
一种氦检漏回收系统及回收方法.pdf

一条****杉淑

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种氦检漏回收系统及回收方法.pdf
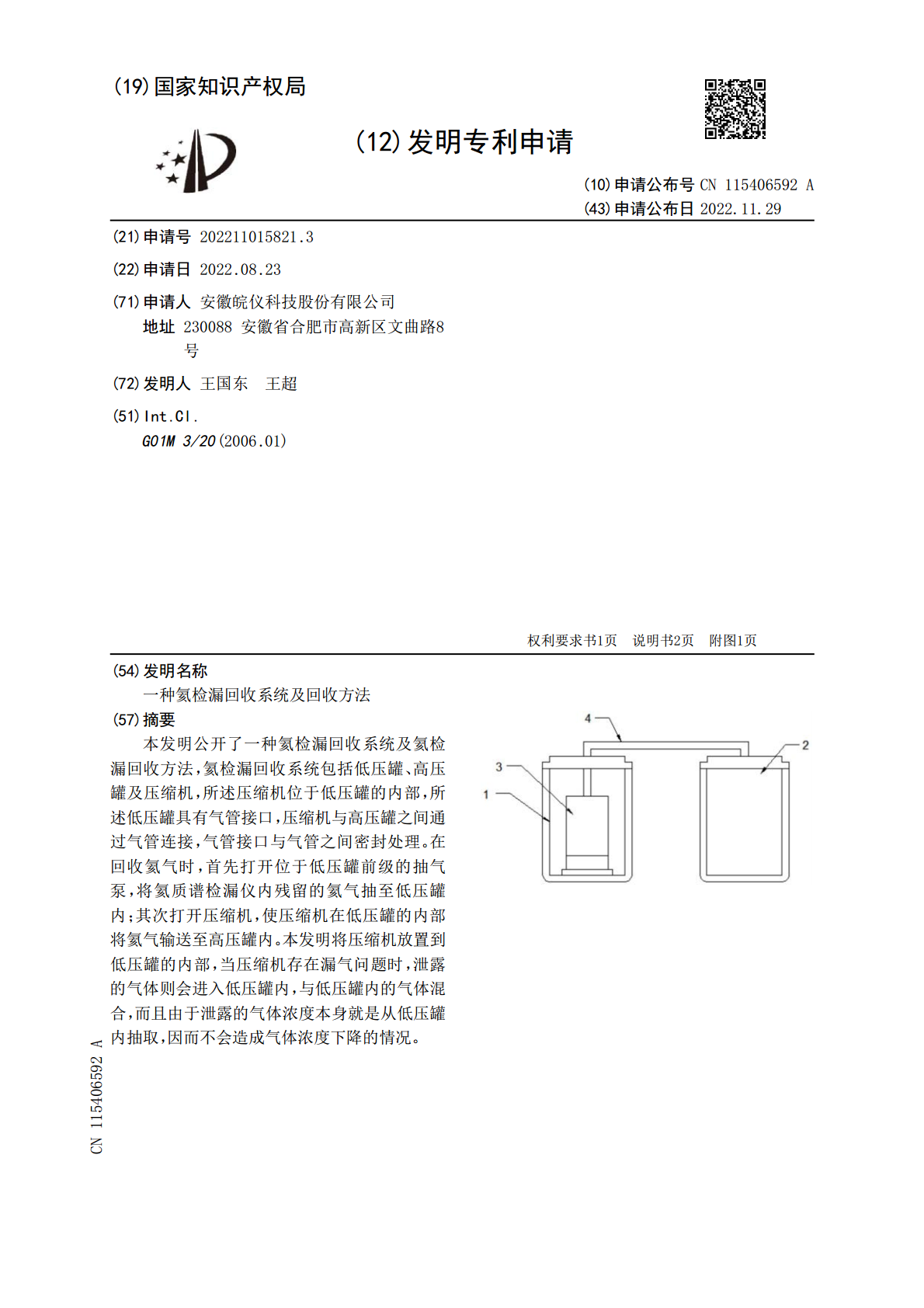
本发明公开了一种氦检漏回收系统及氦检漏回收方法,氦检漏回收系统包括低压罐、高压罐及压缩机,所述压缩机位于低压罐的内部,所述低压罐具有气管接口,压缩机与高压罐之间通过气管连接,气管接口与气管之间密封处理。在回收氦气时,首先打开位于低压罐前级的抽气泵,将氦质谱检漏仪内残留的氦气抽至低压罐内;其次打开压缩机,使压缩机在低压罐的内部将氦气输送至高压罐内。本发明将压缩机放置到低压罐的内部,当压缩机存在漏气问题时,泄露的气体则会进入低压罐内,与低压罐内的气体混合,而且由于泄露的气体浓度本身就是从低压罐内抽取,因而不会

