
注射成型机.pdf

一吃****福乾


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注射成型机的注射装置.pdf
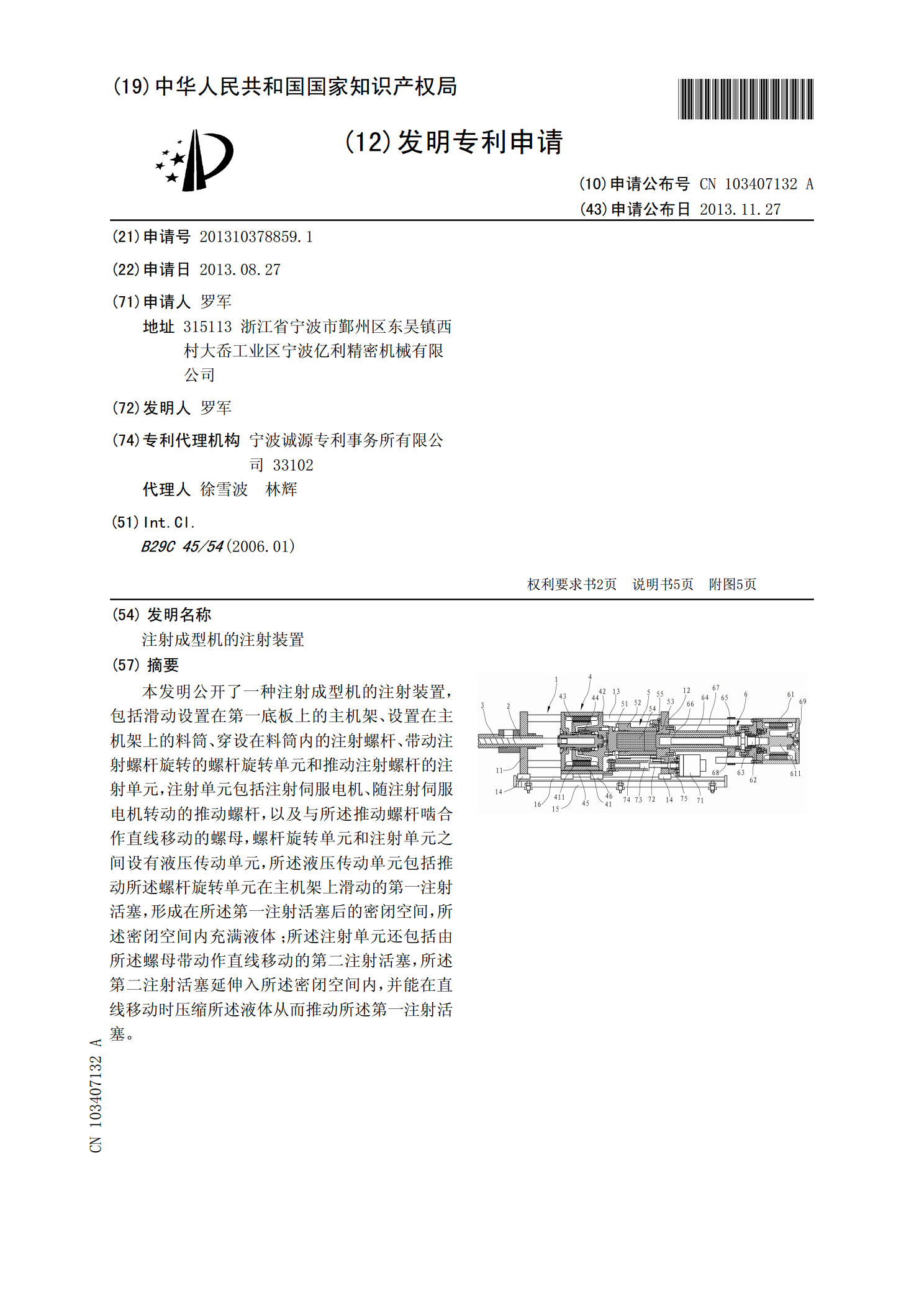
本发明公开了一种注射成型机的注射装置,包括滑动设置在第一底板上的主机架、设置在主机架上的料筒、穿设在料筒内的注射螺杆、带动注射螺杆旋转的螺杆旋转单元和推动注射螺杆的注射单元,注射单元包括注射伺服电机、随注射伺服电机转动的推动螺杆,以及与所述推动螺杆啮合作直线移动的螺母,螺杆旋转单元和注射单元之间设有液压传动单元,所述液压传动单元包括推动所述螺杆旋转单元在主机架上滑动的第一注射活塞,形成在所述第一注射活塞后的密闭空间,所述密闭空间内充满液体;所述注射单元还包括由所述螺母带动作直线移动的第二注射活塞,所述第二

注射成型机.pdf
本发明抑制由在加热时的缸体内成型材料的停留时间长而引起的成型不良情况。注射成型机具备加热缸及控制部。所述加热缸与形成于模具装置的型腔空间连接,并且为了在该型腔空间中成型成型品而熔融成型材料。所述控制部根据所述模具装置的温度,控制所述加热缸的升温。

