
大型船舶轴系液压螺母锯齿形螺纹的加工方法.pdf

一只****呀淑


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型船舶轴系液压螺母锯齿形螺纹的加工方法.pdf
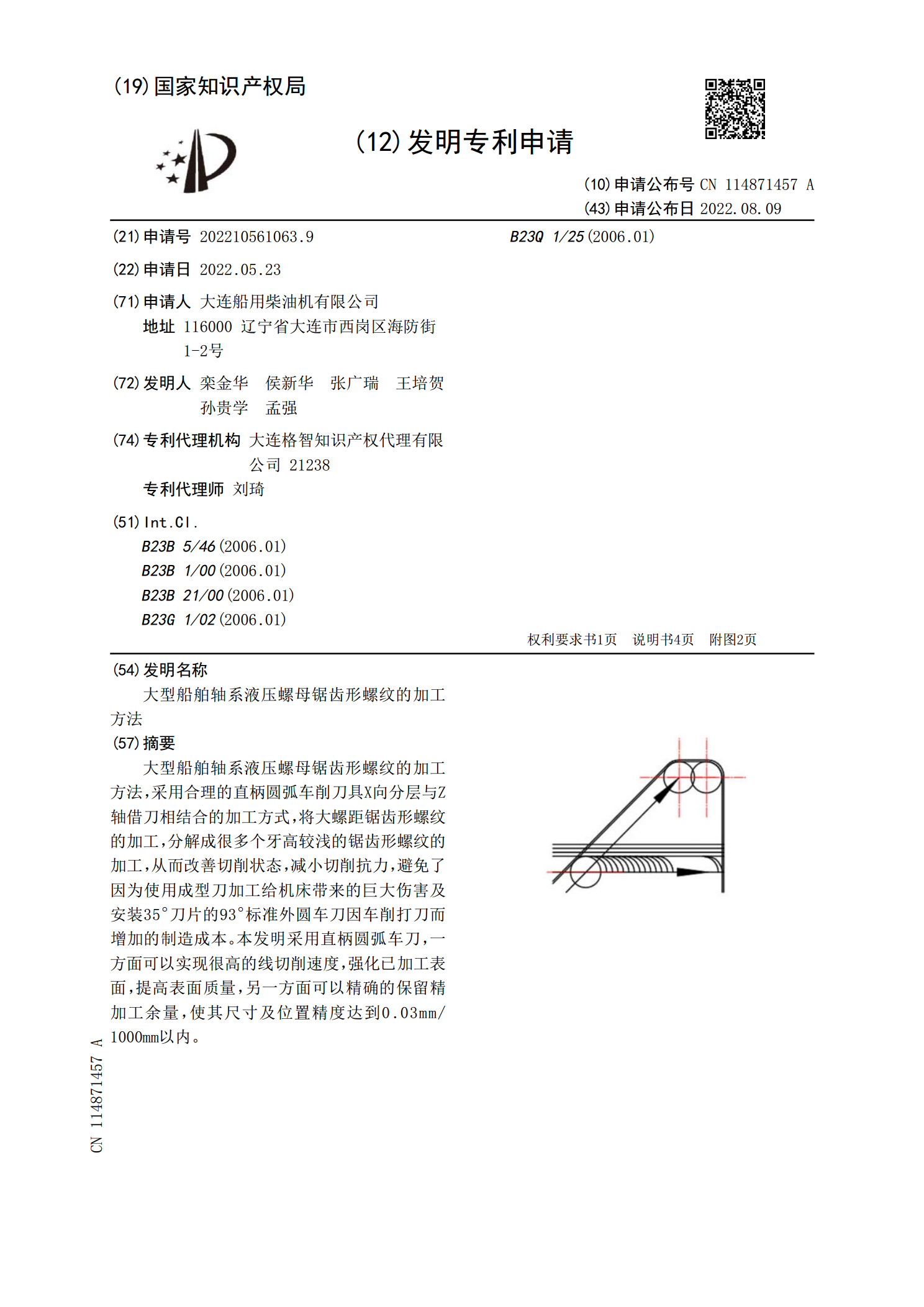
大型船舶轴系液压螺母锯齿形螺纹的加工方法,采用合理的直柄圆弧车削刀具X向分层与Z轴借刀相结合的加工方式,将大螺距锯齿形螺纹的加工,分解成很多个牙高较浅的锯齿形螺纹的加工,从而改善切削状态,减小切削抗力,避免了因为使用成型刀加工给机床带来的巨大伤害及安装35°刀片的93°标准外圆车刀因车削打刀而增加的制造成本。本发明采用直柄圆弧车刀,一方面可以实现很高的线切削速度,强化已加工表面,提高表面质量,另一方面可以精确的保留精加工余量,使其尺寸及位置精度达到0.03mm/1000mm以内。

