
一种电芯极耳焊接汇流方法及设备.pdf

努力****凌芹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电芯极耳焊接汇流方法及设备.pdf
本发明公开了一种电芯极耳焊接汇流方法及设备,用于电池极芯端面焊接汇流,包括:叠片,以形成由正极片、隔膜、负极片层叠形成的极片组;正极片包括正极耳,负极片包括负极耳;在叠片过程中,弯折正极耳以形成正极耳弯折;以及,弯折负极耳以形成负极耳弯折;焊接极片组中每个正极片的正极耳弯折,和/或,焊接极片组中每个负极片的负极耳弯折。基于本发明能够减小极耳预留长度,极大减少极耳材料的损耗。减少工位流转,提高生产效率和产品的良率。
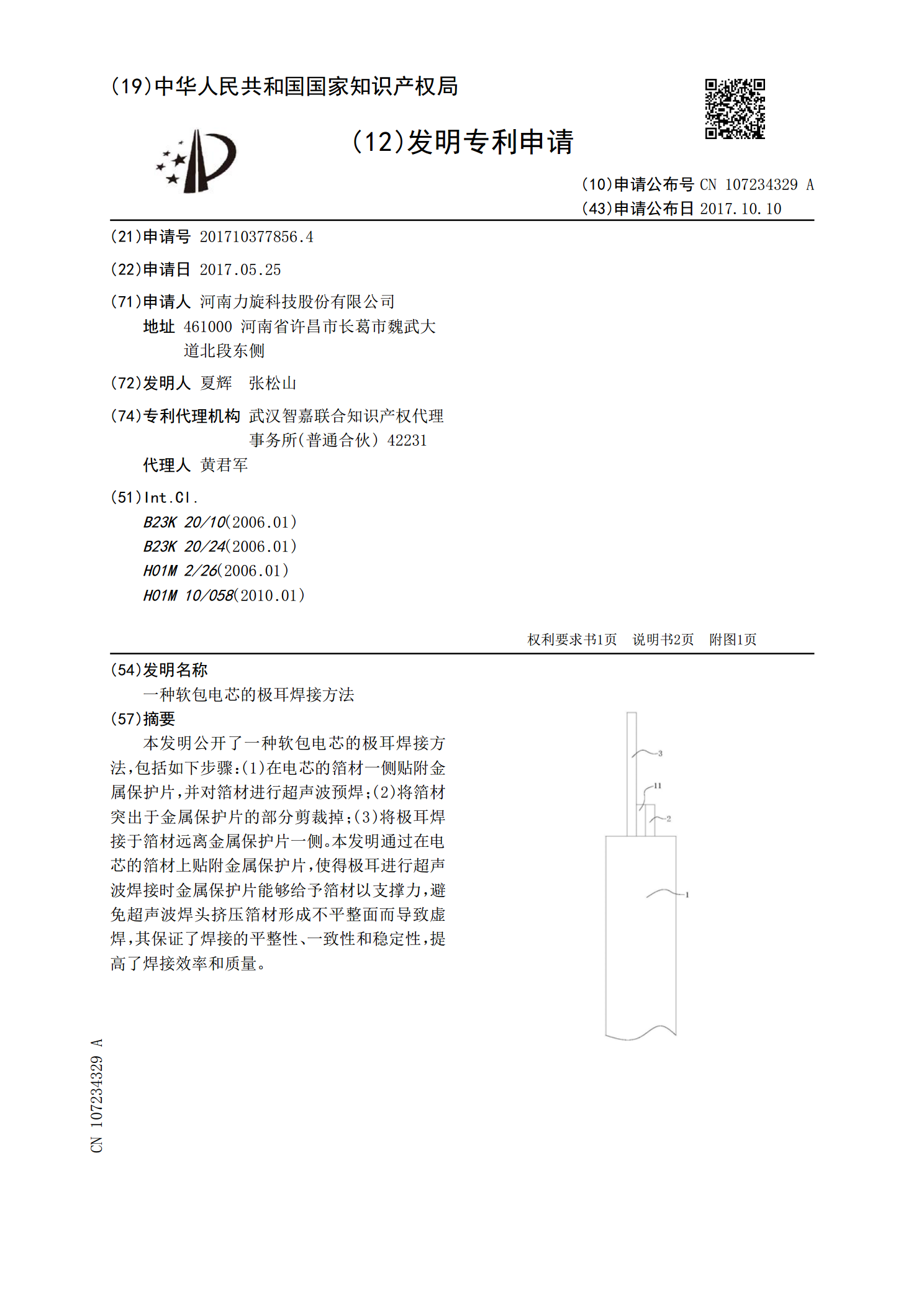
一种软包电芯的极耳焊接方法.pdf
