
一种电连接器波纹弹片表面处理方法.pdf

努力****采萍


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电连接器波纹弹片表面处理方法.pdf
本发明提供一种电连接器波纹弹片表面处理方法,包括以下步骤:将经过成型加工阶段获得的波纹弹片浸入钝化剂中持续钝化处理25min至40min后取出,用清水冲洗净、擦干,成型加工与钝化处理间隔时间不超过30min。采用本发明的技术方案,使波纹弹片在不经过抛光处理后直接进行钝化处理,避免在波纹弹片表面形成抛光痕,也防止波纹弹片因此而厚度减薄,从而防止波纹弹片在钝化处理时,钝化剂残留在抛光痕内,使波纹弹片具有足够的弹性,使波纹弹片在装配后,提供给连接器公头与连接器母头之间足够的连接预紧力,保证了电连接器的电气可靠性
一种电连接器弹片焊接装置.pdf
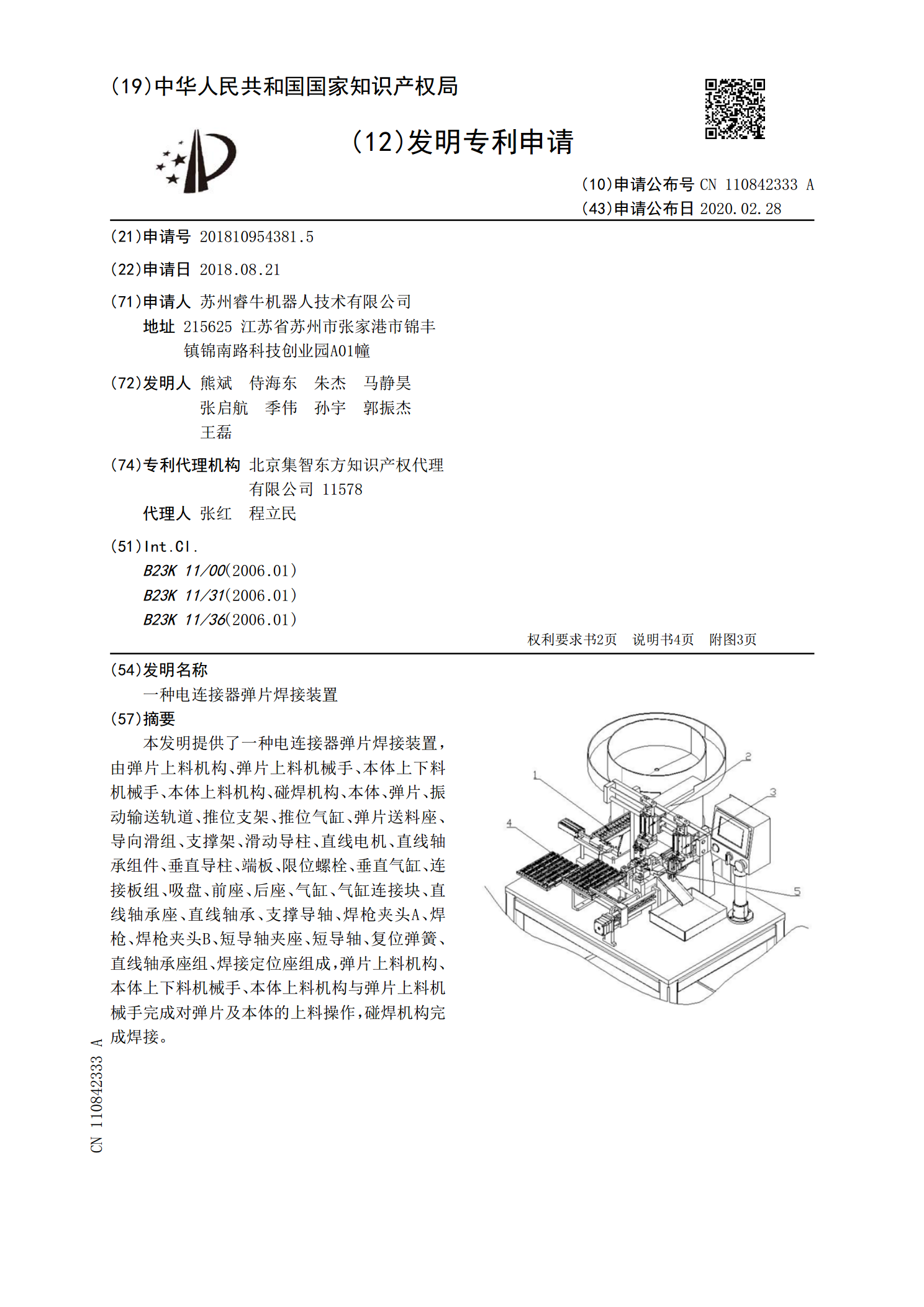
本发明提供了一种电连接器弹片焊接装置,由弹片上料机构、弹片上料机械手、本体上下料机械手、本体上料机构、碰焊机构、本体、弹片、振动输送轨道、推位支架、推位气缸、弹片送料座、导向滑组、支撑架、滑动导柱、直线电机、直线轴承组件、垂直导柱、端板、限位螺栓、垂直气缸、连接板组、吸盘、前座、后座、气缸、气缸连接块、直线轴承座、直线轴承、支撑导轴、焊枪夹头A、焊枪、焊枪夹头B、短导轴夹座、短导轴、复位弹簧、直线轴承座组、焊接定位座组成,弹片上料机构、本体上下料机械手、本体上料机构与弹片上料机械手完成对弹片及本体的上料操
一种永磁材料电磷化的表面处理方法.pdf
本发明提供了一种永磁材料电磷化的表面处理方法,所述表面处理方法包括如下步骤:(1)倒角磨光:采用机械振磨、滚磨倒角法对钕铁硼永磁材料进行常规磨光;(2