
厚壁透镜多层单色注塑模具及成型方法.pdf

飞飙****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

厚壁透镜多层单色注塑模具及成型方法.pdf
本发明属于输料装置技术领域,尤其涉及一种厚壁透镜多层单色注塑模具及成型方法。本发明针对现有技术中存在成型时间长,注塑原料在流道及成形腔内停留时间过长而分解,导致合格率低的问题,提供一种厚壁透镜多层单色注塑模具及成型方法,包括定模板和设置在定模板上的成型腔室,每个成型腔室均与一个注塑流道相连通,所述成型腔室设有至少两个且依次排列成至少一排,一排中的成型腔室的容积由一端向另一端逐渐变大。本发明通过在不同成型腔室内进行多次注塑实现多层塑料产品的制造,提高了生产效率高和产品合格率。
厚壁光导件注塑成型装置及方法.pdf
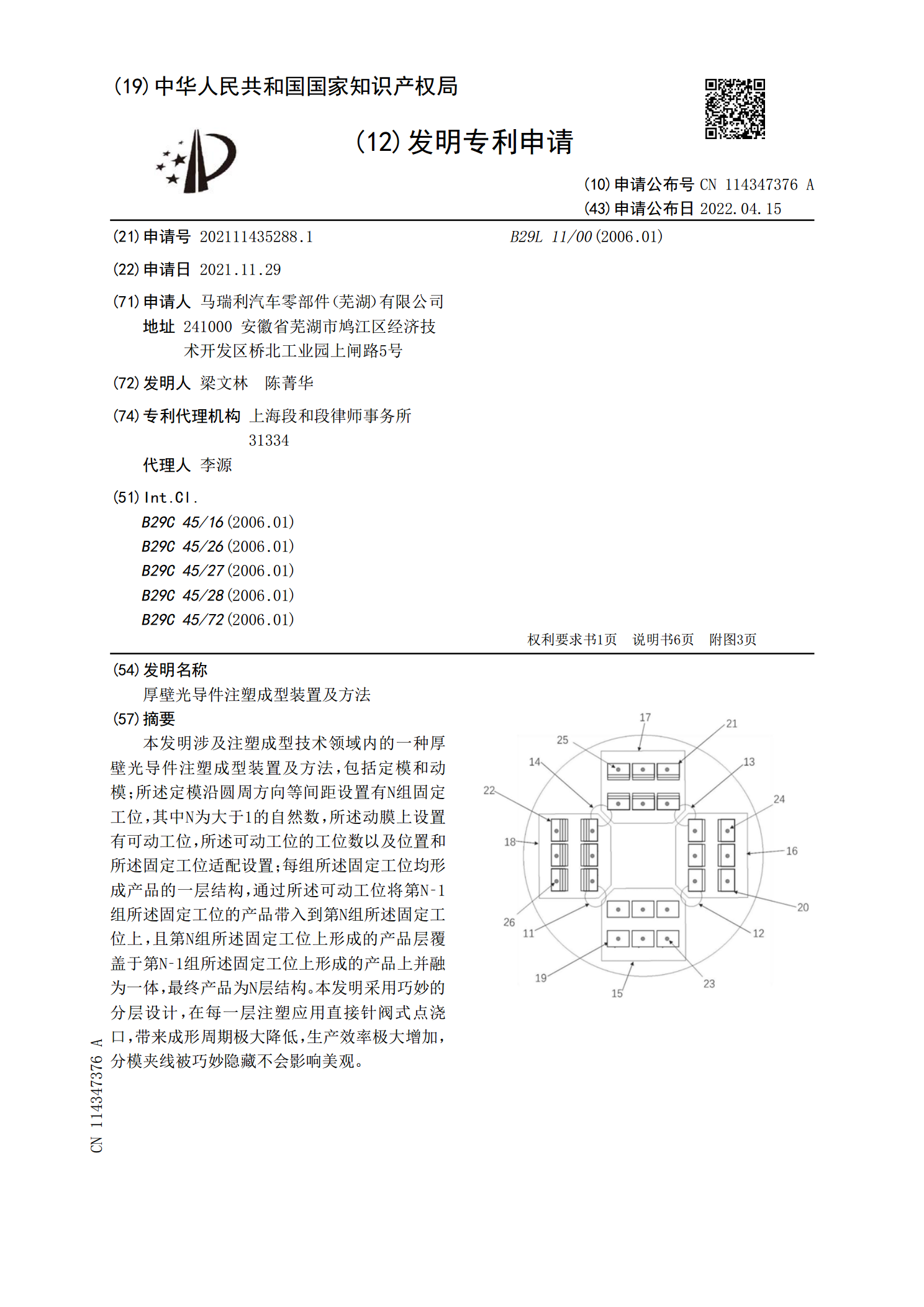
本发明涉及注塑成型技术领域内的一种厚壁光导件注塑成型装置及方法,包括定模和动模;所述定模沿圆周方向等间距设置有N组固定工位,其中N为大于1的自然数,所述动膜上设置有可动工位,所述可动工位的工位数以及位置和所述固定工位适配设置;每组所述固定工位均形成产品的一层结构,通过所述可动工位将第N?1组所述固定工位的产品带入到第N组所述固定工位上,且第N组所述固定工位上形成的产品层覆盖于第N?1组所述固定工位上形成的产品上并融为一体,最终产品为N层结构。本发明采用巧妙的分层设计,在每一层注塑应用直接针阀式点浇口,带来