本发明公开了一种软包电芯的极耳焊接方法,包括如下步骤:(1)在电芯的箔材一侧贴附金属保护片,并对箔材进行超声波预焊;(2)将箔材突出于金属保护片的部分剪裁掉;(3)将极耳焊接于箔材远离金属保护片一侧。本发明通过在电芯的箔材上贴附金属保护片,使得极耳进行超声波焊接时金属保护片能够给予箔材以支撑力,避免超声波焊头挤压箔材形成不平整面而导致虚焊,其保证了焊接的平整性、一致性和稳定性,提高了焊接效率和质量。

一种叠片体极耳的焊接方法及电芯.pdf
本发明提供一种叠片体极耳的焊接方法,包括以下步骤:S1,预先固定叠片体的外露极耳,保留满足焊接长度要求的部分叠片体的外露极耳为第一极耳,并将多余的部分叠片体的外露极耳切除;S2,在所述第一极耳的基础上再另外焊接第二极耳,完成叠片体极耳的焊接。相比于现有技术,本发明预先对叠片体外露的极耳进行初步固定,然后只保留满足焊接长度要求的部分叠片体的外露极耳而去掉多余的极耳,进而减短了电芯与极耳相连端的长度,使得用于封装电芯主体的长度变大,可以放置相对长度更长的电芯主体;通过改变叠片体极耳的焊接方式,有效减短极耳焊接
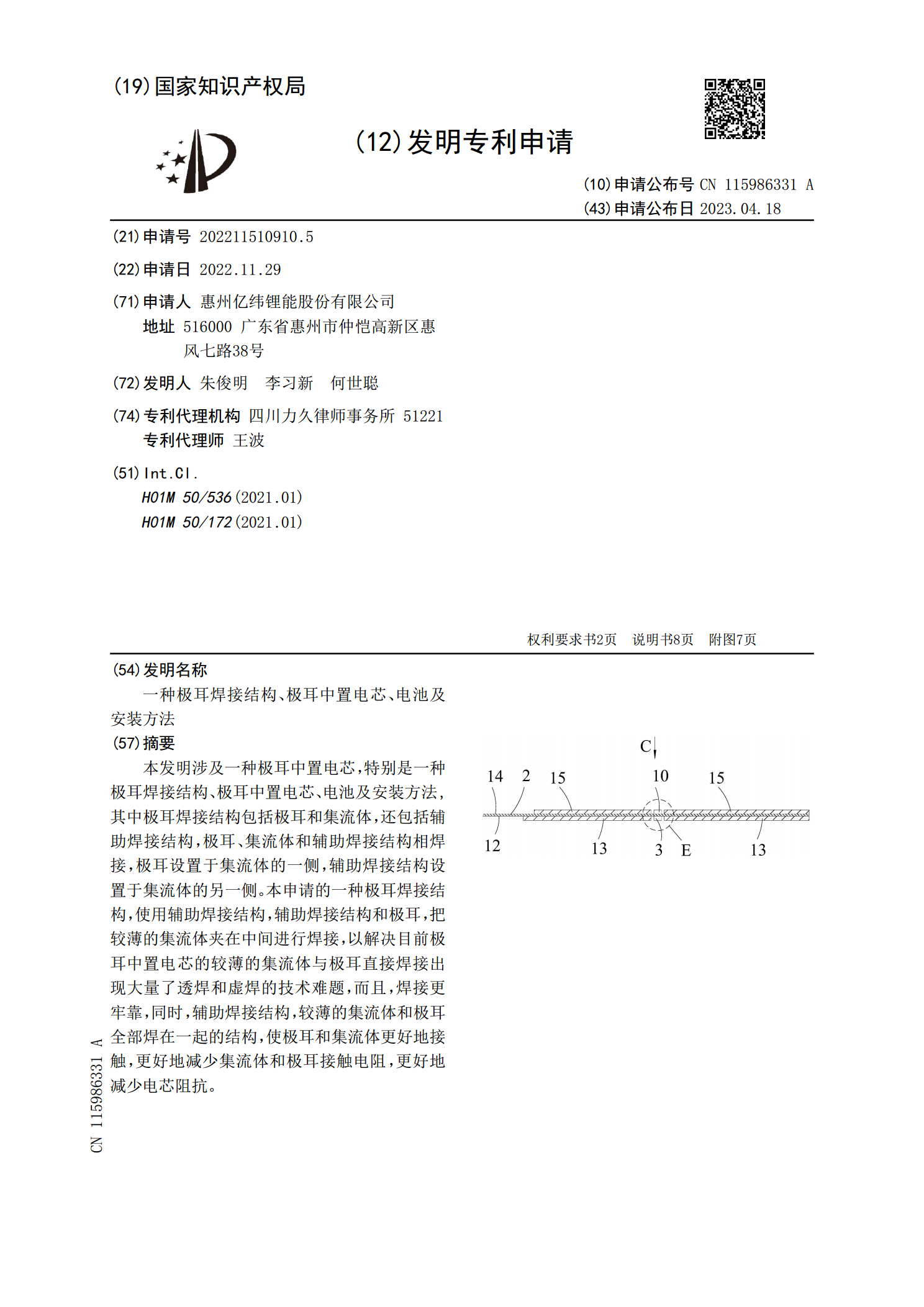
一种极耳焊接结构、极耳中置电芯、电池及安装方法.pdf
本发明涉及一种极耳中置电芯,特别是一种极耳焊接结构、极耳中置电芯、电池及安装方法,其中极耳焊接结构包括极耳和集流体,还包括辅助焊接结构,极耳、集流体和辅助焊接结构相焊接,极耳设置于集流体的一侧,辅助焊接结构设置于集流体的另一侧。本申请的一种极耳焊接结构,使用辅助焊接结构,辅助焊接结构和极耳,把较薄的集流体夹在中间进行焊接,以解决目前极耳中置电芯的较薄的集流体与极耳直接焊接出现大量了透焊和虚焊的技术