注射成型机.pdf
本发明提供一种注射成型机,其具备降低因对滚珠丝杠施加外力而产生的负荷的支承结构。本发明的注射成型机,其具有:滚珠丝杠机构(40);从动带轮(32),将合模用伺服马达(17)的旋转传递至滚珠丝杠机构(40);及轴承部(50),可旋转地支承从动带轮(32),其中从动带轮(32)具有:第1圆筒部(320);圆板部(321),从第1圆筒部(320)的侧部向径向外侧延伸;及第2圆筒部(322),从圆板部(321)的外周缘以与第1圆筒部(320)同轴地围绕第1圆筒部(320)的方式延伸,轴承部(50)的至少一部分配置

注射成型机.pdf
本发明提供一种能够高精度地检测成型材料的滞留状态的注射成型机。一种注射成型机,包括:进料器,向缸体内供给成型材料;和螺杆,在该缸体内沿轴向移动,在上述注射成型机中,上述进料器包括筒状的引导部,该引导部与上述缸体内连通,在该引导部中,成型材料朝向上述缸体内向下方下落,在上述引导部上设置有旋转体,根据上述旋转体的旋转状态,检测上述引导部中的上述成型材料的滞留状态。
注射成型机.pdf
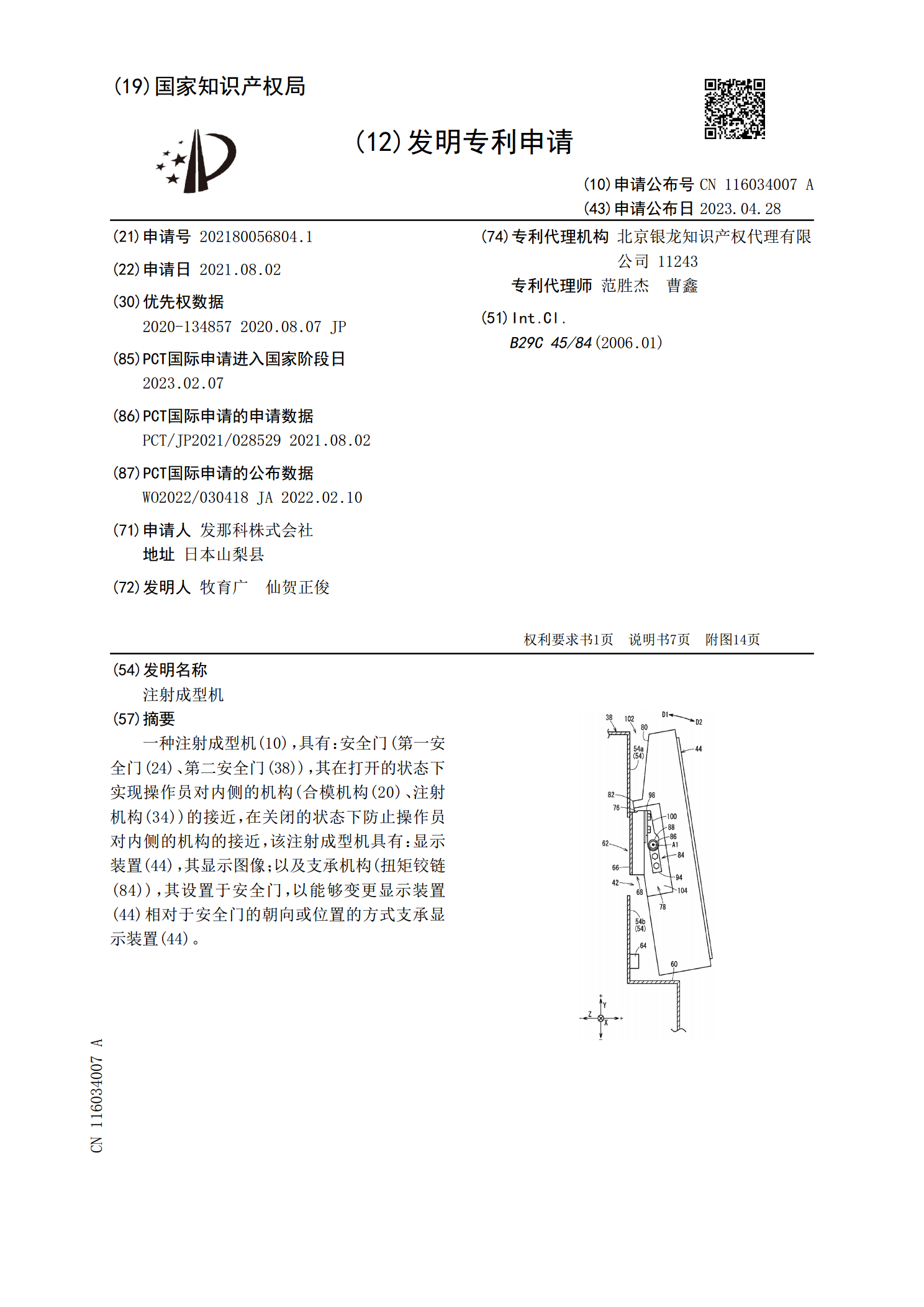
一种注射成型机(10),具有:安全门(第一安全门(24)、第二安全门(38)),其在打开的状态下实现操作员对内侧的机构(合模机构(20)、注射机构(34))的接近,在关闭的状态下防止操作员对内侧的机构的接近,该注射成型机具有:显示装置(44),其显示图像;以及支承机构(扭矩铰链(84)),其设置于安全门,以能够变更显示装置(44)相对于安全门的朝向或位置的方式支承显示装置(44)。