氦回收系统.ppt
12氦气回收系统,可以帮助企业,特别是有大量氦气使用的企业,可回收98%的氦气,从而节约生产成本氦气回收系统可以运用在其他自动化应用领域,尤其是对制造和组装部件的气密性检漏测试系统对氦气的回收,并不影响氦气的再次使用,即使是在对氦气的纯度和浓度有高要求的氦气检漏系统中,通过氦气回收系统所收集的氦气,仍然是可靠的、可循环再利用的,对检测结果无任何负面的影响系统原理系统特性

氦真空检漏回收装置监控系统的设计和实现的开题报告.docx
氦真空检漏回收装置监控系统的设计和实现的开题报告一、课题背景氦真空检漏回收装置用于实现高精度真空检漏测试,广泛应用于各种科学研究、仪器仪表、航空航天等领域。氦检漏仪是一种高灵敏度检漏仪器,可以检测10^-12Pa·m^3/s级别的漏率,因此在精密仪器、半导体、真空镀膜、光学仪器等领域中得到了广泛的应用和推广。现有的氦真空检漏回收装置通常采用微处理器控制系统,以实现对各个部件的控制,包括泵的启动和关闭、检泄仪器的选择切换、检泄仪器泄漏率的调整、测量数据的处理和显示等功能。但是,目前还没有一个系统能够对氦真空
氖氦分离系统的液氮回收系统.pdf
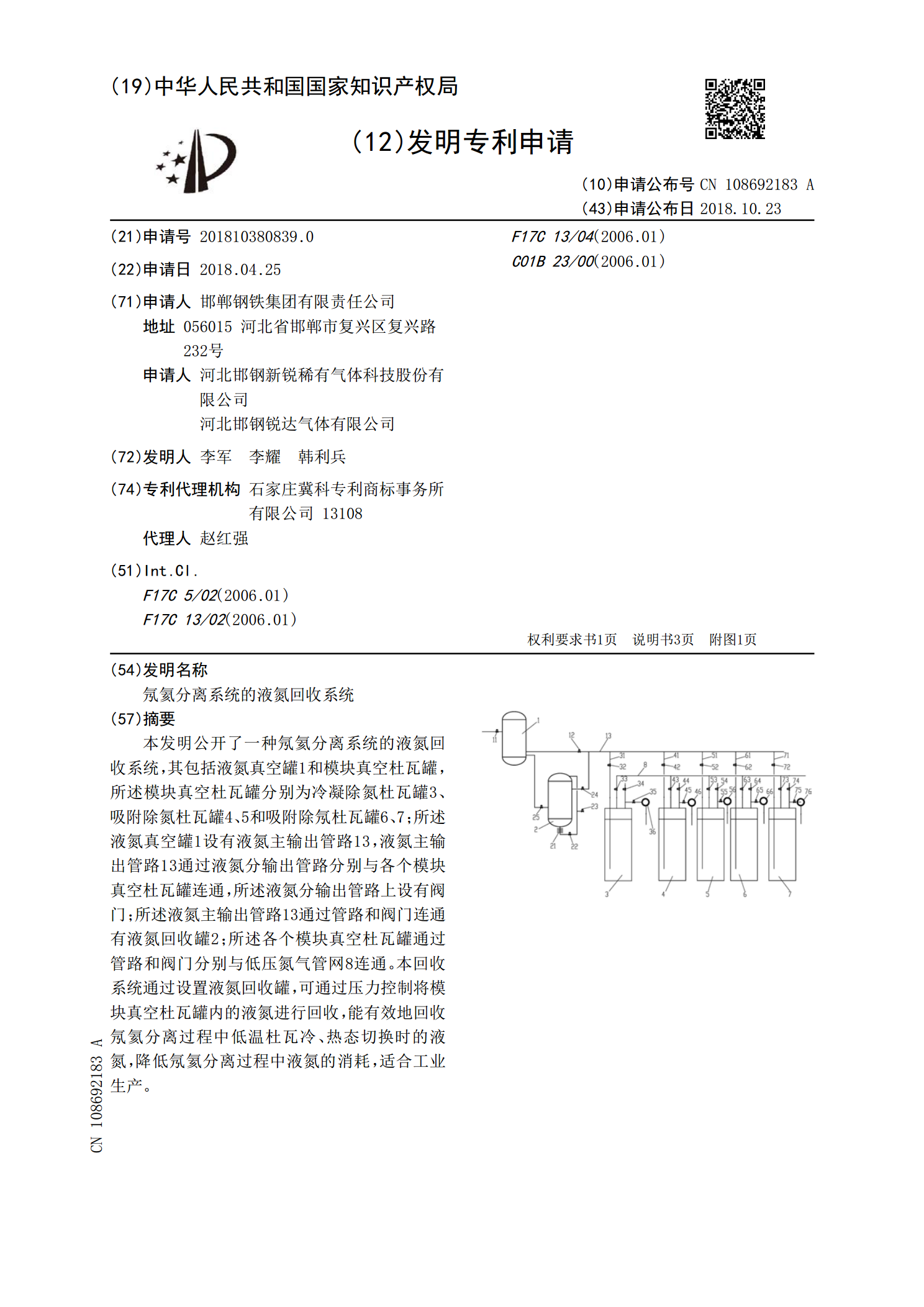
本发明公开了一种氖氦分离系统的液氮回收系统,其包括液氮真空罐1和模块真空杜瓦罐,所述模块真空杜瓦罐分别为冷凝除氮杜瓦罐3、吸附除氮杜瓦罐4、5和吸附除氖杜瓦罐6、7;所述液氮真空罐1设有液氮主输出管路13,液氮主输出管路13通过液氮分输出管路分别与各个模块真空杜瓦罐连通,所述液氮分输出管路上设有阀门;所述液氮主输出管路13通过管路和阀门连通有液氮回收罐2;所述各个模块真空杜瓦罐通过管路和阀门分别与低压氮气管网8连通。