
一种亮面金黄的铁铬铝合金材料及其制备方法.pdf

明钰****甜甜


1/10
2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种亮面金黄的铁铬铝合金材料及其制备方法.pdf
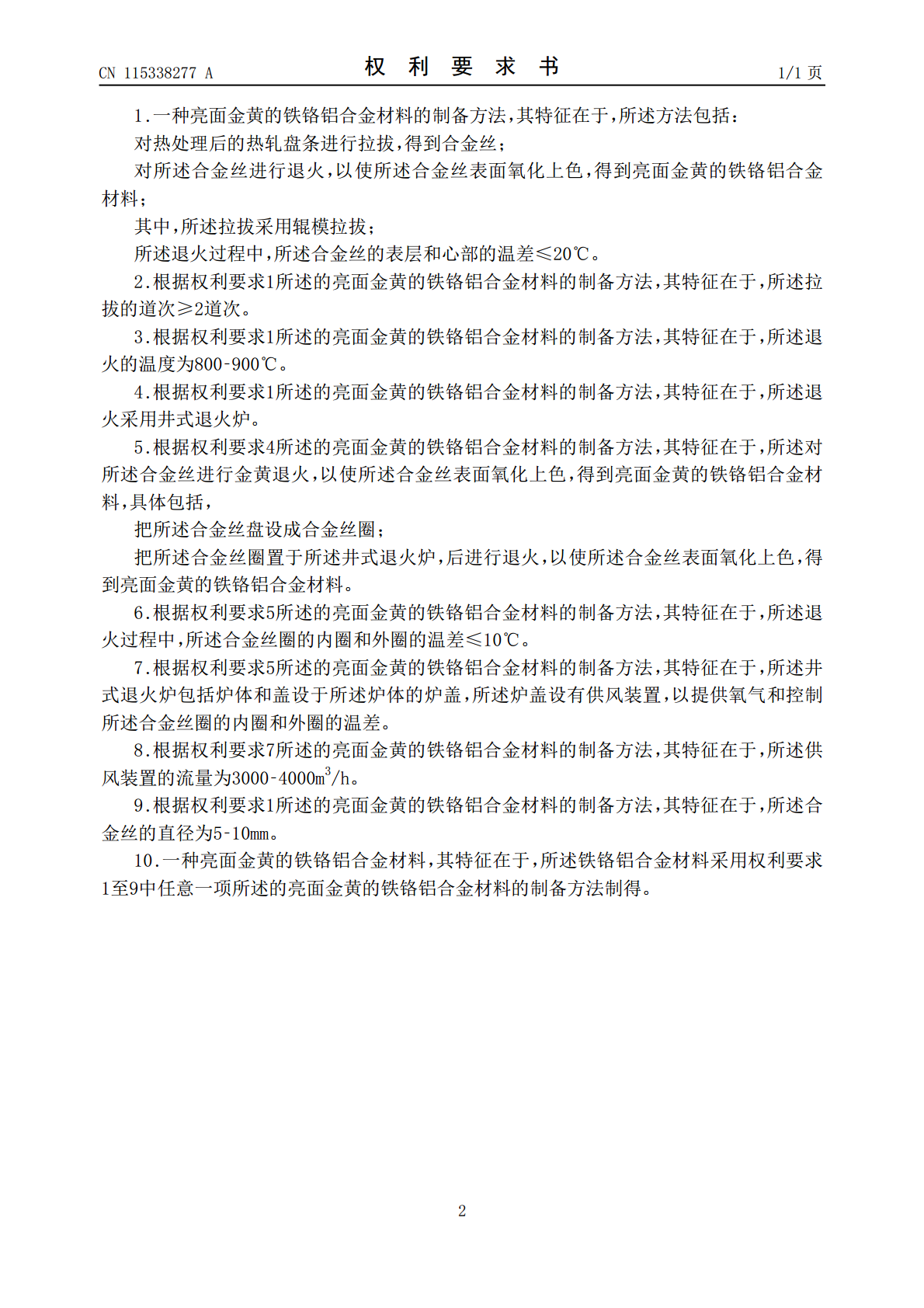
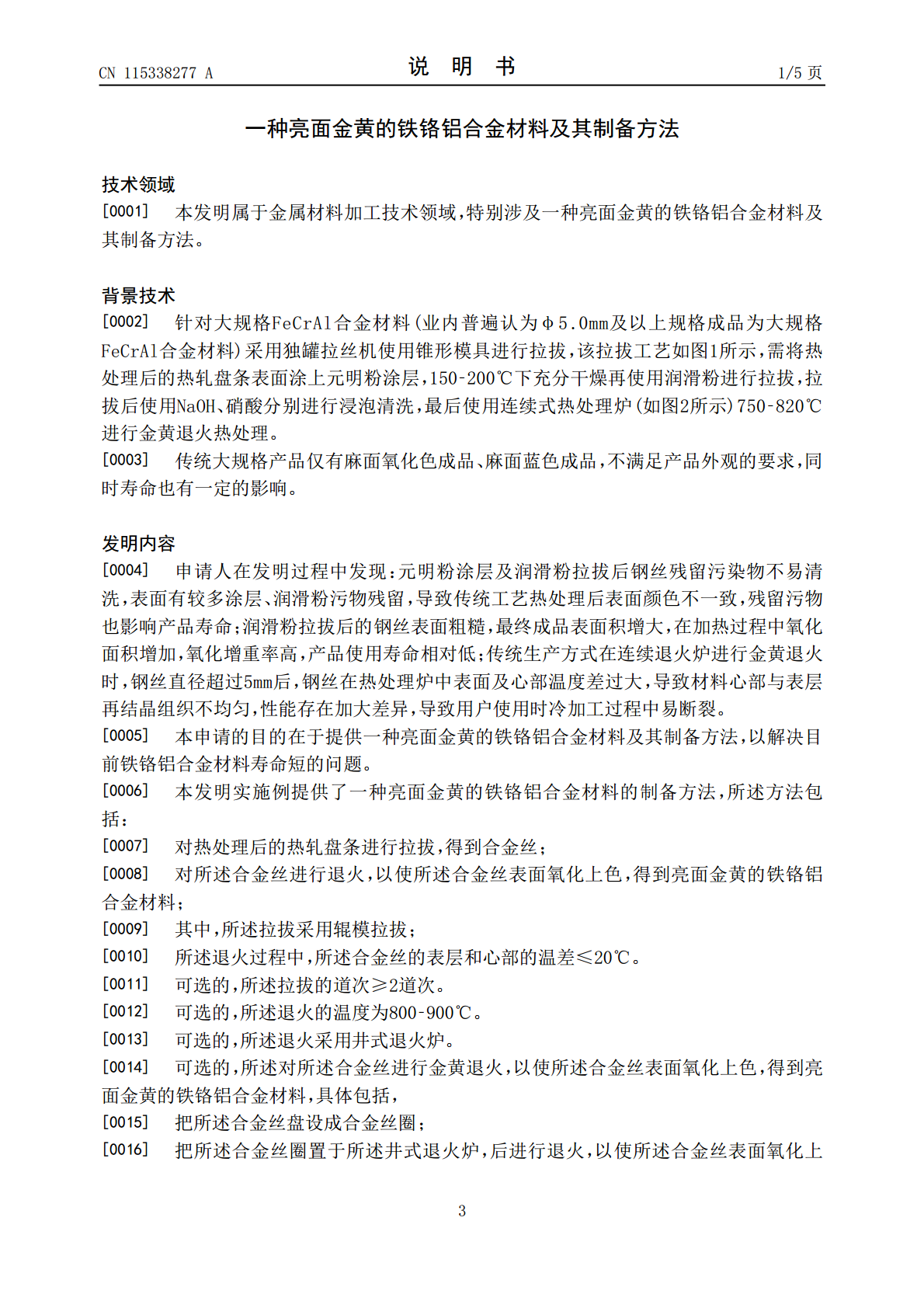
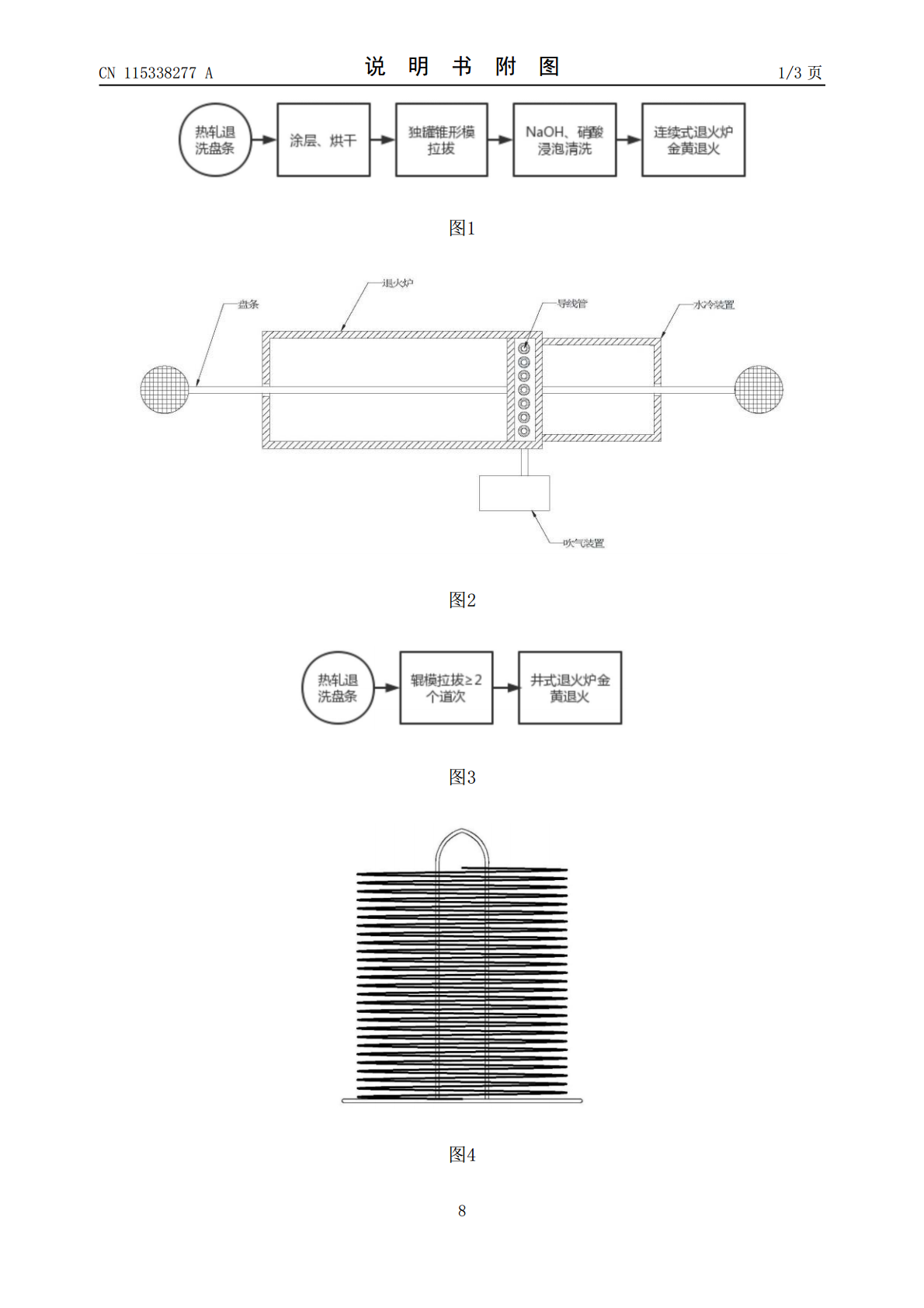
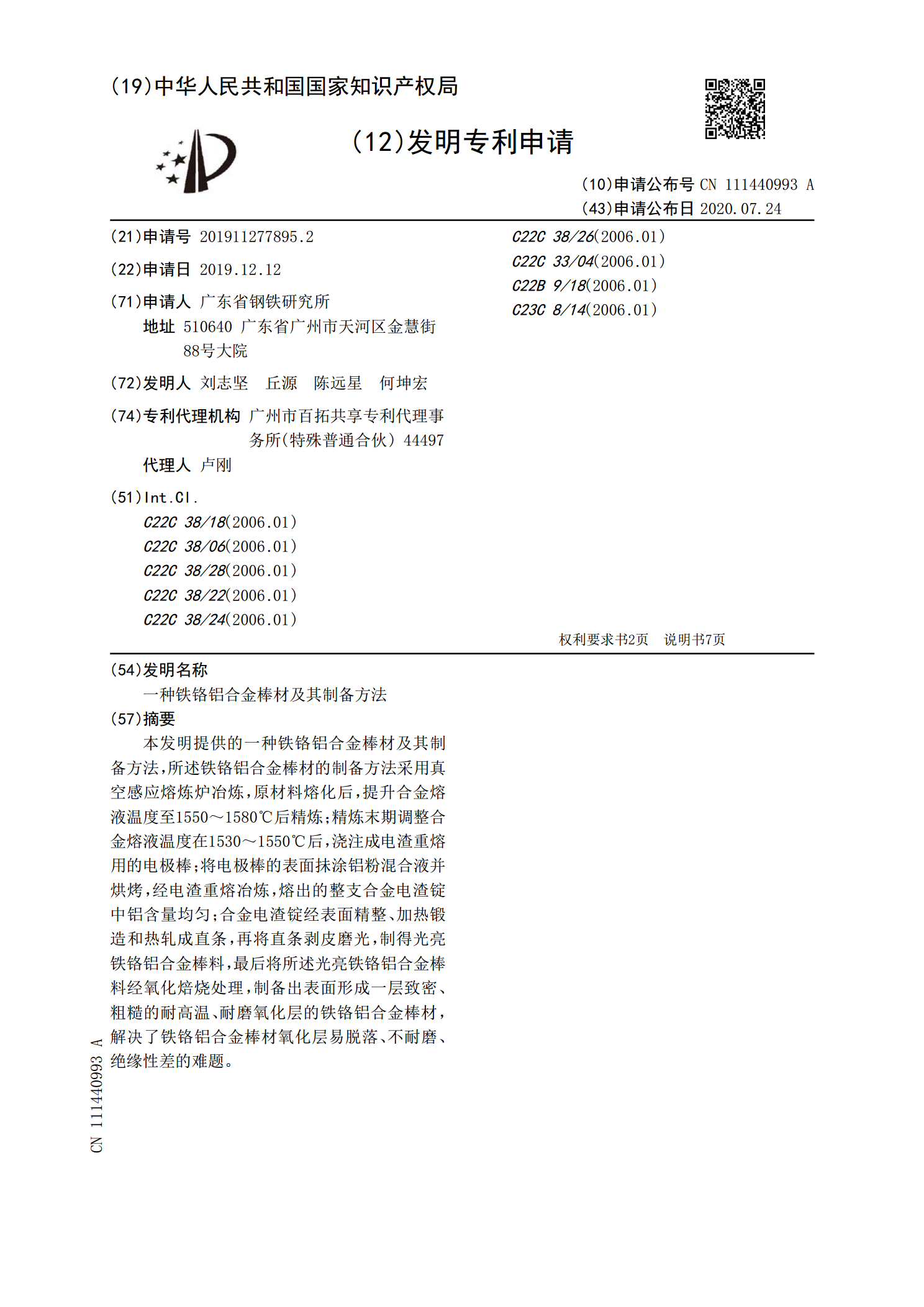
