
一种用于发泡聚丙烯制品的光面成型工艺.pdf

是你****馨呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于发泡聚丙烯制品的光面成型工艺.pdf
本发明涉及一种用于发泡聚丙烯制品的光面成型工艺,属于发泡制品成型技术领域。本发明的光面成型工艺为:先将复合式EPP珠粒成型得到EPP制品并烘干定型,再通过吸塑工艺成型PP热覆膜,并采用低温复合工艺贴合至EPP制品的表面,然后自然冷却。本发明的光面成型工艺良品率更高,且保留了EPP原有的材料性能,其成品表面光洁度高,不易攒灰或积油污,易清洗,有利于循环使用,可适用于各种结构的异型件的内、外表面的光面处理。
一种橡胶制品模内发泡成型装置及其成型工艺.pdf
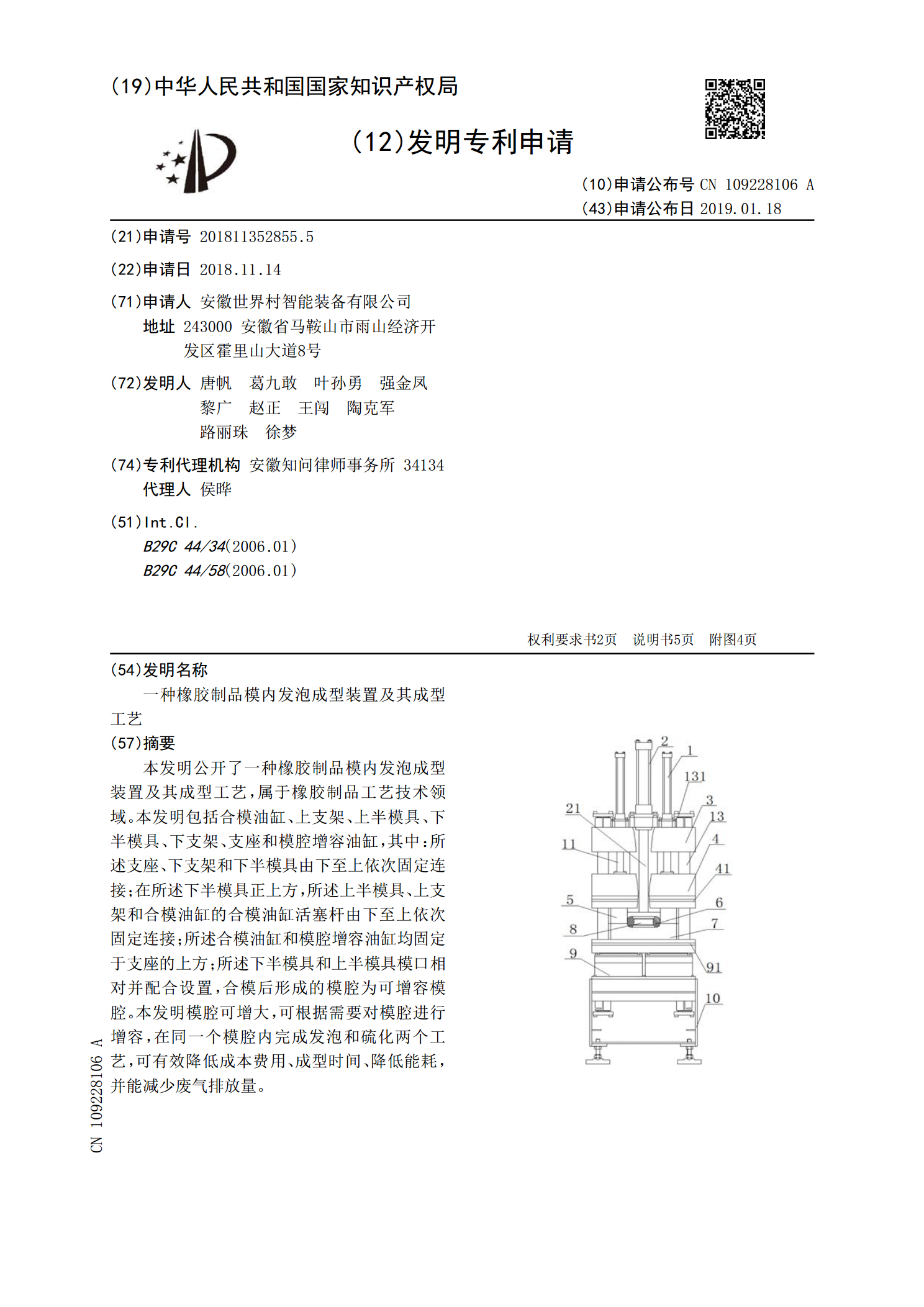
本发明公开了一种橡胶制品模内发泡成型装置及其成型工艺,属于橡胶制品工艺技术领域。本发明包括合模油缸、上支架、上半模具、下半模具、下支架、支座和模腔增容油缸,其中:所述支座、下支架和下半模具由下至上依次固定连接;在所述下半模具正上方,所述上半模具、上支架和合模油缸的合模油缸活塞杆由下至上依次固定连接;所述合模油缸和模腔增容油缸均固定于支座的上方;所述下半模具和上半模具模口相对并配合设置,合模后形成的模腔为可增容模腔。本发明模腔可增大,可根据需要对模腔进行增容,在同一个模腔内完成发泡和硫化两个工艺,可有效降低
一种用于发泡塑料的注射成型工艺.pdf
本发明公开了一种用于发泡塑料的注射成型工艺,它包括如下步骤:首先将聚氯乙烯颗粒、发泡剂、稳定剂、染色剂、分散剂按5:1:2:2:1的质量比均匀混合;再将得到的混合物放入注塑机中,并加热至150-180摄氏度,该过程持续20-25分钟,直至混合物变为熔融状态;然后将熔融状态的混合物注射到模具的内腔中;最后对模具进行一次冷却和二次冷却处理得到成品。本发明通过对传统的塑料发泡工艺进行改进,适用于各种塑料制品和塑木复合材料制品的注塑成型,注塑成型的制品具有表面高光洁度,内部高发泡的内空外实效果,可节约大量原材料,
一种发泡热塑性弹性体制品及其成型工艺.pdf
本发明公开了一种发泡热塑性弹性体制品及其成型工艺,包括如下步骤:(1)颗粒发泡:将待发泡颗粒放入高压反应釜中,向高压反应釜中通入二氧化碳气体,调节高压反应釜的压强和温度,使二氧化碳处于超临界状态,保压渗透,快速泄压,加热发泡,制得发泡颗粒;(2)蒸汽模压成型:将步骤(1)所述发泡颗粒运用蒸汽模压成型成型相应制品;(3)烘箱加热:将步骤(2)所述制品立即放置于烘箱内加热,之后将制品取出充分冷却定型后进行相应检测。本发明所述工艺解决了传统发泡热塑性弹性体制品硬度低,压缩永久变形高的缺点,能够有效的提高制品的硬

一种橡胶发泡成型鞋底的发泡工艺.pdf
本发明的橡胶发泡成型鞋底的发泡工艺属于橡胶成型鞋底的制作工艺技术领域。该工艺包括发孔料和耐磨料分别混炼制成合成胶片后,将其按一定重量比装入模具内,在一定的温度和时间内,经一次硫化成型,即制成一种发泡型橡胶成型鞋底。采用该工艺制成的鞋底具有轻快、柔软、穿着舒适的特点。同时重量轻、耗料少、工艺简单,是一种橡胶成型鞋底更新换代的新工艺。具有很好的社会效益和经济效益。