)脱脂除油:加入磷酸钠、碳酸钠或氢氧化钠进行常规脱脂除油;(3)酸洗除锈:再加入硝酸溶液进行常规酸洗除锈、水洗;(4)电磷化处理:采用电磷化剂进行电磷化处理;和(5)水洗、吹干。本发明的表面处理方法简单、快速环保、耐蚀性高的性能,处理过程不产生沉渣、处理时间短、控制简便,处理步骤少,可省去表调工序,槽液可重复使用,有效提高油漆对基材的附着力。
具有限位弹片的电连接器和电子设备.pdf
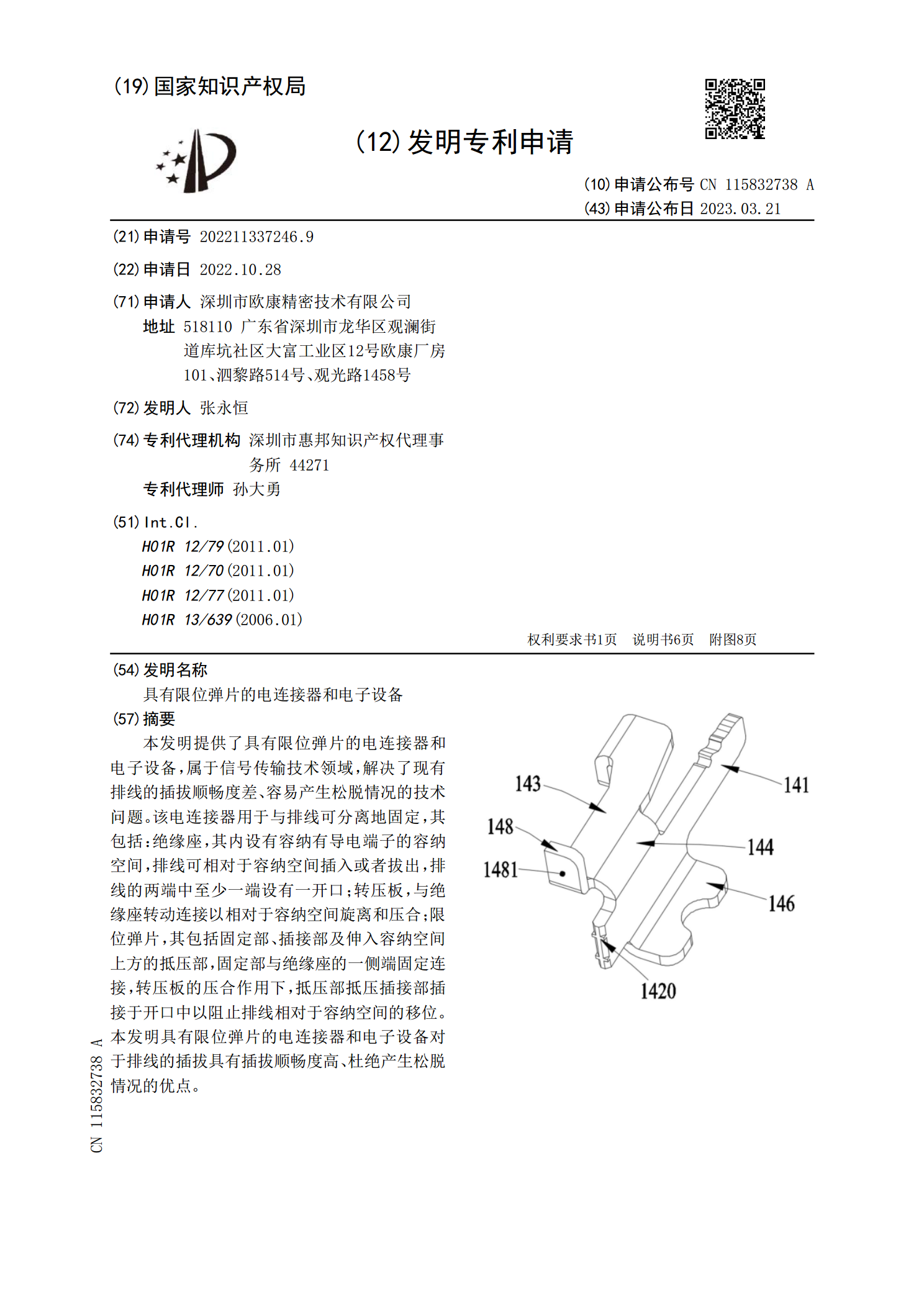
本发明提供了具有限位弹片的电连接器和电子设备,属于信号传输技术领域,解决了现有排线的插拔顺畅度差、容易产生松脱情况的技术问题。该电连接器用于与排线可分离地固定,其包括:绝缘座,其内设有容纳有导电端子的容纳空间,排线可相对于容纳空间插入或者拔出,排线的两端中至少一端设有一开口;转压板,与绝缘座转动连接以相