本发明特别涉及一种亮面金黄的铁铬铝合金材料及其制备方法,属于金属材料加工技术领域,方法包括:对热处理后的热轧盘条进行拉拔,得到合金丝;对所述合金丝进行退火,以使所述合金丝表面氧化上色,得到亮面金黄的铁铬铝合金材料;其中,所述拉拔采用辊模拉拔;所述退火过程中,所述合金丝的表层和心部的温差≤20℃,通过使用辊模拉拔替代锥形模拉拔,避免了涂层与润滑剂的使用,因表面无涂层、润滑剂附着,进而减少NaOH、硝酸浸泡清洗,解决了涂层、润滑粉污物残留影响寿命的问题,同时也解决了润滑粉拉拔后的钢丝表面粗糙,最终成品表面积增
一种铁铬铝合金棒材及其制备方法.pdf
本发明提供的一种铁铬铝合金棒材及其制备方法,所述铁铬铝合金棒材的制备方法采用真空感应熔炼炉冶炼,原材料熔化后,提升合金熔液温度至1550~1580℃后精炼;精炼末期调整合金熔液温度在1530~1550℃后,浇注成电渣重熔用的电极棒;将电极棒的表面抺涂铝粉混合液并烘烤,经电渣重熔冶炼,熔出的整支合金电渣锭中铝含量均匀;合金电渣锭经表面精整、加热锻造和热轧成直条,再将直条剥皮磨光,制得光亮铁铬铝合金棒料,最后将所述光亮铁铬铝合金棒料经氧化焙烧处理,制备出表面形成一层致密、粗糙的耐高温、耐磨氧化层的铁铬铝合金棒

一种铬铝合金及其制备方法.pdf
本发明涉及特殊金属领域,特别涉及一种铬铝合金及其制备方法;本发明包括以下质量百分比的组分:铝50