
热成型压淬模具及热成型压淬模具的操作方法.pdf

努力****采萍


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热成型压淬模具及热成型压淬模具的操作方法.pdf
本发明涉及一种用于制造具有至少局部高强度的特性的金属板成型构件(7)的热成型压淬模具(11),该热成型压淬模具包括上模具(12)和下模具(14),该上模具包括至少一个模具部分(13.1、13.2),该下模具包括至少一个模具部分(15),上模具和下模具能够在压力机行程方向(5)上相向运动以形成模腔,在至少一个模具部分(13.1、13.2、15)中设置多个调温通道(28)以供冷却介质穿过。上模具(12)的模具部分(13.1、13.2)和/或下模具(14)的模具部分(15)是至少两部分的并且利用在上模具和/或下
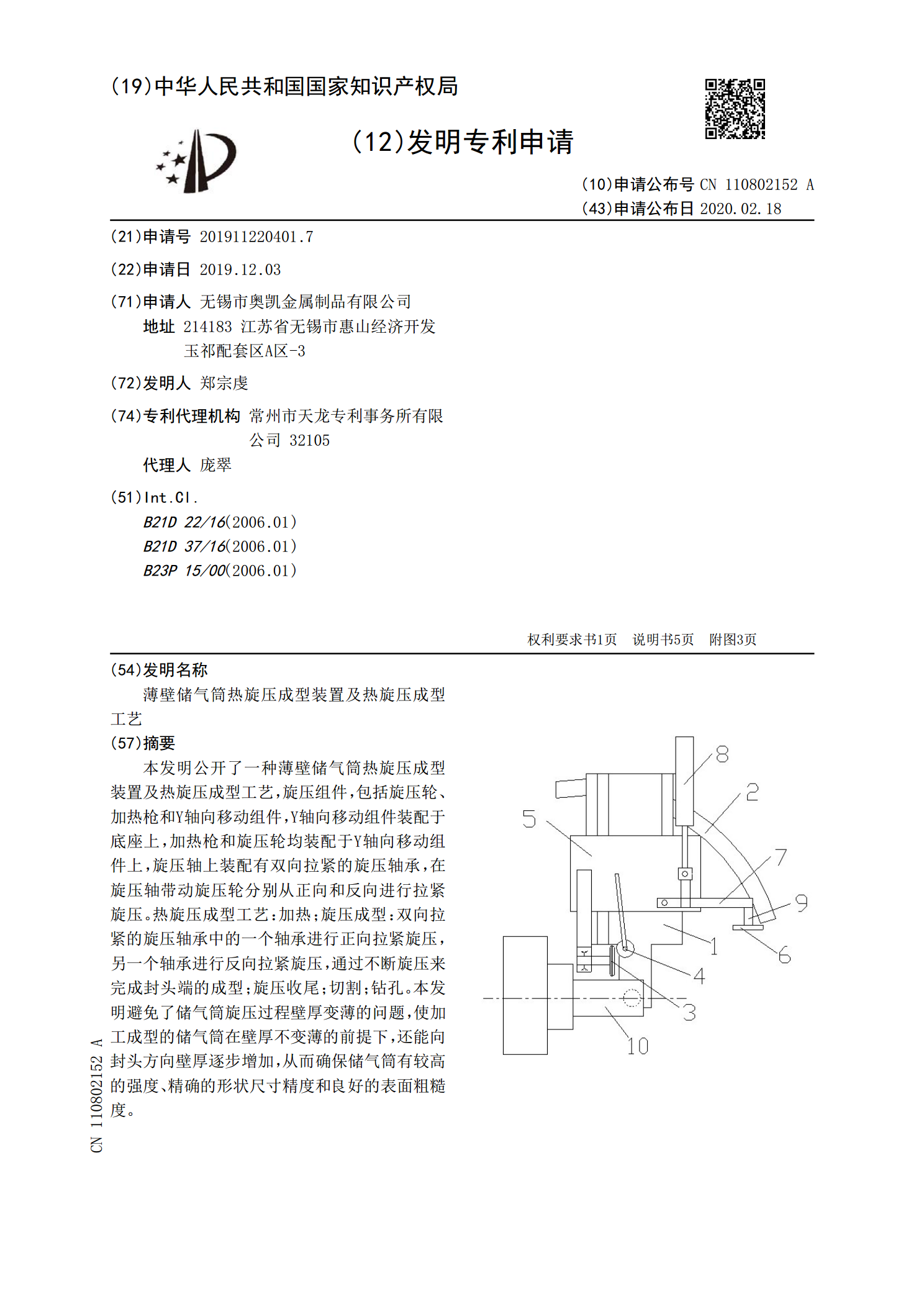
薄壁储气筒热旋压成型装置及热旋压成型工艺.pdf
本发明公开了一种薄壁储气筒热旋压成型装置及热旋压成型工艺,旋压组件,包括旋压轮、加热枪和Y轴向移动组件,Y轴向移动组件装配于底座上,加热枪和旋压轮均装配于Y轴向移动组件上,旋压轴上装配有双向拉紧的旋压轴承,在旋压轴带动旋压轮分别从正向和反向进行拉紧旋压。