一种大型船舶推进轴系试验台液压加载装置.pdf
本发明涉及一种大型船舶推进轴系试验台液压加载装置。本装置主要由扭矩加载液压装置、力加载液压装置、力传感器检测单元和液压加载系统控制器等组成。其中,扭矩加载液压装置采用齿轮传动驱动液压泵组工作来进行加载,模拟流体在桨叶旋转时产生的阻力;力加载液压装置共有三个液压回路,分别安装在船舶推进轴系x、y、z三个方向上利用油缸进行加载,三个液压回路既可分别作用亦可同时调节;力传感器检测单元的力传感器读取轴系所受载荷并反馈给液压加载系统控制器来控制液压装置,实现轴系加载输入时变载荷、冲击载荷和静载荷等载荷。

大型船舶轴系负荷校中.docx
大型船舶轴系负荷校中摘要本文依据57300吨散货轮主机轴系的安装工艺,对主机轴系的校中采用合理负荷校中方法,它是一种经过改进的计算方法,将使从曲轴主轴承到尾轴管前轴承的各个轴承负荷分配情况更趋合理。因此,在某种意义上也可以说是原来轴系合理校中计算的推广,是根据轴系各轴承负荷分配情况来决定的。按校中计算的要求校中轴系,是一种使全轴系负荷合理分配的校中方法,其实质是在遵守规定的负荷、应力、转角等限制条件下,通过校中计算确定各轴承的合理垂向位移,使轴系安装成规定的曲线状态,以达到全轴系各轴承负荷合理分配。英文摘

大型螺母的加工工艺.docx
大型螺母的加工工艺大型螺母的加工工艺摘要:大型螺母是一种常用的连接紧固件,广泛应用于机械设备、工程建筑等领域。本论文主要探讨大型螺母的加工工艺,包括材料选择、热处理、车削加工、磨削加工等方面,旨在为相关工程技术人员提供参考。1.引言大型螺母作为机械设备的关键零部件之一,承受着巨大的力和扭矩。因此,其加工工艺关系到产品质量和可靠性。本篇论文主要从材料选择、热处理、车削加工以及磨削加工等几个方面探讨大型螺母的加工工艺。2.材料选择大型螺母一般选用优质的合金钢作为材料,如40Cr、35CrMo等。材料的选择应根

大型工件特殊内螺纹加工方法.docx
大型工件特殊内螺纹加工方法大型工件特殊内螺纹加工方法摘要:随着工业的发展,对于大型工件内螺纹的加工需求也越来越高。传统的螺纹加工方法在加工大型工件时存在效率低、精度难以控制等问题。因此,开发适用于大型工件特殊内螺纹加工的新方法具有重要意义。本文综述了目前常见的大型工件特殊内螺纹加工方法,并提出了一种基于数控技术的切削加工方法。通过实验验证,该方法能够有效提高加工效率和加工精度。1.引言大型工件内螺纹加工是现代工业生产中非常重要的一环。内螺纹广泛应用于航空、航海、能源等行业的大型机械设备中。然而,传统的内螺