~60%、铬8~10%、硅5~10%、碳5~15%、铁1~5%、锌1~5%、镍1~2%。本发明的有益效果是:本发明提供一种铬-铝合金添加剂,其有低熔点、高扩散性,兼备脱氧效果,易于破碎,方便炉前操作。
一种铁铬铝合金铸锭的制备方法.pdf
本发明公开了一种铁铬铝合金铸锭的制备方法,包括按质量份数取3‑5份铝,10‑20份铬,75‑87份铁;然后使用真空感应熔炼炉对齐进行熔炼,熔炼顺序为铁和铬,然后在氩气环境下将铝进行熔炼;然后在进行两次熔炼过程,最后经过扒皮、探伤后切除冒口后得到铁铬铝合金铸锭。该方法制备的铁铬铝合金铸锭没有偏析、疏松、缩孔等冶金缺陷,为后续的热加工提供了良好的坯料,且该方法控制简单,污染小,生产成本低。
一种铁铬钴磁体及其制备方法.pdf
本发明涉及磁性材料制备技术领域,尤其涉及一种铁铬钴磁体及其制备方法,包括以下步骤:S1,按质量比称取原材料;S2,在真空条件下熔炼原材料,之后经1300℃保温处理、淬冷处理后获得a相Fe‑Cr‑Co磁体;S3,在磁场中对a相Fe‑Cr‑Co磁体进行周期性热处理,获得周期化Fe‑Cr‑Co磁体;S4,无磁条件下,对周期化Fe‑Cr‑Co磁体进行阶梯式降温热处理,获得Fe‑Cr‑Co磁体;其中,阶梯式降温热处理包括依次进行的多层降温热处理。本发明采用周期性变化的温度来替代恒定的温度,弥补磁体成分发生微小变化时