
用于支撑模芯的装置.pdf

一条****杉淑


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于支撑模芯的装置.pdf
在机械制造中特别在电动机、泵、压缩机或者发电站设备中使用的、并且用已知的浇铸和喷铸方法制造的金属零件中,经常需要在浇铸或者喷铸零件中设置空腔,例如用于冷却介质或者润滑剂的通道。此外,浇铸或者喷铸零件通过掏槽成形可能受妨碍。在两种情况下,可溶解的模芯作为相应空腔的占位器特别适宜。作为用于在浇铸设备的铸模中单端固定设置可由液体溶剂溶解的模芯的设备,本发明建议,该设备是一个保持管(3),该至少一个保持管(3)具有一个变细的圆柱部分(5),该部分(5)插入模芯(1)内并保持模芯。

卧式旋压机的重型芯模支撑装置.pdf
卧式旋压机的重型芯模支撑装置,它涉及一种芯模支撑装置。本发明解决了现有的在主轴端附加支撑轮支撑重型芯模存在的支撑轮尺寸受限,无法提供足够的支撑力,支撑轮受力过大,短时间内就会磨损失效的问题。本发明的重型芯模通过连接轴固定连接在卧式旋压机主轴上,防尘板套在连接轴上,调心滚子轴承热安装在连接轴的外壁上,轴承座上盖盖装在调心滚子轴承的上部,轴承座下盖盖装在调心滚子轴承的下部,支架设置在轴承座下盖的下方,支架中板固定安装支架上,调整螺柱的上端穿过安装孔与轴承座下盖相抵靠,调整螺柱的下端安装有背紧螺母用于锁紧调整螺

用于制造空心型材的支撑芯.pdf
本发明涉及一种支撑芯(1),用于使板材成型为结构化的空心型材的装置中,该支撑芯具有多个相互连接的支撑部段(2);以及一种用于将板材制造成结构化的空心型材的方法。本发明的目的是提供一种支撑芯(1),用于制造结构化的空心型材,该支撑芯一方面确保实现板材的完全平整的支撑,另一方面还实现了横截面变化的或呈弯曲延伸形式的空心型材的制造,上述目的这样实现,即,使上述单独的支撑部段(2)在堆砌到一起的状态下至少部分平整地构成待制造空心型材的内部轮廓,并且这些支撑部段经由连接构件(4)而相互连接,其中,连接构件(4)实现
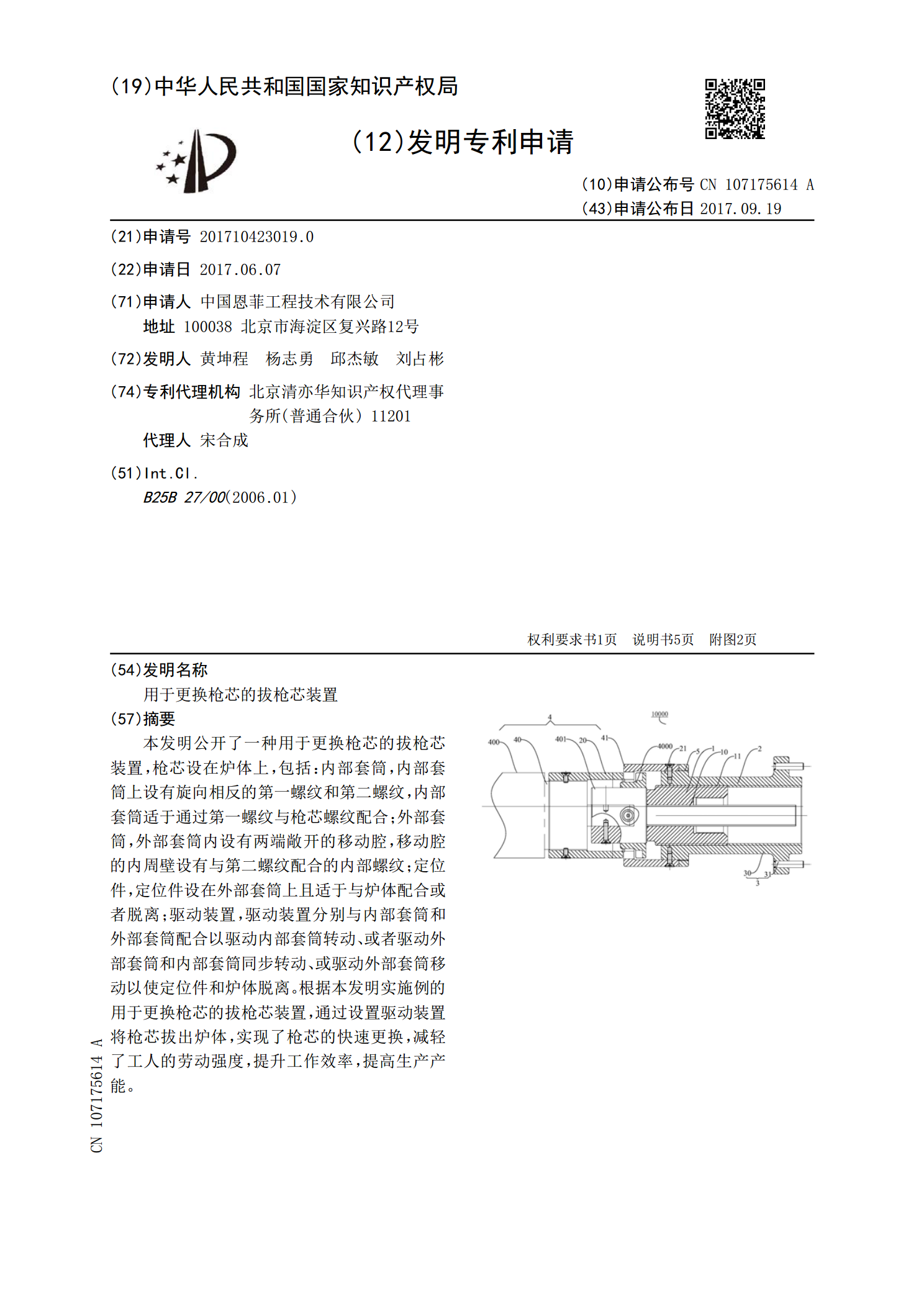
用于更换枪芯的拔枪芯装置.pdf
