
厚壁光导件及其分层注塑成型方法.pdf

戊午****jj

1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

厚壁光导件及其分层注塑成型方法.pdf
本发明涉及注塑成型技术领域内的一种厚壁光导件及其分层注塑成型方法,采用定模和动模注塑成型,包括:S1,型面划分:将厚壁光导件的型面划分为两部分,分别标记为首层型面和终层型面,首层型面和终层型面的对接线与厚壁光导件的轮廓线重合;S2,首层型面注塑:在定模的第一固定工位上注塑成型首层型面,通过动模将首层型面移至定模的第二固定工位上;S3,中间层注塑:在定模的第二固定工位至第N?1固定工位上依次注塑M层中间层;S4,终层型面注塑:在定模的第N固定工位上注塑成型终层型面,首层型面与终层型面对接,中间层包裹于首层型
厚壁光导件注塑成型装置及方法.pdf
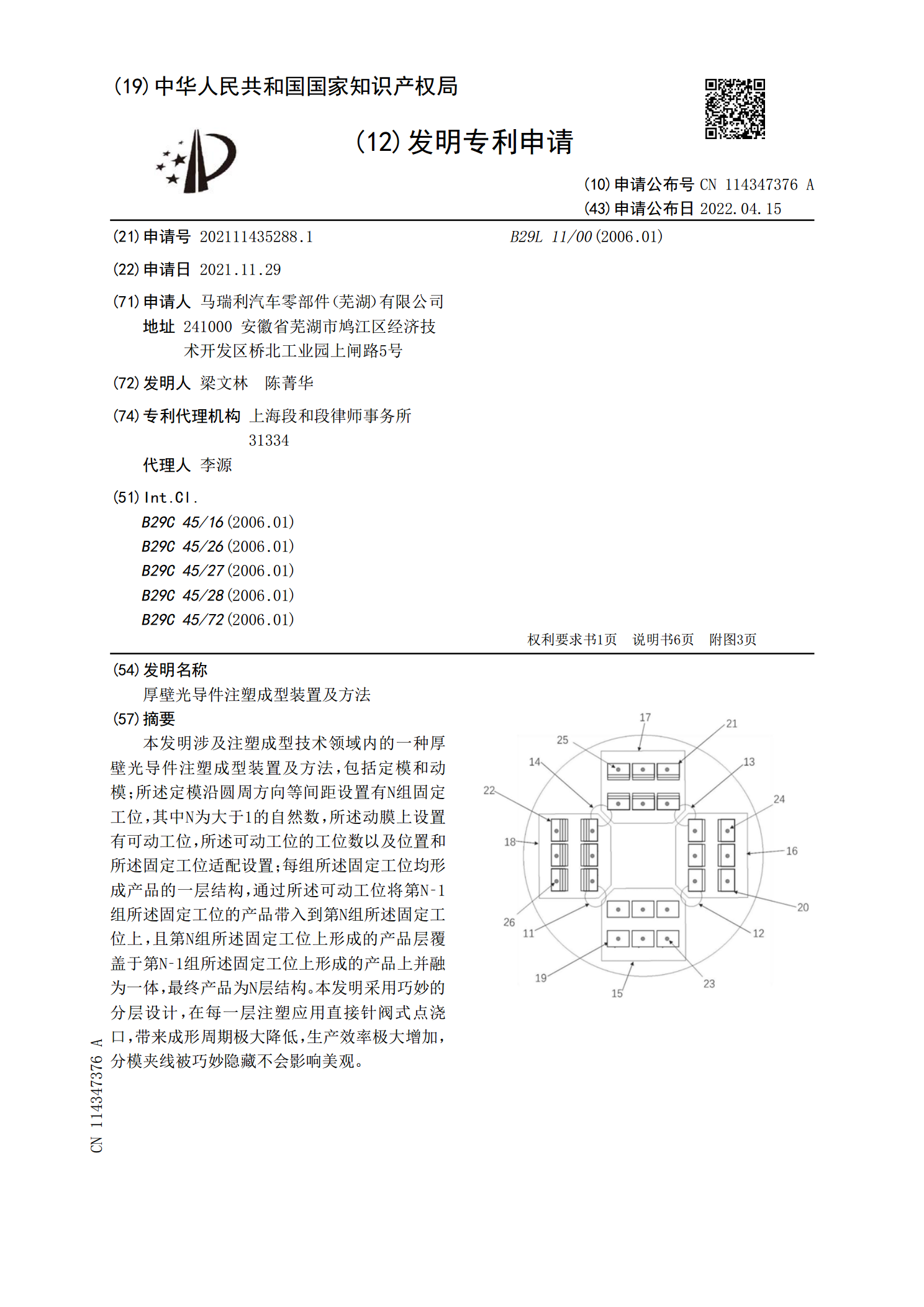
本发明涉及注塑成型技术领域内的一种厚壁光导件注塑成型装置及方法,包括定模和动模;所述定模沿圆周方向等间距设置有N组固定工位,其中N为大于1的自然数,所述动膜上设置有可动工位,所述可动工位的工位数以及位置和所述固定工位适配设置;每组所述固定工位均形成产品的一层结构,通过所述可动工位将第N?1组所述固定工位的产品带入到第N组所述固定工位上,且第N组所述固定工位上形成的产品层覆盖于第N?1组所述固定工位上形成的产品上并融为一体,最终产品为N层结构。本发明采用巧妙的分层设计,在每一层注塑应用直接针阀式点浇口,带来

