
一种改善熔模铸造型壳溃散性的材料及其制备方法.pdf

Jo****63


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种改善熔模铸造型壳溃散性的材料及其制备方法.pdf
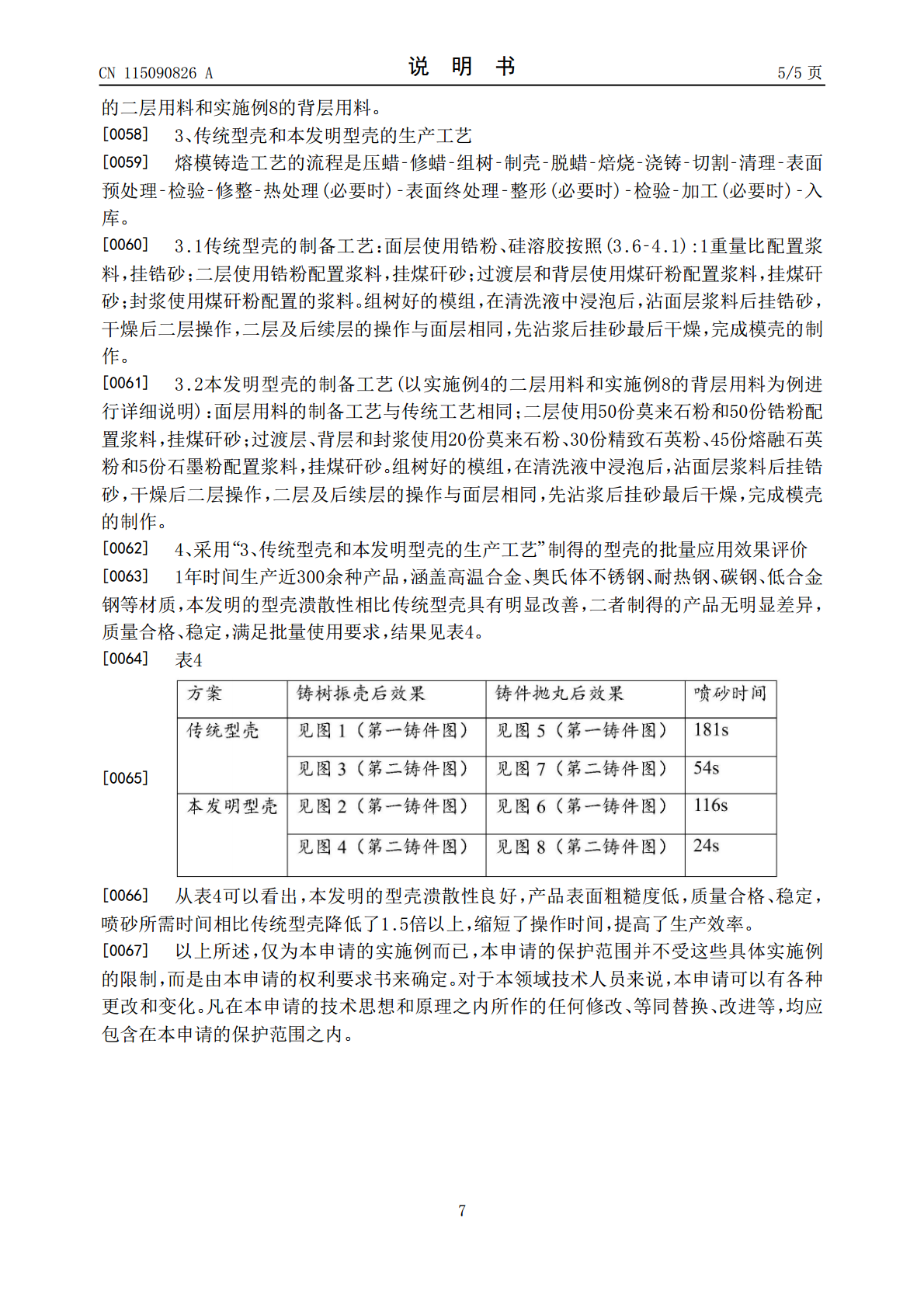
本申请公开了一种改善熔模铸造型壳溃散性的材料及其制备方法,属于熔模铸造技术领域。一种改善熔模铸造型壳溃散性的材料,包括二层用料和背层用料,所述二层用料包括以下组分:莫来石粉和锆粉,所述背层用料包括以下组分:莫来石粉、精致石英粉、熔融石英粉和石墨粉。该改善熔模铸造型壳溃散性的材料及其制备方法,使得型壳具有足够的常温强度、高温强度以及较低的残留强度,改善型壳溃散性的同时保证铸件质量合格、稳定,成本低廉,有利于推广应用。

镁合金熔模铸造用高溃散性陶瓷型壳及其制备方法.pdf
镁合金熔模铸造用高溃散性陶瓷型壳及其制备方法,通过将蜡模浸入面层浆料并干燥后,再浸入背层浆料后在其表面淋烧结莫来石砂并干燥,最后经封浆脱蜡后焙烧,得到高溃散性陶瓷型壳;本发明能够显著提高陶瓷型壳的湿强度和透气