
一种汽车内饰件工装模具的加工方法.pdf

梦影****主a


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车内饰件工装模具的加工方法.pdf
一种汽车内饰件工装模具的加工方法,包括以下步骤:S1.取粗胚,对粗胚进行开粗加工得到精胚,且精胚留有工艺环;S2.取基板、定位板和若干平夹台,将平夹台布置于基板上,将定位板被叠放至基板上,并通过定位通槽实现对平夹台的定位;S3.将工艺环分别套设至导柱,随后将紧定螺套螺接至导柱,使得工艺环被锁定在紧定螺套和定位板之间,此时对精胚的上端面进行精加工得到半成品;S4.拆下紧定螺套,半成品在定位板的带动下与平夹台分离,随后用斜夹台替换平夹台,然后再对半成品的上端面的内凹区域进行精加工,并将工艺环去除,最终得到成品

一种汽车内饰件加工装置.pdf
本发明公开了一种汽车内饰件加工装置,所述机体的内壁安装有电机,所述电机的下表面与机体内壁的上表面相连,所述电机的内壁设有转轴,所述转轴的外壁与电机的内壁相连,所述转轴的外壁设有滑道,所述滑道的内壁与转轴的外壁相连,所述滑道的上方设有滑块。该汽车内饰件加工装置,通过机体、支腿和底板之间的配合,使电机和转轴得到了保护,电机为交流伺服电机,通过调节电机的功率进而调节转轴的转动速度,克服了传统汽车内饰件加工装置转轴,带动压杆易支杆为圆心转动,带动压板转动,从而克服传统汽车内饰件加工装置,不能调节冲压角度的缺点,提
一种汽车内饰件加工装置.pdf
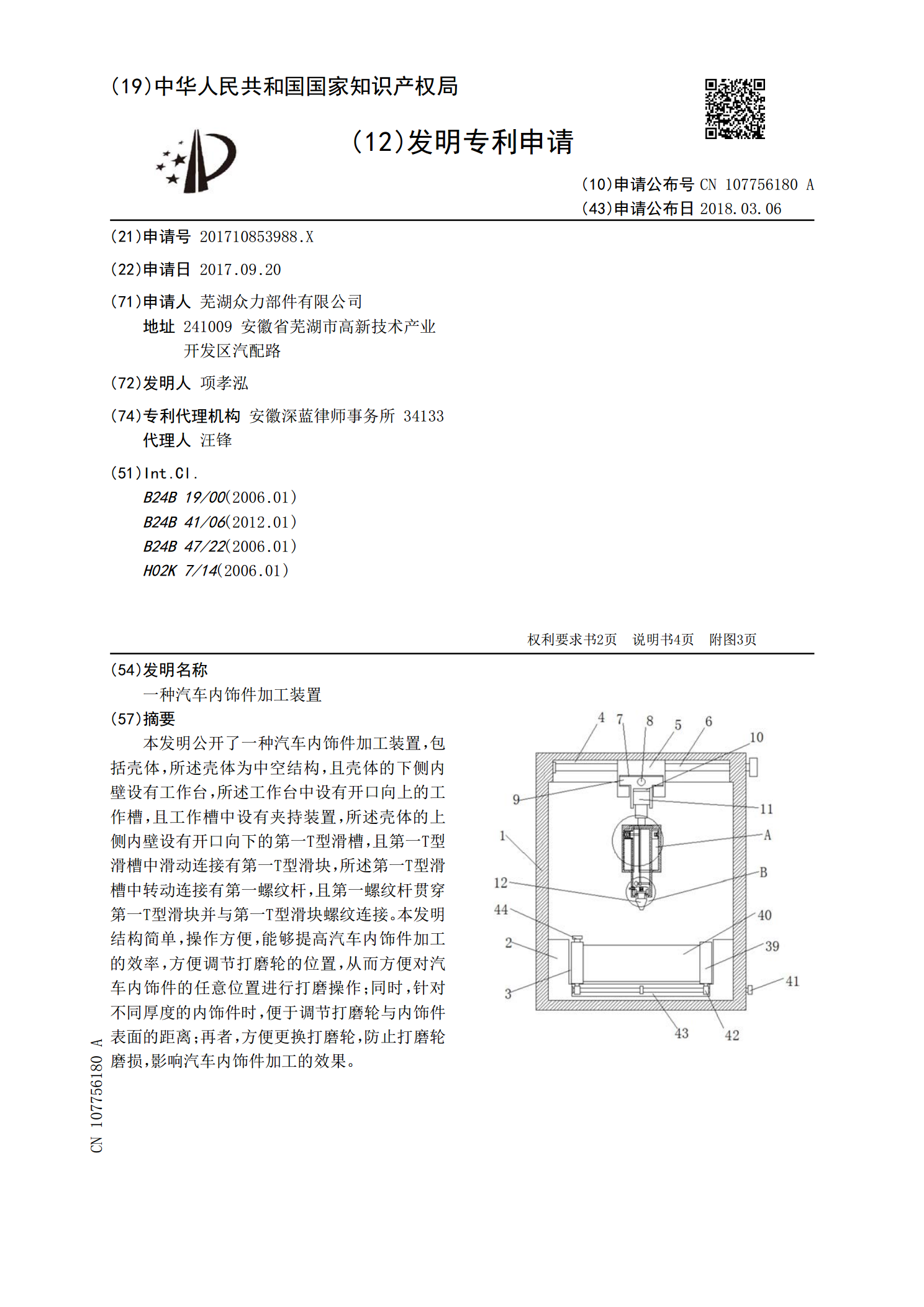
本发明公开了一种汽车内饰件加工装置,包括壳体,所述壳体为中空结构,且壳体的下侧内壁设有工作台,所述工作台中设有开口向上的工作槽,且工作槽中设有夹持装置,所述壳体的上侧内壁设有开口向下的第一T型滑槽,且第