热旋压成型工艺:加热;旋压成型:双向拉紧的旋压轴承中的一个轴承进行正向拉紧旋压,另一个轴承进行反向拉紧旋压,通过不断旋压来完成封头端的成型;旋压收尾;切割;钻孔。本发明避免了储气筒旋压过程壁厚变薄的问题,使加工成型的储气筒在壁厚不变薄的前提下,还能向封头方

模具 章压塑成型模具.doc
模具第5章压塑成型模具5.1概述5.2模具与压机的关系5.3压模设计要点5.4压模结构示例模具本章学习要求:1.掌握压模类型及其结构特点2、了解压模与压机的关系3、了解压模结构及设计要点重点:1、压模类型及结构组成2、压模设计要点模具5.1概述5.1.1压缩成型工艺及特点5.1.2压模典型结构5.1.3压模类型及特点模具5.1.1压缩成型工艺及特点压缩成型,又称为压塑成型、模压成型或压制成型,主要用于热固性塑料的成型,也可以用于热塑性塑料的成型。压缩成型设备为液压机和压缩成型模具。压缩成型模具,简称压塑模
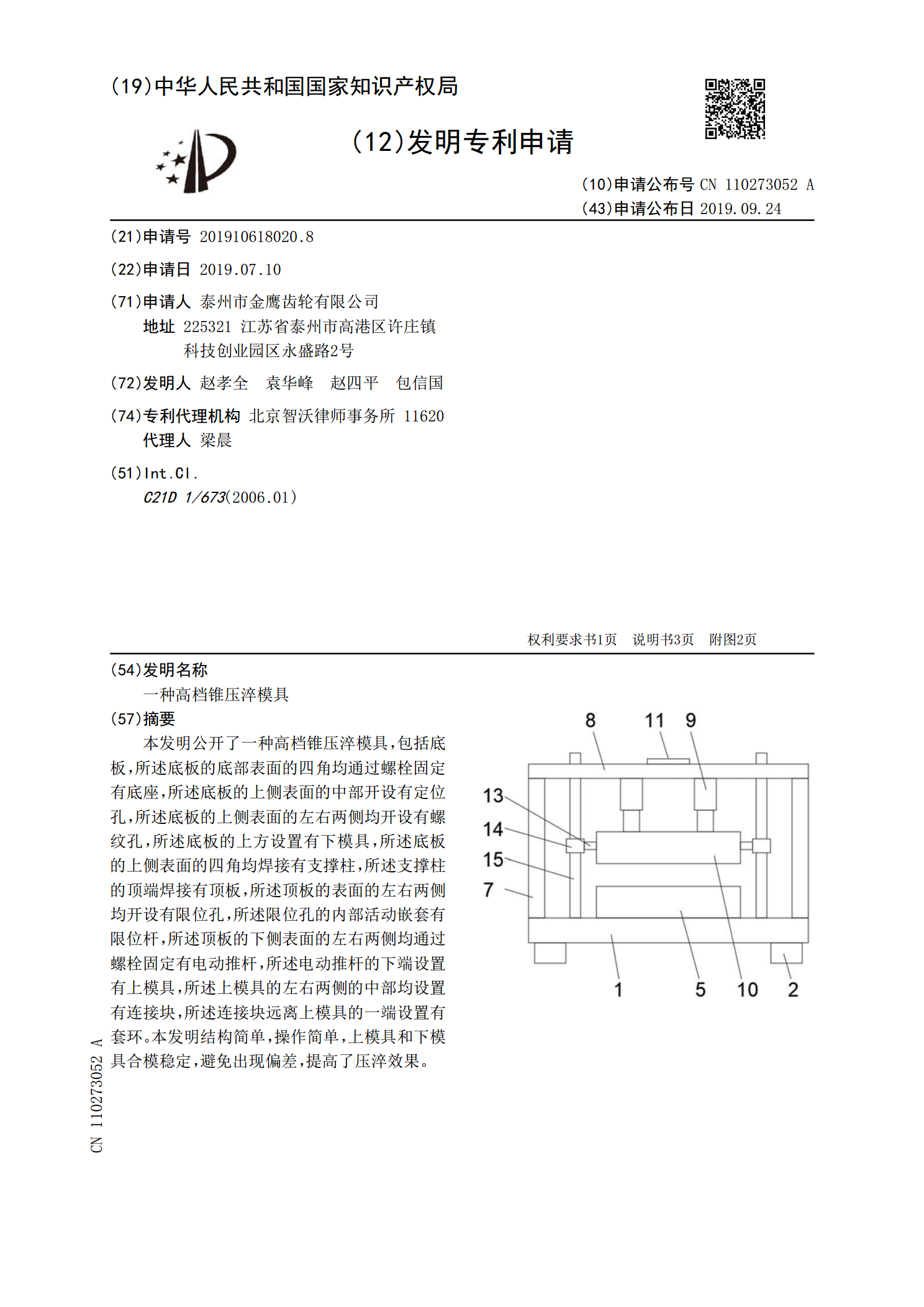
一种高档锥压淬模具.pdf