厚壁塑件包围式分层注塑方法及其模具结构和配光镜产品.docx
厚壁塑件包围式分层注塑方法及其模具结构和配光镜产品一、选题背景随着现代化生产技术的不断发展,注塑技术也越来越成熟,已经成为了工业生产中一个重要的制造工艺。注塑产品的使用广泛,其中配光镜是其中的一种重要产品。然而,在生产过程中,由于材料与模具的摩擦,以及冷却不均等因素,注塑产品常常会出现龟裂、热裂、翘曲等问题,影响了生产效率和产品质量。二、选题内容针对当前注塑产品生产面临的问题,本文提出了一种厚壁塑件包围式分层注塑方法。该方法采用了厚壁塑件包围式注塑,将模具内的塑料分成若干层,降低了塑料内部压力,减少了塑件

一种厚壁高光透明注塑件成型工艺.pdf
本发明公开了一种厚壁高光透明注塑件成型工艺,涉及注塑成型工艺技术领域,包括步骤1、预备模具、注塑机和模温机以待使用;步骤2、开启注塑机、模具及模温机,对模温机温度控制进行设定,设定温度:控制定模的模具温度范围为120~122℃,控制动模的模具温度范围为125~128℃;步骤3、填充:注塑机向预热后的模具中通过注射填充原料;步骤4、保压:注射结束,切换到保压状态,采用四段保压,每段保压的作用不相同,减少注塑件的缩水。步骤5、冷却:保压结束,进入冷却阶段,冷却时间为80~85s;步骤6、脱模:模具开模,取出注

厚壁透镜多层单色注塑模具及成型方法.pdf
本发明属于输料装置技术领域,尤其涉及一种厚壁透镜多层单色注塑模具及成型方法。本发明针对现有技术中存在成型时间长,注塑原料在流道及成形腔内停留时间过长而分解,导致合格率低的问题,提供一种厚壁透镜多层单色注塑模具及成型方法,包括定模板和设置在定模板上的成型腔室,每个成型腔室均与一个注塑流道相连通,所述成型腔室设有至少两个且依次排列成至少一排,一排中的成型腔室的容积由一端向另一端逐渐变大。本发明通过在不同成型腔室内进行多次注塑实现多层塑料产品的制造,提高了生产效率高和产品合格率。