一T型滑槽中滑动连接有第一T型滑块,所述第一T型滑槽中转动连接有第一螺纹杆,且第一螺纹杆贯穿第一T型滑块并与第一T型滑块螺纹连接。本发明结构简单,操作方便,能够提高汽车内饰件加工的效率,方便调节打磨轮的位置,从而方便对汽车内饰件的任意位置进行打磨操作;同时,针对不同厚度的内饰件时,便于调节打磨轮与内饰件表面
一种仿布纹汽车内饰件加工模具.pdf
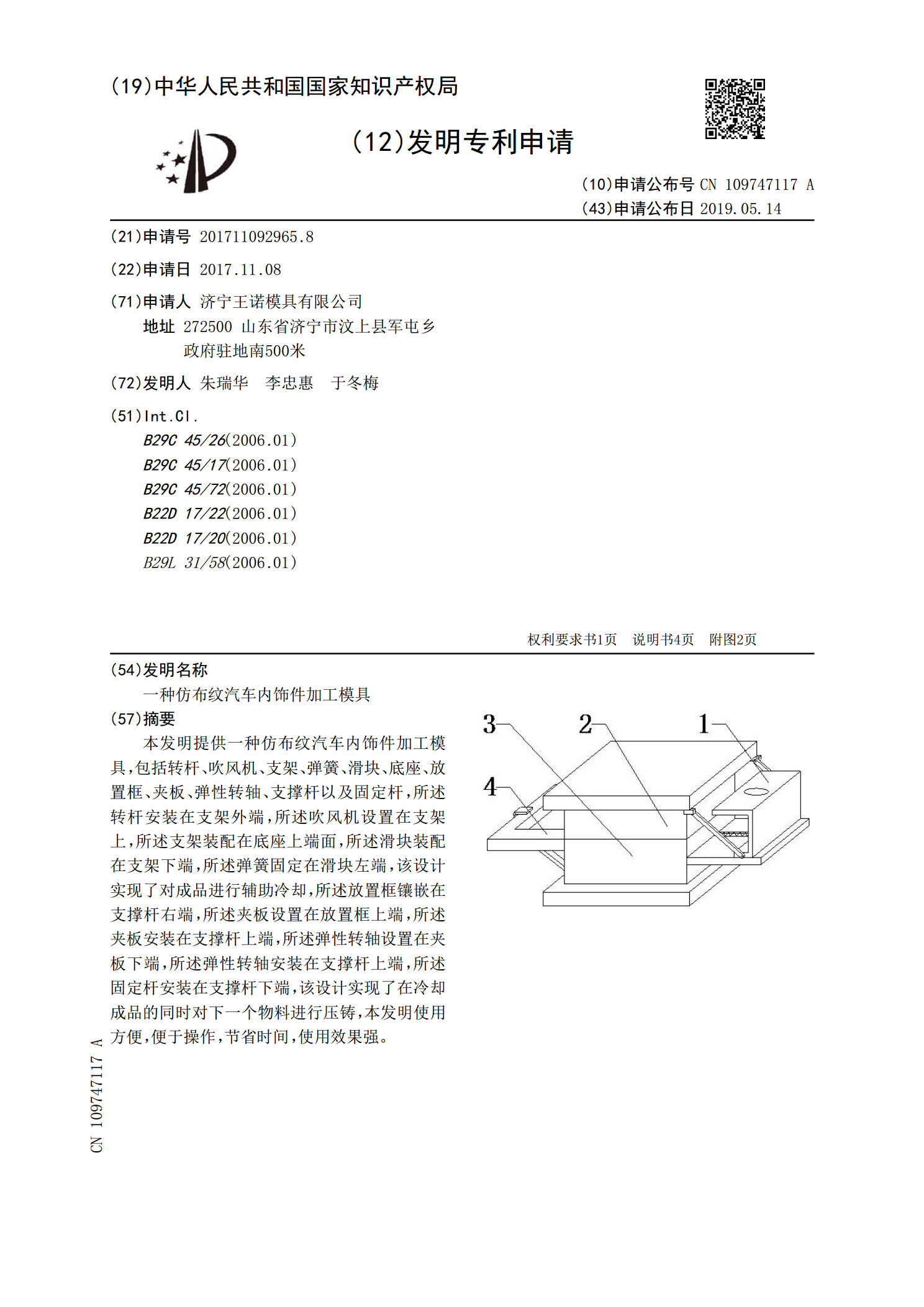
本发明提供一种仿布纹汽车内饰件加工模具,包括转杆、吹风机、支架、弹簧、滑块、底座、放置框、夹板、弹性转轴、支撑杆以及固定杆,所述转杆安装在支架外端,所述吹风机设置在支架上,所述支架装配在底座上端面,所述滑块装配在支架下端,所述弹簧固定在滑块左端,该设计实现了对成品进行辅助冷却,所述放置框镶嵌在支撑杆右端,所述夹板设置在放置框上端,所述夹板安装在支撑杆上端,所