本发明公开了一种高档锥压淬模具,包括底板,所述底板的底部表面的四角均通过螺栓固定有底座,所述底板的上侧表面的中部开设有定位孔,所述底板的上侧表面的左右两侧均开设有螺纹孔,所述底板的上方设置有下模具,所述底板的上侧表面的四角均焊接有支撑柱,所述支撑柱的顶端焊接有顶板,所述顶板的表面的左右两侧均开设有限位孔,所述限位孔的内部活动嵌套有限位杆,所述顶板的下侧表面的左右两侧均通过螺栓固定有电动推杆,所述电动推杆的下端设置有上模具,所述上模具的左右两侧的中部均设置有连接块,所述连接块远离上模具的一端设置有套环。本发

浅谈大型可调模具压淬工艺研究.docx
浅谈大型可调模具压淬工艺研究随着工业化进程的不断加速,大型可调模具压淬工艺在金属加工中越来越受到重视。本文将从以下几个方面进行探讨:大型可调模具压淬工艺的定义、工艺特点、工艺流程、工艺优缺点以及应用前景等。一、大型可调模具压淬工艺的定义大型可调模具压淬工艺是一种较为高效的金属加工工艺,主要应用于二次加工中,它通过对材料的加热熔化和冷却固化,改变金属材料的结构和性质,从而达到加工装饰、强度提高、疲劳寿命延长等目的。二、工艺特点1.高效节能:利用大型可调模具对金属材料进行模具压淬,不仅可以达到快速加工的效果,