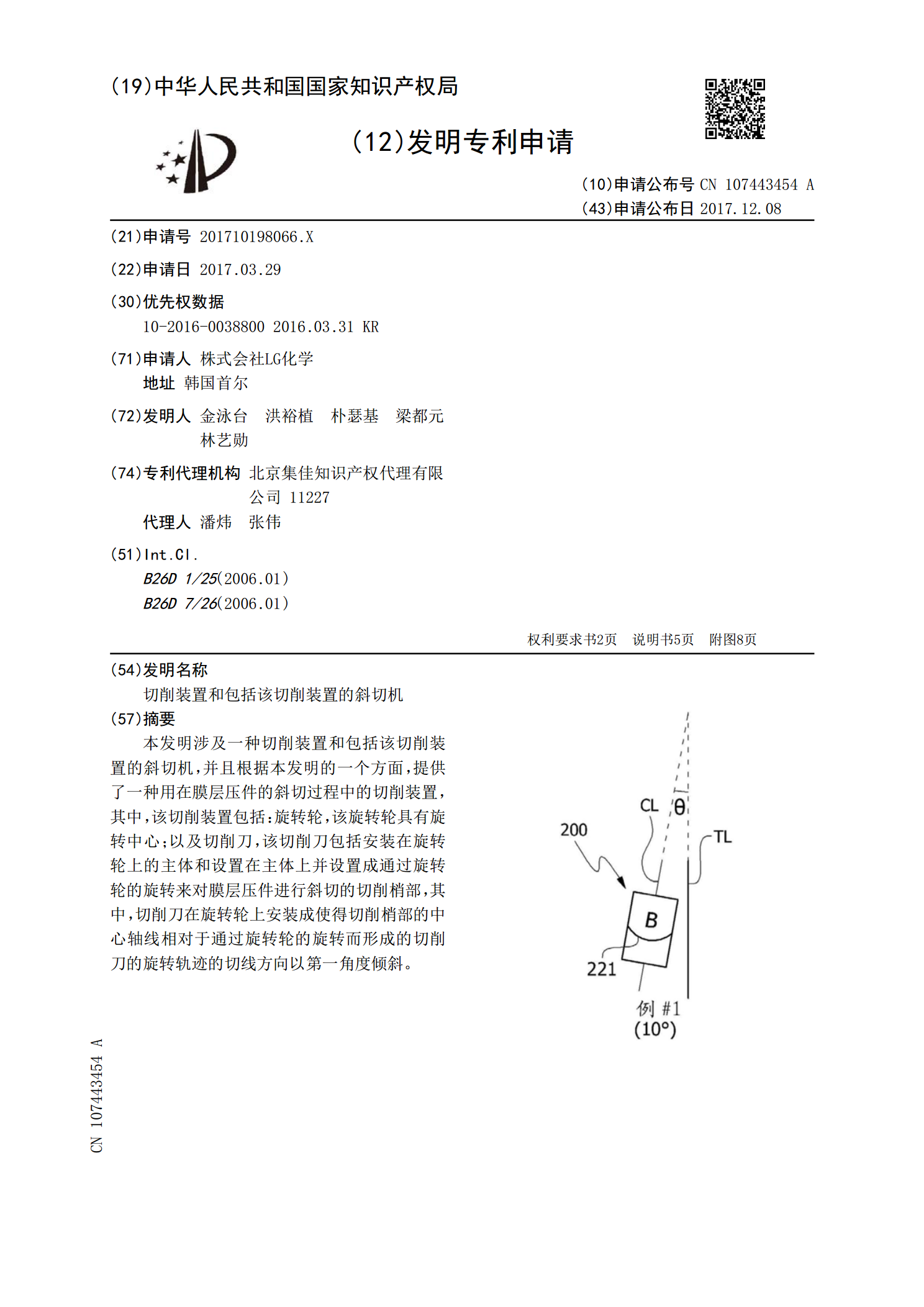
本发明涉及一种切削装置和包括该切削装置的斜切机,并且根据本发明的一个方面,提供了一种用在膜层压件的斜切过程中的切削装置,其中,该切削装置包括:旋转轮,该旋转轮具有旋转中心;以及切削刀,该切削刀包括安装在旋转轮上的主体和设置在主体上并设置成通过旋转轮的旋转来对膜层压件进行斜切的切削梢部,其中,切削刀在旋转轮上安装成使得切削梢部的中心轴线相对于通过旋转轮的旋转而形成的切削刀的旋转轨迹的切线方向以第一角度倾斜。

处理切削液的方法和装置.pdf
一种处理切削液的方法,包括如下步骤:将切削液加热到50℃至95℃范围内;将加热后的切削液静置,使其分为上下两层,其中上层为油相,下层为水相;将分层后的切削液进行液液分离,得到油相和水相;以及在第一操作压力下,将所述水相流经第一级