述弹性转轴设置在夹板下端,所述弹性转轴安装在支撑杆上端,所述固定杆安装在支撑杆下端,该设计实现了在冷却成品的同时对下一个物料进行压铸,本发明使用方便,
一种新型高效的汽车内饰件加工用冲压模具.pdf
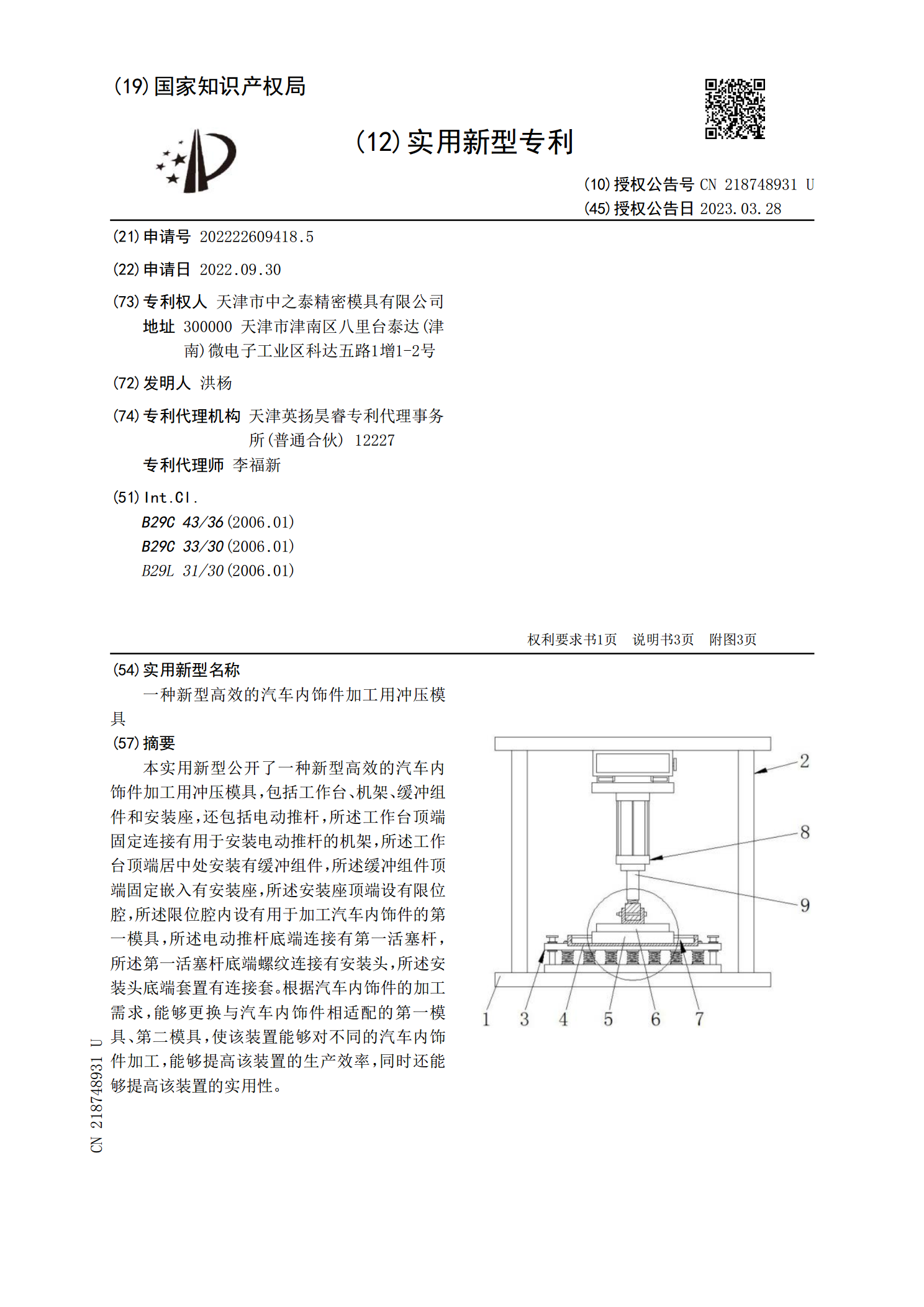
本实用新型公开了一种新型高效的汽车内饰件加工用冲压模具,包括工作台、机架、缓冲组件和安装座,还包括电动推杆,所述工作台顶端固定连接有用于安装电动推杆的机架,所述工作台顶端居中处安装有缓冲组件,所述缓冲组件顶端固定嵌入有安装座,所述安装座顶端设有限位腔,所述限位腔内设有用于加工汽车内饰件的第一模具,所述电动推杆底端连接有第一活塞杆,所述第一活塞杆底端螺纹连接有安装头,所述安装头底端套置有连接套。根据汽车内饰件的加工需求,能够更换与汽车内饰件相适配的第一模具、第二模具,使该装置能够对不同的汽车内饰件加工,能够