本发明公开了一种用于更换枪芯的拔枪芯装置,枪芯设在炉体上,包括:内部套筒,内部套筒上设有旋向相反的第一螺纹和第二螺纹,内部套筒适于通过第一螺纹与枪芯螺纹配合;外部套筒,外部套筒内设有两端敞开的移动腔,移动腔的内周壁设有与第二螺纹配合的内部螺纹;定位件,定位件设在外部套筒上且适于与炉体配合或者脱离;驱动装置,驱动装置分别与内部套筒和外部套筒配合以驱动内部套筒转动、或者驱动外部套筒和内部套筒同步转动、或驱动外部套筒移动以使定位件和炉体脱离。根据本发明实施例的用于更换枪芯的拔枪芯装置,通过设置驱动装置将枪芯拔出
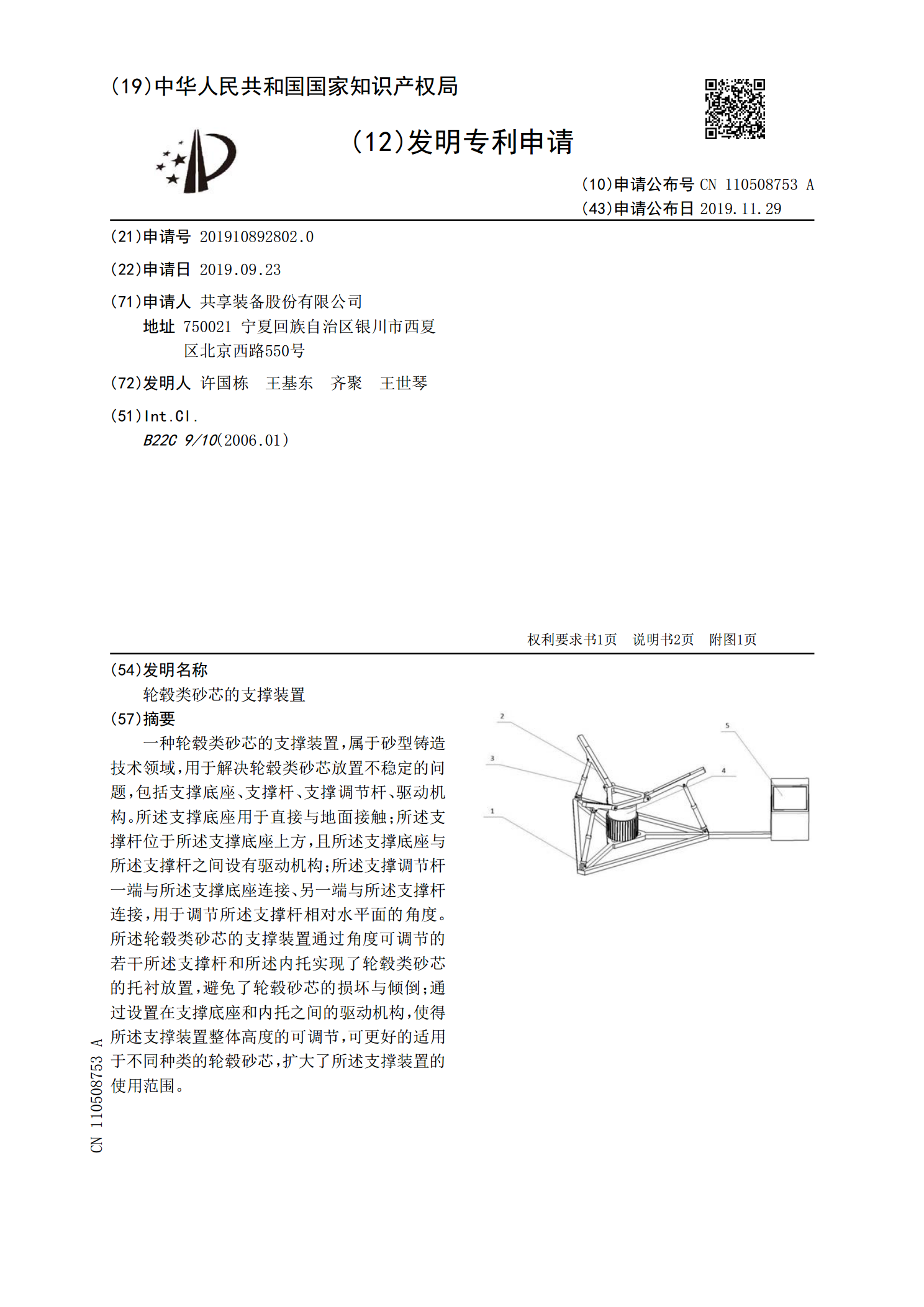
轮毂类砂芯的支撑装置.pdf
一种轮毂类砂芯的支撑装置,属于砂型铸造技术领域,用于解决轮毂类砂芯放置不稳定的问题,包括支撑底座、支撑杆、支撑调节杆、驱动机构。所述支撑底座用于直接与地面接触;所述支撑杆位于所述支撑底座上方,且所述支撑底座与所述支撑杆之间设有驱动机构;所述支撑调节杆一端与所述支撑底座连接、另一端与所述支撑杆连接,用于调节所述支撑杆相对水平面的角度。所述轮毂类砂芯的支撑装置通过角度可调节的若干所述支撑杆和所述内托实现了轮毂类砂芯的托衬放置,避免了轮毂砂芯的损坏与倾倒;通过设置在支撑底座和内托之间的驱动机构,使得所述支撑装置