对于容纳空间旋离和压合;限位弹片,其包括固定部、插接部及伸入容纳空间上方的抵压部,固定部与绝缘座的一侧端固定连接,转压板的压合作用下,抵压部抵压插接部插接于开口中以阻止排线相对于容纳空间的移位。本发明具有限
一种弹片式连接定位结构及连接器.pdf
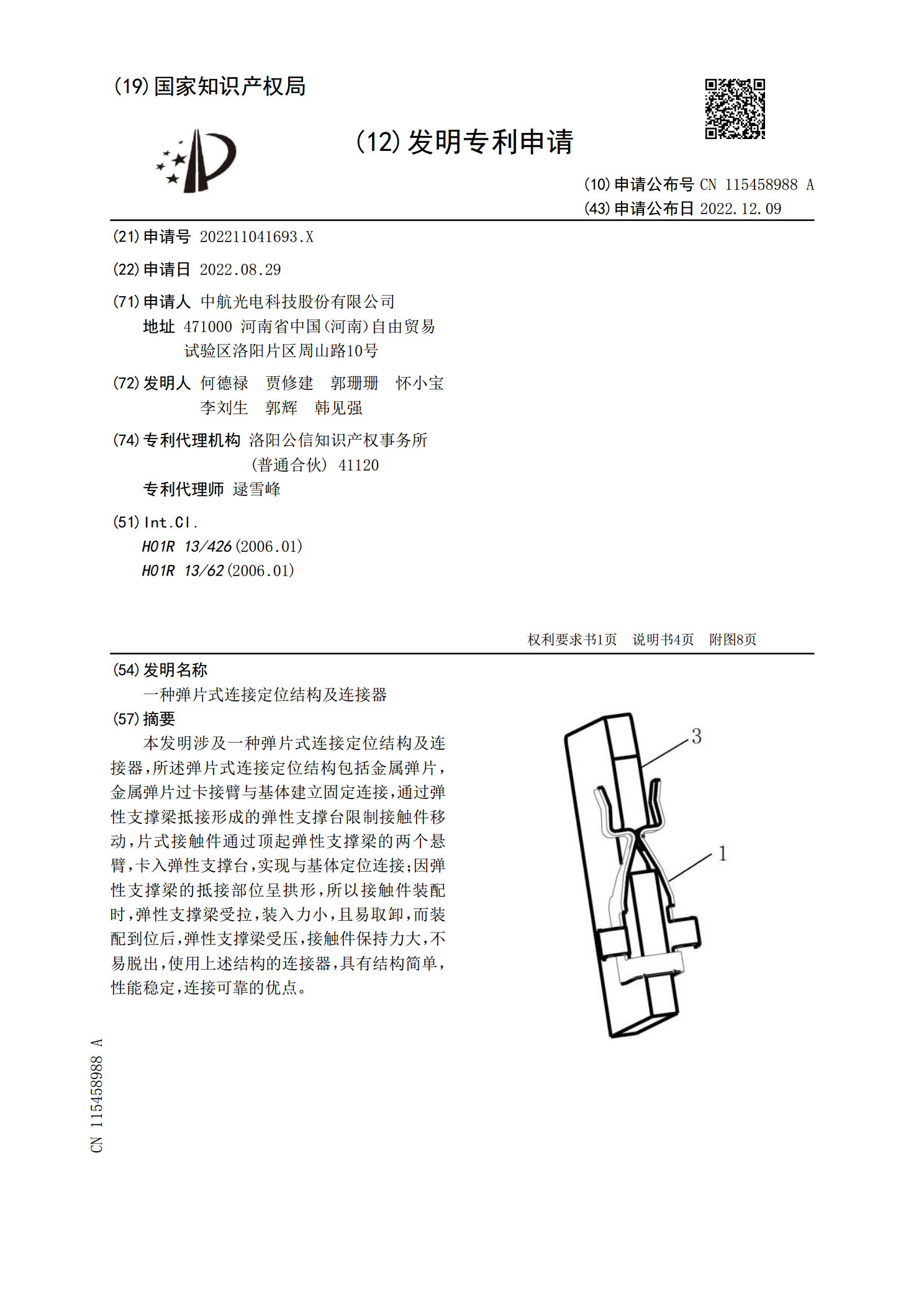
本发明涉及一种弹片式连接定位结构及连接器,所述弹片式连接定位结构包括金属弹片,金属弹片过卡接臂与基体建立固定连接,通过弹性支撑梁抵接形成的弹性支撑台限制接触件移动,片式接触件通过顶起弹性支撑梁的两个悬臂,卡入弹性支撑台,实现与基体定位连接;因弹性支撑梁的抵接部位呈拱形,所以接触件装配时,弹性支撑梁受拉,装入力小,且易取卸,而装配到位后,弹性支撑梁受压,接触件保持力大,不易脱出,使用上述结构的连接器,具有结构简单,性能稳定,连接可靠的优点。