难题,而且,焊接更牢靠,同时,辅助焊接结构,较薄的集流体和极耳全部焊在一起的结构,使极耳和集流体更好地接触,更
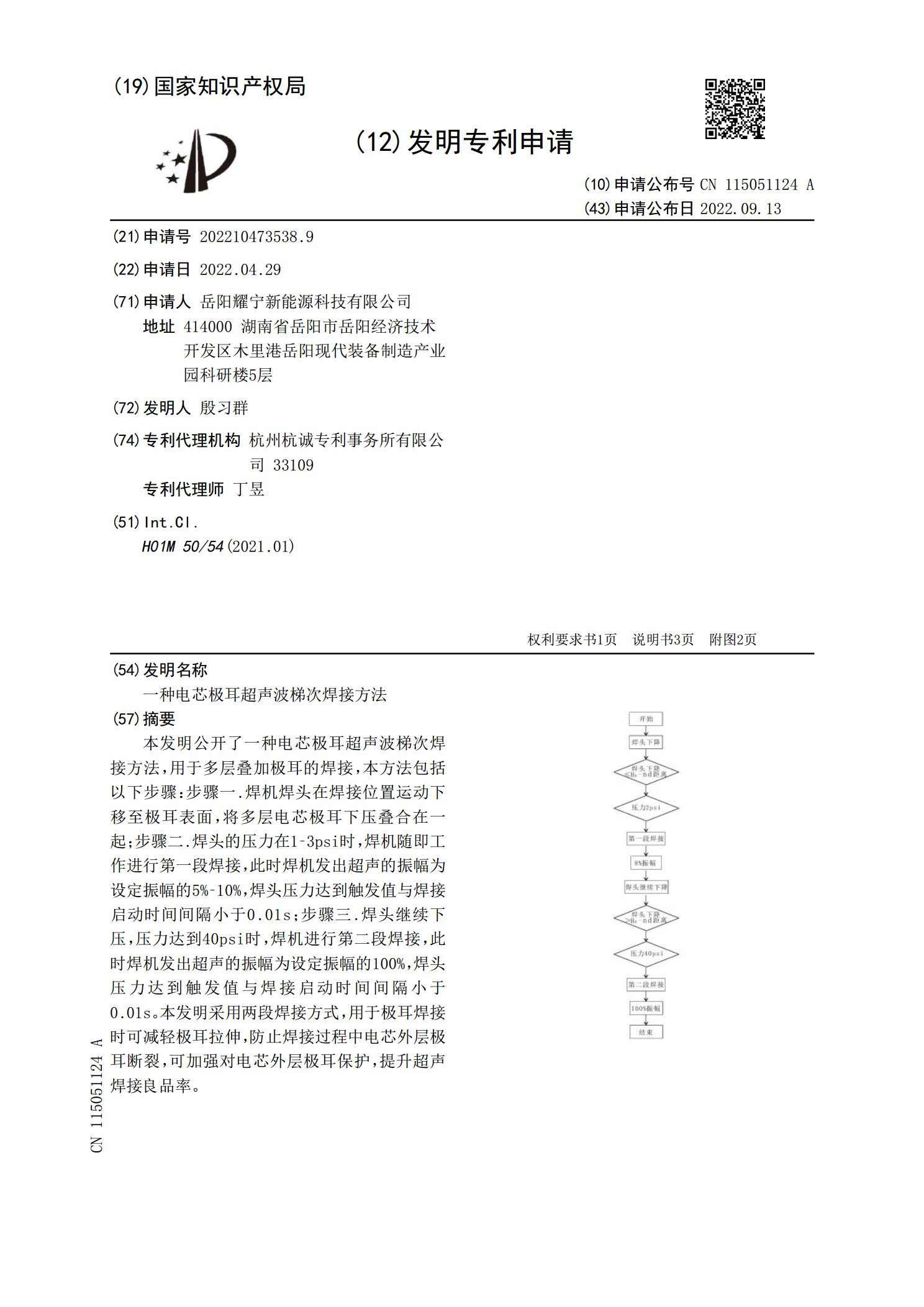
一种电芯极耳超声波梯次焊接方法.pdf
本发明公开了一种电芯极耳超声波梯次焊接方法,用于多层叠加极耳的焊接,本方法包括以下步骤:步骤一.焊机焊头在焊接位置运动下移至极耳表面,将多层电芯极耳下压叠合在一起;步骤二.焊头的压力在1?3psi时,焊机随即工作进行第一段焊接,此时焊机发出超声的振幅为设定振幅的5%?10%,焊头压力达到触发值与焊接启动时间间隔小于0.01s;步骤三.焊头继续下压,压力达到40psi时,焊机进行第二段焊接,此时焊机发出超声的振幅为设定振幅的100%,焊头压力达到触发值与焊接启动时间间隔小于0.01s。本发明采用两段焊接方式