性,还可在空气气氛下,于500℃以上即可完全烧除无残留,大幅度提高了陶瓷型壳的溃散性,浇注之后的型壳在冷却过程中自行产生裂纹,不需水力清壳,采用机械结合喷丸处理,即可实现陶瓷型壳的清除,大大提高了镁合金铸造过程的效率,保证了铸件的表面质量和成品率。

熔模铸造水玻璃型壳溃散性的研究.docx
熔模铸造水玻璃型壳溃散性的研究熔模铸造水玻璃型壳溃散性的研究摘要:熔模铸造是一种常用于制造高精度、复杂形状的金属件的工艺,而水玻璃型壳是熔模铸造中常用的型壳材料。然而,在实际应用中,水玻璃型壳存在溃散的问题,这严重影响了熔模铸造的质量和效率。本文基于理论分析和实验研究,探讨了水玻璃型壳溃散性的原因和相应的改进方法,旨在提高熔模铸造的质量和效率。第一章引言熔模铸造是一种将金属液体浇注到预先制备好的型壳中,通过冷却凝固得到所需产品的工艺。这种工艺能够制造复杂形状、高精度的金属件,因此在航空航天、汽车制造、机械
一种高溃散性陶瓷型芯及其制备方法.pdf
一种高溃散性陶瓷型芯,包括石英玻璃、矿化剂、粘结剂和增塑剂;a、所述石英玻璃为粉料,它为茎体材料;该石英玻璃粉料的粒度为150目~400目,该粉料是不同粒度石英玻璃粉料的混合物;b、所述矿化剂为硼酸;c、所述粘结剂为硅溶胶或硅酸乙脂;d、所述增塑剂为石蜡和聚乙烯的混合物。