陶瓷膜,得到透过所述第一级陶瓷膜的第一过滤液和被所述第一级陶瓷膜截留形成的第一浓缩液,将所述第一浓缩液的至少一部分回流作为所述第一级陶瓷膜的进水。本发明不使用化学药剂,仅采用物理方法即可有效处理切削液。本发明还涉及相应的装置。
切削刀片和制造切削刀片的方法.pdf
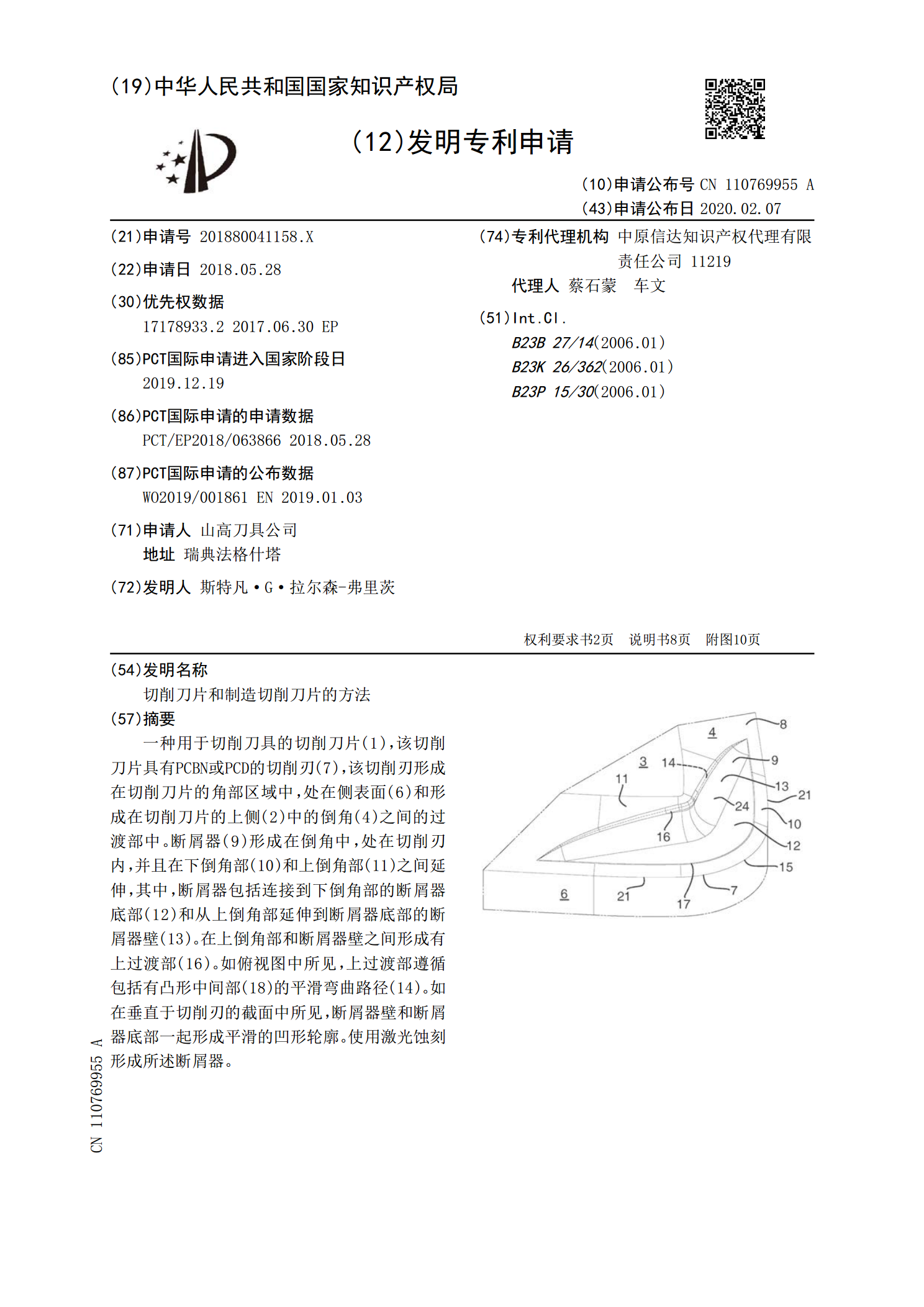
一种用于切削刀具的切削刀片(1),该切削刀片具有PCBN或PCD的切削刃(7),该切削刃形成在切削刀片的角部区域中,处在侧表面(6)和形成在切削刀片的上侧(2)中的倒角(4)之间的过渡部中。断屑器(9)形成在倒角中,处在切削刃内,并且在下倒角部(10)和上倒角部(11)之间延伸,其中,断屑器包括连接到下倒角部的断屑器底部(12)和从上倒角部延伸到断屑器底部的断屑器壁(13)。在上倒角部和断屑器壁之间形成有上过渡部(16)。如俯视图中所见,上过渡部遵循包括有凸形中间部(18)的平滑弯曲路径(14)。如在垂直