一种厚壁注塑透镜一次成型生产工艺.pdf
本发明公开了一种厚壁注塑透镜一次成型生产工艺,包括:透镜一次成型注塑机,包括进料机构、注塑料胚模具;透镜料胚软化炉,包括机架、加热机构、传动机构、底座块、固定架;透镜压制成型机,包括压力机、成型模具。本发明的有益效果为:可以自动感应进料筒内塑料原料的量,自动控制吸料;可以一次成型出透镜的料胚,相对于分层注塑的现有技术,生产效率更高,且不易出现透镜内质地不均的问题,良品率高;可以控制不同反射板之间的加热温度,对透镜料胚进行分区加热;可以将加热软化的透镜料胚一次成型成透镜工件成品,相较于现有技术分层注塑,生产

厚壁光导件及其分层注塑成型方法.pdf
本发明涉及注塑成型技术领域内的一种厚壁光导件及其分层注塑成型方法,采用定模和动模注塑成型,包括:S1,型面划分:将厚壁光导件的型面划分为两部分,分别标记为首层型面和终层型面,首层型面和终层型面的对接线与厚壁光导件的轮廓线重合;S2,首层型面注塑:在定模的第一固定工位上注塑成型首层型面,通过动模将首层型面移至定模的第二固定工位上;S3,中间层注塑:在定模的第二固定工位至第N?1固定工位上依次注塑M层中间层;S4,终层型面注塑:在定模的第N固定工位上注塑成型终层型面,首层型面与终层型面对接,中间层包裹于首层型

厚壁注塑制件成型工艺研究.docx
厚壁注塑制件成型工艺研究摘要本文通过对厚壁注塑制件成型工艺的研究和实验,探讨了如何优化厚壁注塑制件的成型质量和生产效率。通过对注塑机参数、机头和模具的优化设计,可以最大限度地减少制品变形、气泡和熔接痕迹等缺陷,提高制品的密度和力学性能。同时,还通过技术改进和管理升级,优化了生产流程和节约成本,有效提高了生产效率和产品质量。本文研究结果对于厚壁注塑制件的生产和应用具有一定的参考价值和实用意义。关键词:厚壁注塑;机头;模具;熔接痕迹;生产效率;成型质量;改进一、引言随着工业技术的不断发展和进步,注塑制造技术也