一种所述陶瓷型芯的制备方法,步骤包括:1)按配方比例把石英玻璃粉料、矿化剂和粘结剂混合搅拌;混合物的状态成砂团即可;2)把混好的物料进行干燥;3)完毕后进行球磨;4)把球磨好的粉料和增塑剂按比例配制好,制作成浆料;5)用浆料压制成型芯坯料
熔模铸造浇注型壳局部冷却喷水装置及其制备方法.pdf
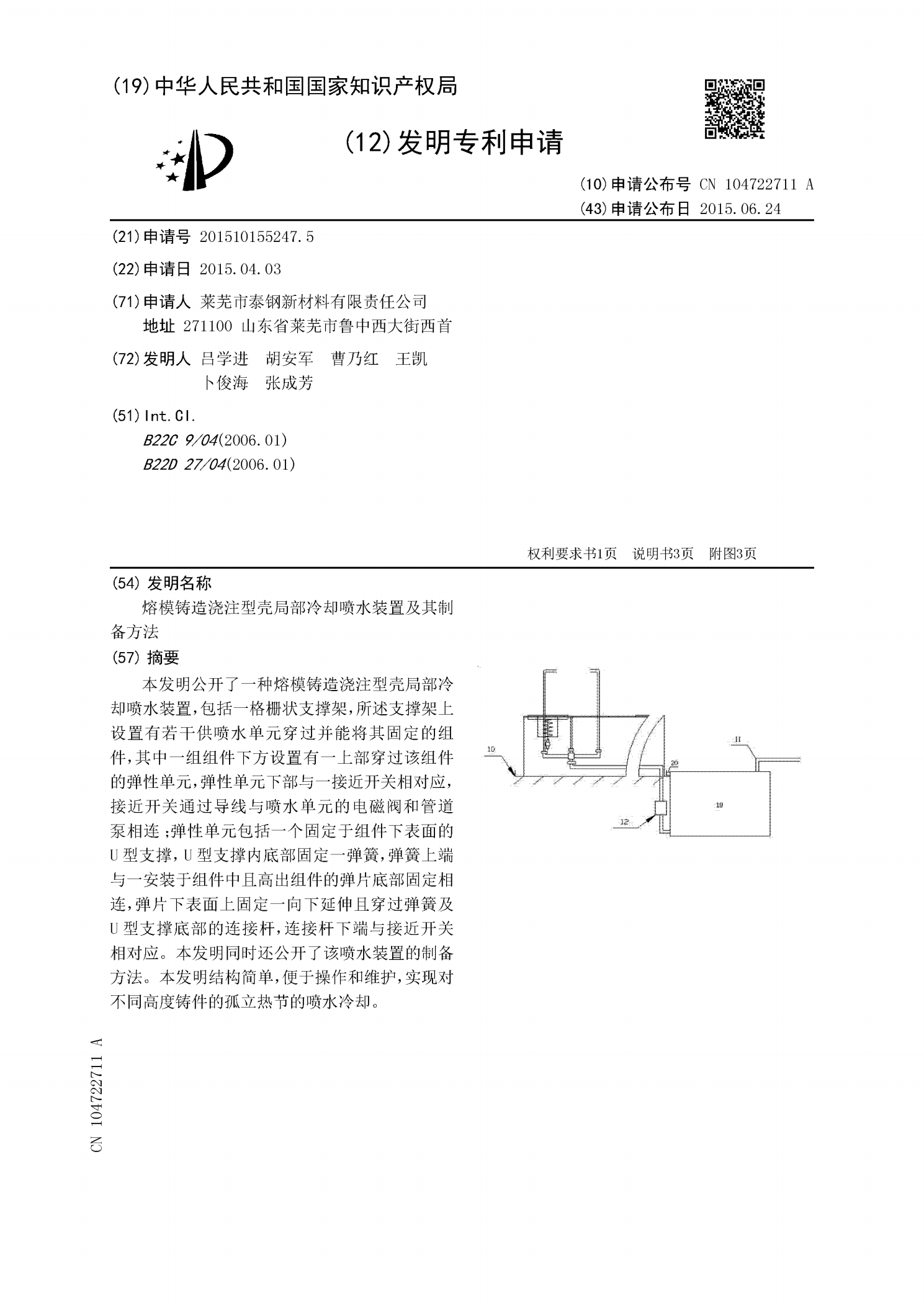
本发明公开了一种熔模铸造浇注型壳局部冷却喷水装置,包括一格栅状支撑架,所述支撑架上设置有若干供喷水单元穿过并能将其固定的组件,其中一组组件下方设置有一上部穿过该组件的弹性单元,弹性单元下部与一接近开关相对应,接近开关通过导线与喷水单元的电磁阀和管道泵相连;弹性单元包括一个固定于组件下表面的U型支撑,U型支撑内底部固定一弹簧,弹簧上端与一安装于组件中且高出组件的弹片底部固定相连,弹片下表面上固定一向下延伸且穿过弹簧及U型支撑底部的连接杆,连接杆下端与接近开关相对应。本发明同时还公开了该喷水装置的制备方法。本