一种冰刀轮廓测量与切削优化方法和冰刀切削装置.pdf
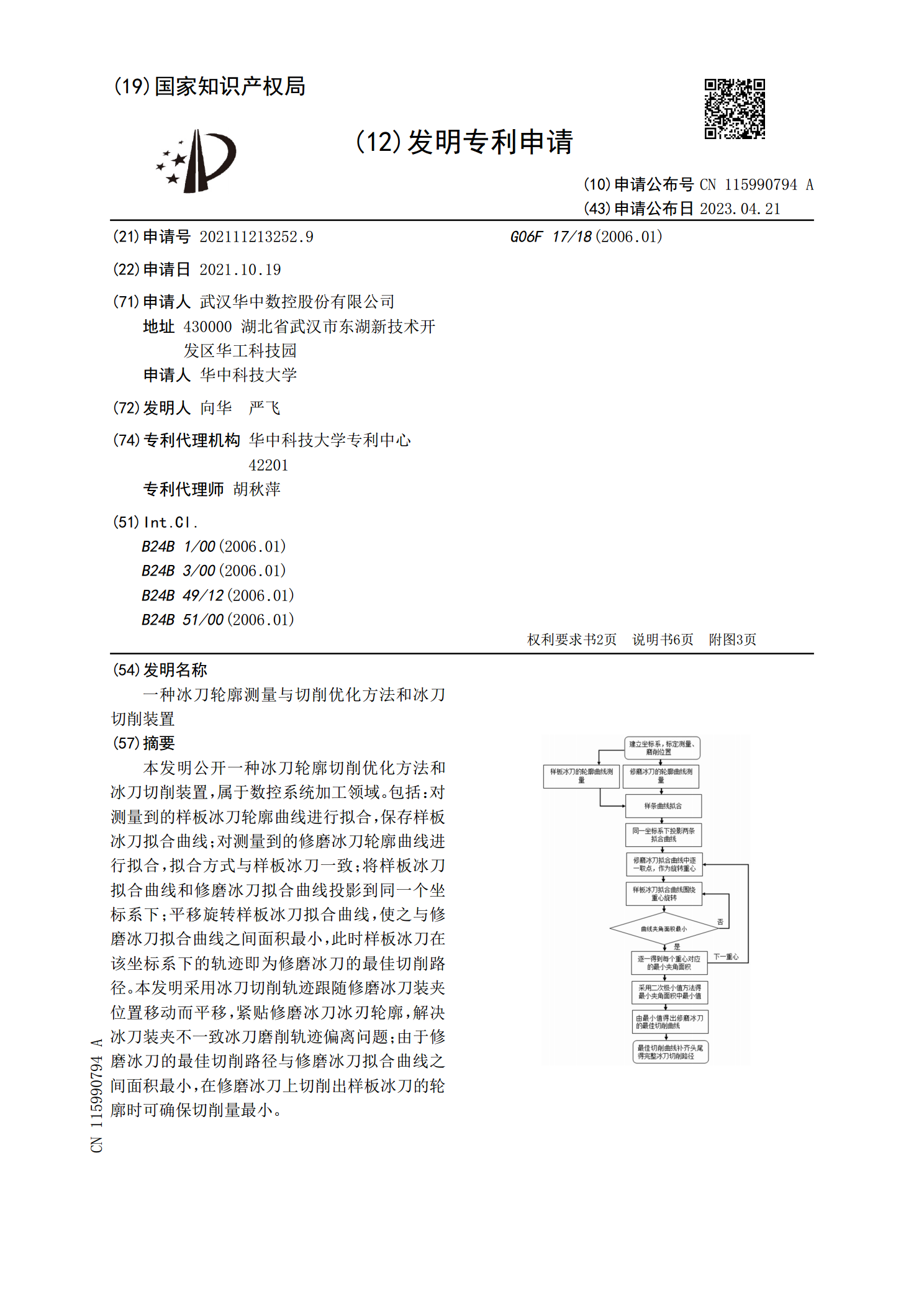
本发明公开一种冰刀轮廓切削优化方法和冰刀切削装置,属于数控系统加工领域。包括:对测量到的样板冰刀轮廓曲线进行拟合,保存样板冰刀拟合曲线;对测量到的修磨冰刀轮廓曲线进行拟合,拟合方式与样板冰刀一致;将样板冰刀拟合曲线和修磨冰刀拟合曲线投影到同一个坐标系下;平移旋转样板冰刀拟合曲线,使之与修磨冰刀拟合曲线之间面积最小,此时样板冰刀在该坐标系下的轨迹即为修磨冰刀的最佳切削路径。本发明采用冰刀切削轨迹跟随修磨冰刀装夹位置移动而平移,紧贴修磨冰刀冰刃轮廓,解决冰刀装夹不一致冰刀磨削轨迹偏离问题;由于修磨冰刀的最佳切