本回收系统通过设置液氮回收罐,可通过压力控制将模块真空杜瓦罐内的液氮进行回收,能有效地回收
一种油气回收系统及回收方法.pdf
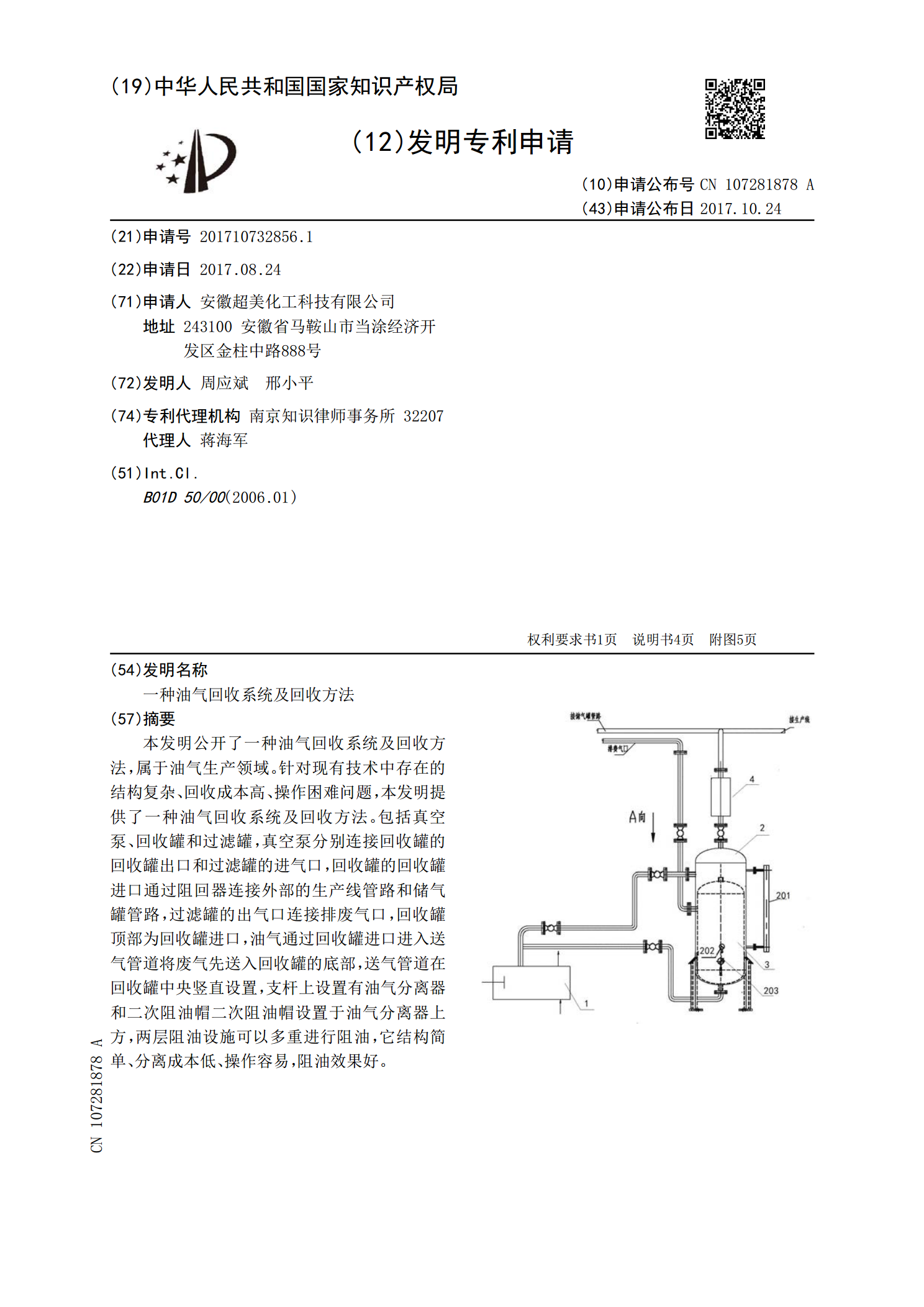
本发明公开了一种油气回收系统及回收方法,属于油气生产领域。针对现有技术中存在的结构复杂、回收成本高、操作困难问题,本发明提供了一种油气回收系统及回收方法。包括真空泵、回收罐和过滤罐,真空泵分别连接回收罐的回收罐出口和过滤罐的进气口,回收罐的回收罐进口通过阻回器连接外部的生产线管路和储气罐管路,过滤罐的出气口连接排废气口,回收罐顶部为回收罐进口,油气通过回收罐进口进入送气管道将废气先送入回收罐的底部,送气管道在回收罐中央竖直设置,支杆上设置有油气分离器和二次阻油帽二次阻油帽设置于油气分离器上方,两层阻油设施